限位隔膜閥卡式本體鑄件的缺陷分析及工藝優(yōu)化
2023-02-06 02:41:08盧曉斌黃剛福晏鶴榮吳志慧范曉明
中國(guó)鑄造裝備與技術(shù) 2023年1期
關(guān)鍵詞:工藝
盧曉斌,黃剛福,晏鶴榮,吳志慧,范曉明
(1.高安市璐克斯機(jī)械有限公司,江西高安 330800;2.武漢理工大學(xué) 材料科學(xué)與工程學(xué)院,湖北武漢 430070)
限位隔膜閥卡式本體不銹鋼鑄件[1]壁厚不均勻,且結(jié)構(gòu)形狀較為復(fù)雜,采用熔模鑄造工藝試生產(chǎn)過程中,鑄件易出現(xiàn)渣氣孔,導(dǎo)致滲漏的產(chǎn)生,致使鑄件質(zhì)量難以達(dá)到技術(shù)要求,廢品率較高,這將增加生產(chǎn)成本、延長(zhǎng)交貨周期。為此,利用ProCAST凝固模擬軟件對(duì)其工藝方案進(jìn)行分析及優(yōu)化[2],以便研發(fā)出可行的生產(chǎn)工藝方案。
1 鑄件的結(jié)構(gòu)特點(diǎn)及技術(shù)要求
圖1 為限位隔膜閥卡式本體鑄件的三維模型,其外輪廓尺寸為190mm×70mm×70mm,平均壁厚5.5mm,零件質(zhì)量約為1.96kg,整體結(jié)構(gòu)為左右對(duì)稱,內(nèi)部及下端由較為復(fù)雜的曲面構(gòu)成。鑄件使用的材質(zhì)為316L 不銹鋼,主要技術(shù)要求為:化學(xué)成分如表1 所示。要求鑄件無鑄造缺陷,機(jī)加工后在0.8MPa 壓力下水介質(zhì)試壓,保持0.5min 無滲漏。

表1 鑄件化學(xué)成分 w/%
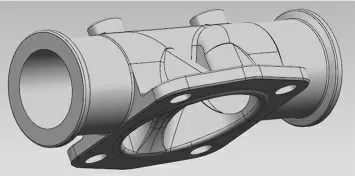
圖1 限位隔膜閥卡式本體鑄件三維模型
2 初始方案的缺陷分析及模擬驗(yàn)證
2.1 缺陷分析
根據(jù)限位隔膜閥卡式本體鑄件形狀及其特點(diǎn),該企業(yè)制定的初始方案為一型3 件,如圖2 所示。試制共澆注了3 型9 件,3 件合格,合格率33%。主要問題是機(jī)加工后試壓時(shí)圓管狀部位產(chǎn)生滲漏(見圖3)。

圖2 隔膜閥卡式本體鑄件初始鑄造工藝方案
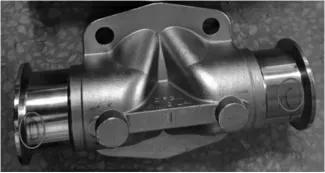
圖3 帶缺陷零件成品實(shí)物照片
圖3 為機(jī)加工后的限位隔膜閥卡式本體零件,圖中筆跡圈住位置即為滲漏部位。對(duì)加工鑄件采用COMMX-RAY 進(jìn)行X-射線探傷,清楚地顯示出缺陷位置照片如圖4 所示。
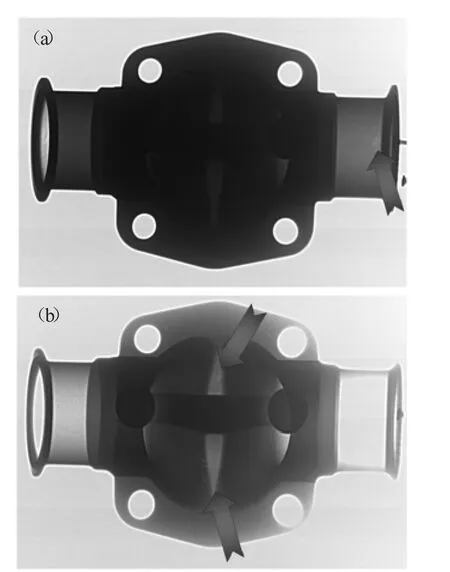
圖4 初始方案所制零件的X 射線透視檢測(cè)照片
從圖3、4 可以發(fā)現(xiàn),圖4a 的渣氣孔位置與圖3 中產(chǎn)生滲漏部位有很好的對(duì)應(yīng)關(guān)系。究其原因,應(yīng)是鑄件兩端管狀部位本身壁厚較薄,加工后更薄,若此處存在渣氣孔缺陷,極易導(dǎo)致滲漏出現(xiàn),而圖4b 的縮孔雖然存在,但是處于鑄件內(nèi)部,且周圍壁厚較大,系內(nèi)部孔洞,對(duì)滲漏性能沒有影響。
對(duì)圖2 限位隔膜閥卡式本體鑄件初始鑄造工藝方案分析可以發(fā)現(xiàn),在一型三件的初始方案中,當(dāng)澆注開始后,金屬液從中間鑄件的中間位置直接進(jìn)入,而分布兩邊的對(duì)稱布置的2 個(gè)鑄件的充型順序則是,金屬液先充填鑄件2 端的管狀部位,并且始終保持進(jìn)水狀態(tài),這將嚴(yán)重妨礙鑄件在該處的渣、氣上浮,最后在鑄件上端圓管處極易出現(xiàn)夾渣、氣孔等缺陷。而中間鑄件則不存在此問題,且澆頭直接補(bǔ)縮,渣、氣易于從所設(shè)的冒口處上浮,所以不易出現(xiàn)圖4a 所示的渣氣孔缺陷,這也說明了此方案鑄件33%的合格率的原因。
2.2 模擬驗(yàn)證
2.2.1 模擬仿真參數(shù)建立
利用UG11.0 將澆注系統(tǒng)、模具型腔和冒口補(bǔ)縮等結(jié)構(gòu)繪制成如圖2 模型,保存Parasolid 格式并導(dǎo)入至ProCAST 軟件中,經(jīng)計(jì)算得出鑄件及澆注系統(tǒng)的面網(wǎng)格和體網(wǎng)格分別為148592 個(gè)、1585708 個(gè),重力方向與金屬液澆注方向一致,澆注速度經(jīng)計(jì)算后取1.9kg/s。
316L 不銹鋼的液相線和固相線溫度分別為1449.6℃、1297.6℃,因此擬定金屬液的澆注溫度為1650℃,模樣殼體材料采用CF3M-14408 型樹脂砂,焙燒溫度約為1000℃,殼體的厚度為8~12mm,其表面涂有耐火性材料并烘干至一定強(qiáng)度;模殼與外界散熱條件設(shè)為空冷,鑄型與鑄件之間換熱系數(shù)取750W/(m2·K)。
2.2.2 初步工藝方案缺陷分析
鑄件的縮松縮孔分布如圖5 所示,可以看出縮松縮孔主要集中于兩側(cè)鑄件的兩端以及下部,只有中間一個(gè)隔膜閥卡式本體鑄件滿足生產(chǎn)要求,這與實(shí)際檢測(cè)結(jié)果(出品率約為33%)相一致,其原因是兩端內(nèi)澆口一直進(jìn)水,且較薄致使鑄件的補(bǔ)縮效果較差,而下部出現(xiàn)縮孔是由于該部分為熱節(jié),形成內(nèi)部小縮孔。對(duì)初始方案的模擬分析也從另一個(gè)角度證實(shí)了2.1 中對(duì)缺陷分析的正確性。
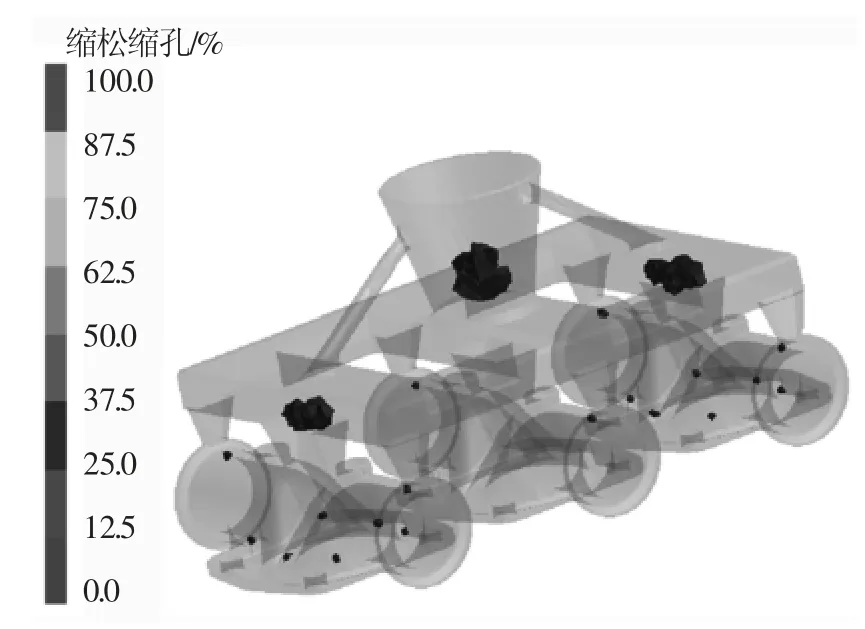
圖5 鑄件的縮松縮孔分布情況
3 改進(jìn)優(yōu)化方案的模擬分析與生產(chǎn)驗(yàn)證
3.1 工藝改進(jìn)方案
針對(duì)初始生產(chǎn)方案出現(xiàn)的問題,提出了優(yōu)化改進(jìn)方案,如圖6 所示。具體改進(jìn)內(nèi)容如下:一是將橫澆道改為直線式分布于鑄件的正中間,其作用是改變金屬液充型順序并實(shí)施對(duì)中間相對(duì)較厚部位的補(bǔ)縮,且有利于渣氣上浮;二是鑄件兩側(cè)各設(shè)有加強(qiáng)連接筋,防止在冷卻凝固過程中因兩端壁厚較小而產(chǎn)生變形,同時(shí)保留并適當(dāng)加大了鑄件兩端兼具冒口作用的內(nèi)澆口,利于排渣出氣,且在冷卻凝固時(shí)可一定程度上對(duì)鑄件兩端實(shí)施補(bǔ)縮。
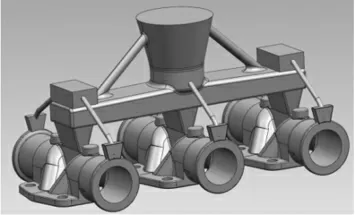
圖6 優(yōu)化改進(jìn)工藝方案
3.2 模擬分析及生產(chǎn)驗(yàn)證
3.2.1 充型溫度場(chǎng)分布
圖7a~d 為改進(jìn)工藝方案不同時(shí)刻的充型溫度場(chǎng)分布圖。可以發(fā)現(xiàn),整個(gè)充型過程歷經(jīng)6.0s;當(dāng)充型時(shí)間為1.5s 時(shí)(即充型率為25%),中間鑄件近乎被充滿;緊接著從橫澆道流經(jīng)兩側(cè)鑄件的中心部位,直至6.0s 時(shí)整個(gè)型腔及澆注系統(tǒng)已被填滿,即充型過程結(jié)束。可以看出在整個(gè)充型過程沒有出現(xiàn)明顯的澆不足、裹氣、夾雜等不良現(xiàn)象,且金屬液流動(dòng)比較平穩(wěn),氧化夾渣等雜質(zhì)易于從鑄件兩端圓管處冒口部位上浮,從而保證了該處渣氣孔減少。根據(jù)圖8 凝固時(shí)間可以分析出鑄件基本遵循自下向上的凝固順序,利于保證鑄件的致密度;且鑄件的兩端和下端幾乎同時(shí)凝固,有效地避免兩側(cè)因凝固時(shí)產(chǎn)生的收縮力對(duì)鑄件的成型精度造成一定的影響,從而提高了鑄件成形性。
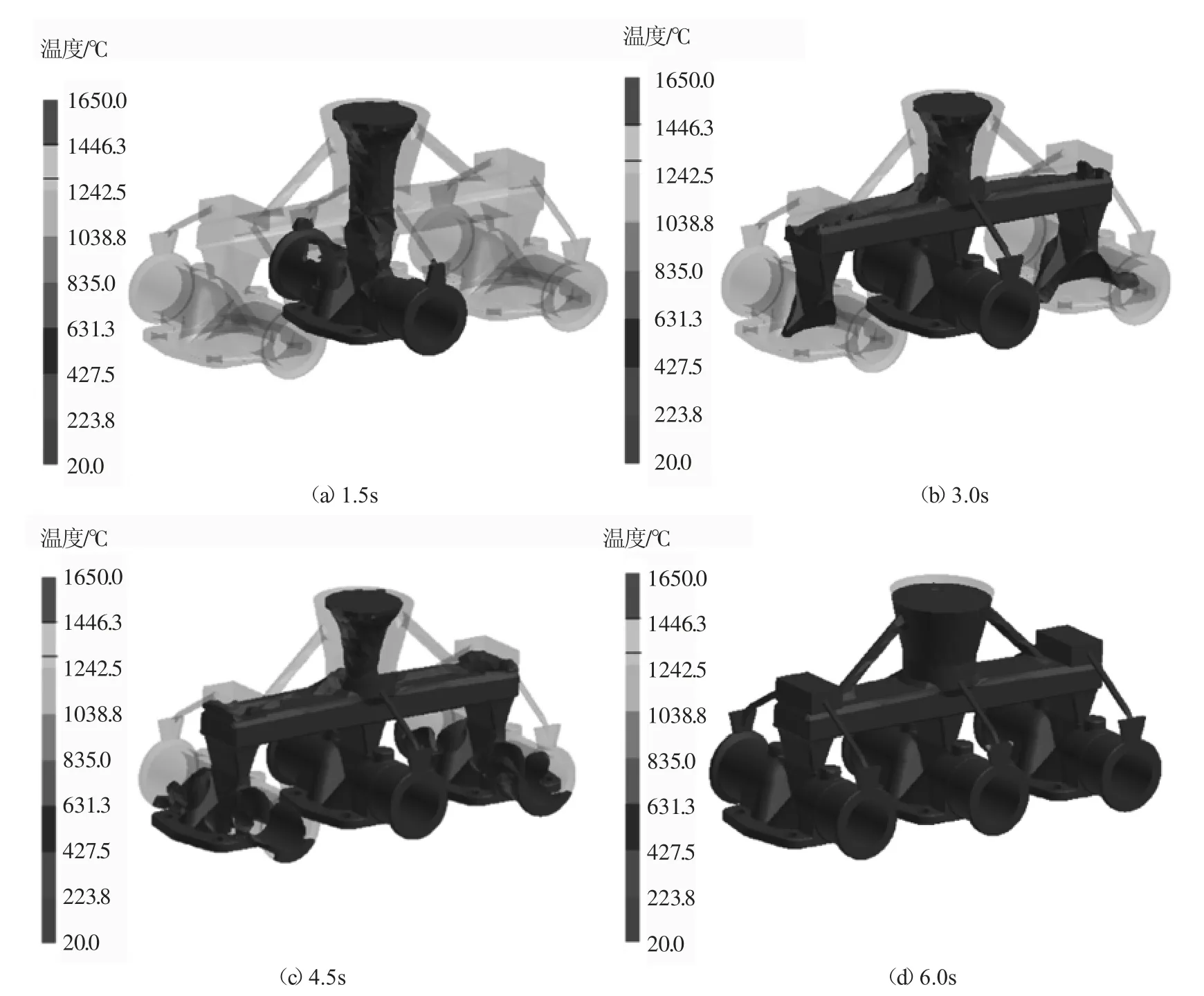
圖7 工藝優(yōu)化方案的充型溫度場(chǎng)分布
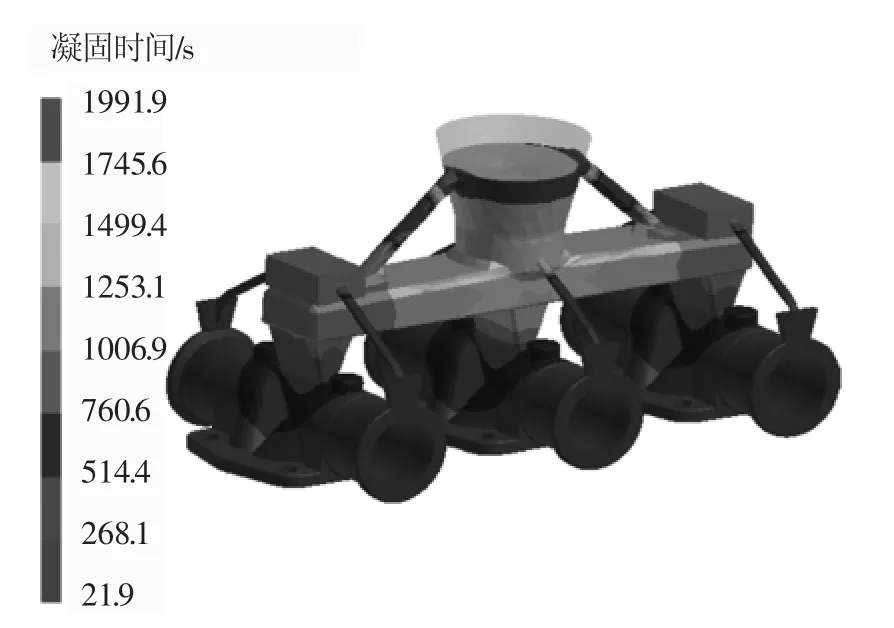
圖8 凝固時(shí)間
3.2.2 縮松縮孔分析
圖9 為改進(jìn)方案后的縮松縮孔缺陷分布圖,可以看出除澆口中心部位有較為嚴(yán)重的縮孔外,其余部位未見有明顯的不良缺陷產(chǎn)生,尤其是鑄件的兩端及下部等初始方案易產(chǎn)生缺陷部位。因此,針對(duì)限位隔膜閥卡式本體鑄件采用改進(jìn)后方案生產(chǎn)明顯優(yōu)于初始方案,出品率也得到大幅提升。
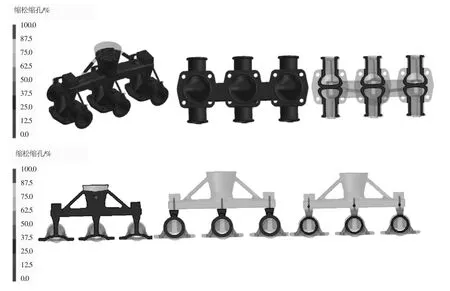
圖9 工藝改進(jìn)方案的縮松縮孔分布圖
3.2.3 生產(chǎn)驗(yàn)證
按改進(jìn)方案進(jìn)行了限位隔膜閥卡式本體鑄件的熔模鑄造生產(chǎn),機(jī)加工后采用X 射線透視檢測(cè)(見圖10),未見初始方案如圖4 所示的不良缺陷,裝配試壓無滲漏,達(dá)到質(zhì)量要求。
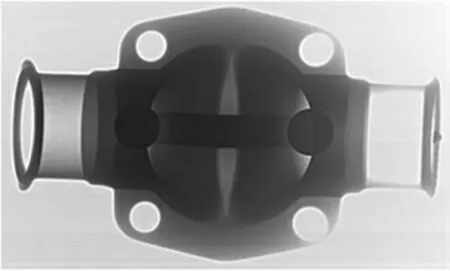
圖10 改進(jìn)方案所制零件的X 射線透視檢測(cè)照片
4 結(jié)論
研究分析了限位隔膜閥卡式本體鑄件的初始方案所生產(chǎn)鑄件的缺陷及其產(chǎn)生原因,并針對(duì)性設(shè)計(jì)了改進(jìn)方案,利用ProCAST 凝固模擬軟件分析了原始方案和優(yōu)化改進(jìn)方案,生產(chǎn)驗(yàn)證結(jié)果表明,按改進(jìn)方案生產(chǎn)的限位隔膜閥卡式本體鑄件質(zhì)量完全達(dá)到產(chǎn)品技術(shù)要求。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52