噴氣渦流紡包芯紗芯絲自動穿引裝置的研究
2023-01-31 05:39:54張金中裴澤光
棉紡織技術 2023年1期
張金中 王 科 裴澤光
(1.東華大學,上海,201620;2.經緯智能紡織機械有限公司,山西晉中,030601)
噴氣渦流紡是一種利用在噴嘴中形成的高速旋轉氣流實現紗線加捻的新型紡紗技術,具有紡紗速度高、流程短、占地面積小、自動化程度高、用工少、紗線毛羽少等優勢,近年來在我國得到了快速發展。噴氣渦流紡的成紗具有獨特的雙層包纏結構,即由內層為近似平行、無捻的芯纖維和位于其外部的包纏纖維構成。這種特殊的成紗結構使得噴氣渦流紡紗技術特別適合紡制包芯紗。雒書華[1]利用萊賽爾纖維包覆滌綸長絲,在噴氣渦流紡紗機上紡制了包芯紗;劉艷斌等[2]紡制了以滌綸絲為芯纖維,外包滌綸短纖的噴氣渦流紡包芯紗;張巖等[3]和PEI Z G等[4]設計了一種設有芯絲導引孔的噴氣渦流紡紗裝置,紡制了以直徑50 μm的超細金屬絲為芯絲、外包粘膠短纖維的包芯紗;何建等[5]和PEI Z G等[6]采用基于工業內窺鏡的在線觀測裝置對金屬絲包芯紗在設有芯絲導引孔的噴氣渦流紡紗裝置中的成紗過程進行了研究;PEI Z G等[7-8]還對設有芯絲導引孔的噴氣渦流紡紗噴嘴中的氣流流動特征進行了數值模擬研究。
對于設有芯絲導引孔的噴氣渦流紡包芯紗紡紗裝置,目前仍缺少自動化的芯絲穿引裝置,即紡紗開始前需人工將芯絲先后穿過芯絲導引孔和紡錠,這不僅影響了紡紗效率,而且增加了操作人員的勞動強度。因此,對面向噴氣渦流紡包芯紗的芯絲自動穿引裝置進行研究具有一定的工程意義。
目前所應用的絲線自動穿引裝置多集中在線性切割領域。張耀亮等[9]設計了一種利用氣流產生的高壓引導作用對電極絲進行穿引的裝置,該裝置適用于強度高、直徑大、具有分段結構的絲線,可實現對于大厚度結構的絲線穿引;林春平等[10]研制了一種向微管中穿入金屬絲的穿絲機,用于解決涂覆有放射性材料的金屬絲向直徑小于0.6 mm的微管中的穿引,以替代人工,適用于密度高、彈性模量大的金屬絲;任同群等[11]提出一種微型玻璃管自動穿絲調心裝置及方法,該裝置可在懸絲穿引過程中進行實時的位置調整,具有懸絲狀態可視以及張緊力可控的功能,但其結構較復雜,主要適用于絲線與穿引孔長度小的領域。目前,用于紡織領域的絲線自動穿引裝置還未見報道。
為此,本研究設計了一種面向噴氣渦流紡包芯紗的芯絲自動穿引裝置,將芯絲頭端在紡紗開始前自動穿過芯絲導引孔和紡錠;對其控制系統進行設計,確定控制方案,編寫控制程序,實現對各機構動作的有序控制;在噴氣渦流紡試驗機上對所設計的芯絲自動穿引裝置進行穿絲試驗,并對其穿絲效率進行測試。本研究可對噴氣渦流紡紗機自動化程度與生產效率的進一步提升產生積極作用。
1 芯絲自動穿引裝置設計
芯絲穿引裝置的設計任務是通過自動化控制結合機械、液壓、氣動等元件,在紡紗動作開始前,實現芯絲精準地引入噴氣渦流紡包芯紗噴嘴裝置,其設計難點主要為以下3個方面。
第一,噴嘴結構問題。圖1為設有芯絲導引孔的噴氣渦流紡包芯紗紡紗裝置結構示意圖。芯絲首先需穿入芯絲導引孔,其直徑很小,僅為0.3 mm左右,但長徑比達35;芯絲導引孔下游為紡錠,其引紗通道直徑也很小,為1 mm左右,但長徑比很高,導致穿引芯絲時經過的路徑較長;芯絲導引孔出口與引紗通道入口之間存在一個小的間距,芯絲特別是剛度較低的芯絲在穿過該區域時易產生偏離錯位現象。

圖1 設有芯絲導引孔的噴氣渦流紡包芯紗紡紗裝置結構示意圖
第二,芯絲物理性質問題。包芯紗芯絲的直徑通常在1×101μm~1×102μm數量級,較為纖細。部分芯絲(如氨綸)模量小、彈性大;部分芯絲(如金屬絲等)脆性高、易斷裂。
第三,裝置空間布局問題。噴嘴安裝位置如圖2所示,噴嘴位于前羅拉鉗口下游且與其之間距離較小,噴嘴入口區域位于前羅拉出口楔形區域內,噴嘴外部供芯絲穿引動作的空間非常狹小。

圖2 噴嘴安裝位置
因此,芯絲自動穿引裝置的設計要求有3個方面:一是需將芯絲完全引入并穿過芯絲導引孔與紡錠;二是需增設一個芯絲穿引工位,解決裝置布局問題;三是芯絲穿引結束后,噴嘴裝置與芯絲應能順利回到紡紗工位。
1.1 總體設計方案
本研究設計的芯絲穿引裝置裝配圖如圖3所示。該裝置主要由噴嘴安裝模塊、引絲模塊、牽絲模塊、送絲模塊與輸絲模塊等部分構成,其固定在噴氣渦流紡紗試驗機的前方機架上,引絲模塊位于前方左側,牽絲模塊位于前方右側,送絲模塊與輸絲模塊位于后方中部,上下依次分布。其中噴嘴安裝模塊用于噴嘴定位;引絲模塊用于將芯絲置于進絲口,利用負壓吸引,使芯絲處于直線狀態;牽絲模塊運送鉤針與芯絲頭端穿過引絲針;送絲模塊用于輸送引絲針穿入噴嘴裝置;輸絲模塊夾持引絲針端部,穿出噴嘴裝置,完成芯絲穿引動作。該設計的機械結構對于零件及其配合要求低,芯絲類型適應性廣,零件結構簡單,制造成本低,裝置結構緊湊,控制簡單。
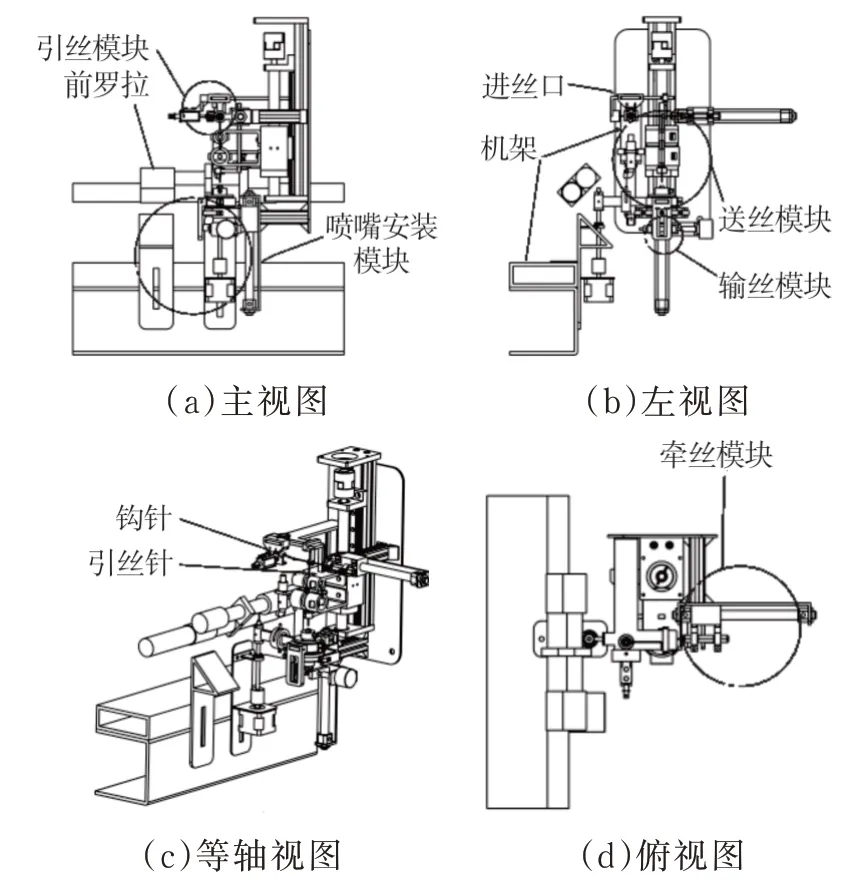
圖3 芯絲穿引裝置裝配示意圖
該裝置的電機驅動部分選擇兩相步進電機,傳動部分采用滾珠絲杠、自動回復氣缸和無桿氣缸。夾持驅動部件采用負壓吸取、電磁鐵以及傳動滾輪;控制系統由上位機、單片機、步進電機驅動器、繼電器、控制元件和對應的驅動電路組成。上位機編寫、調試程序,單片機用于程序存儲、編譯并發出控制指令,步進電機驅動器和繼電器接收單片機發出的電平信息,繼而控制電機運轉、氣動元器件工作狀態以及電磁鐵磁性。
1.2 噴嘴安裝模塊的設計
噴嘴安裝模塊的主要作用是將噴嘴從紡紗位置移動到穿絲位置,在穿絲結束后,再回復到紡紗位置。
噴嘴安裝模塊結構如圖4所示。其主要包括步進電機、聯軸器、驅動軸、電機支承架、軸承支座、擺桿、限位桿、調位板、彈簧、噴嘴固定環以及支承架等。

圖4 噴嘴安裝模塊結構圖(噴嘴位于穿絲工位)
噴嘴安裝模塊的具體工作方式:噴嘴初始位于紡紗位置,步進電機旋轉,帶動噴嘴轉動90°,懸停于穿絲位置。在噴嘴脫離支承架時,處于擺桿端軸的彈簧回彈,拖動插入噴嘴固定環支架的限位桿轉動,促使噴嘴從傾斜轉到豎直。芯絲穿引結束后,步進電機反轉,支承架端面與調位板端面貼合,克服彈簧彈力,使噴嘴轉動返回到紡紗位置。
1.3 引絲模塊與牽絲模塊的設計
引絲模塊使得芯絲處于直線狀態,牽絲模塊利用鉤針的過渡將芯絲置于引絲針的針孔。引絲與牽絲模塊結構如圖5所示,主要由氣缸、鉤針夾具、芯絲引導臺、PU管升降板、推拉電磁鐵安裝臺、固定件與提供氣源的空壓機和真空泵等組成。其中鉤針選用直徑0.9 mm、長度100 mm的串珠針,其可以對芯絲起到很好的握持作用,且摩擦力也較小。引絲針選用直徑0.2 mm、長度100 mm的麻花針(采用兩股0.1 mm的金屬絲扭結而成,上端留有針孔)。本裝置選定的氣缸分別為PU管端部和鉤針的軸向運動提供動力。抽吸管的移動為上下運動,運動速度要求較慢,選用單作用自動回復氣缸,基本型安裝,進程控制,自動返回。考慮到芯絲需要有一定的露出長度,設計PU管移動距離s為40 mm,在t為1 s時間內完成。設置工作壓力p為0.15 MPa。選擇氣缸時先計算負載大小以及元件的作用范圍,之后再選定氣缸的缸徑與行程,其設計計算如下:經測量懸垂PU管與PU管升降臺的質量總和m為0.6 kg,因此氣缸軸向負載力F=mg=5.88 N。氣缸的平均速度v=s/t=40 mm/s。查機械設計手冊,選取負載系數μ為0.65,理論輸出力F0=F/μ=9.05 N。氣缸缸徑,氣缸缸徑取10 mm,行程選取50 mm。無桿氣缸的選用規則與普通氣缸類似。
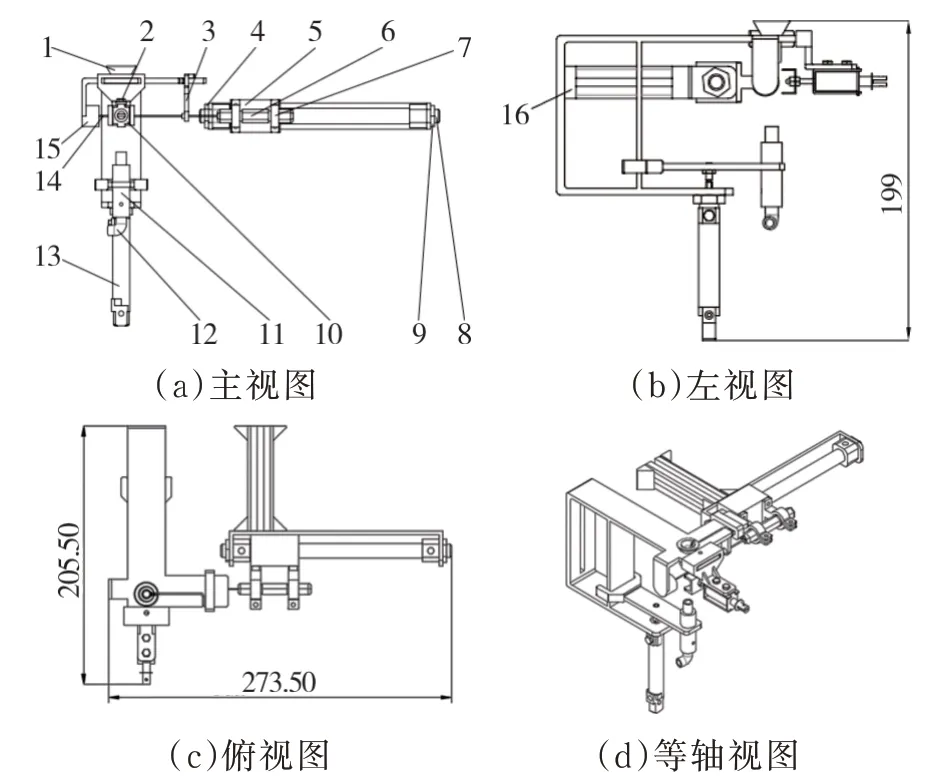
圖5 引絲與牽絲模塊結構圖(鉤針位于右極限位置)
引絲模塊與牽絲模塊的具體工作方式:自動回復氣缸向上伸出,運送PU管端部到達限位。真空泵開啟,將位于引導孔的芯絲吸入PU管中,并保持豎直狀態。自動回復氣缸下降,裸露出部分芯絲。固定于無桿氣缸滑臺的鉤針在氣缸推動下從右極限位置到達左極限位置。運動過程在限位環的孔位限制下,穿入引絲針針孔。此時鉤針狀態為:位于絲線后方并與其保持相互垂直。之后推拉電磁鐵上電伸出,推壓芯絲緊貼于鉤針端面,滑臺右移,芯絲滑入鉤針前端鉤形區域,并在鉤針的鉤持下穿入引絲針針孔,真空泵關閉。
1.4 送絲模塊設計
送絲模塊主要作用是將引絲針穿入噴嘴裝置,要求裝置運動精確,夾持牢固且力度均勻,對引絲針無磨損。本設計的送絲模塊如圖6所示,由線性模組、步進電機(圖中未示出)、電磁鐵托臺、電磁鐵、擋板、漏斗以及引絲針等組成。其工作方式:引絲針針孔懸掛在鉤針定位環凸起處;電磁鐵通電吸合,推動引絲針橫向移動到工作位置,并保持固定。之后向下多次進給,將引絲針送入噴嘴中。初選線性裝置的極限運動距離200 mm,噴嘴上端面與絲桿滑塊下端面相距10 mm。漏斗分為上下兩部分,上部分是滑桿,與托臺方形槽配合,限制多余自由度,只允許上下移動;下部分是漏斗主體,整體為圓柱形,上端開設有錐形槽,達到引導定心的效果。小徑直徑與噴嘴導引體直徑相同,為0.3 mm。下端設為圓孔,錐槽小徑與圓孔連通,圓孔大小剛好與噴嘴上端的導引體凸起相吻合,可以保證同心位置要求。漏斗主體與電磁鐵中部以及噴嘴導引體同心。
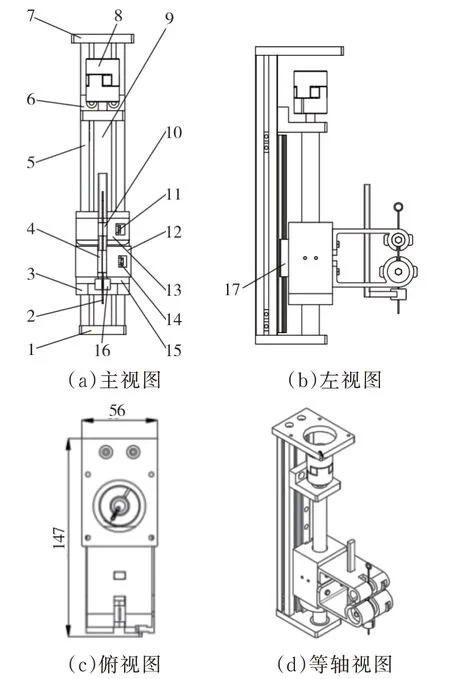
圖6 送絲模塊結構圖
1.5 輸絲模塊設計
輸絲模塊是將部分穿入噴嘴裝置的引絲針完全引出,即實現芯絲的完全穿引。輸絲過程要求不能影響引絲針的形狀;牽引力要均勻,防止在芯絲穿引結束后將芯絲拉斷;對引絲針有限位作用。
輸絲模塊主要由移動組件和芯絲輸送組件兩部分組成,其結構如圖7所示。移動組件使得芯絲輸送裝置上下移動,可以更好實現芯絲的完全穿引。移動組件為無桿氣缸(圖中未示出)。結合整體裝置結構,設計引絲針穿出噴嘴下端的長度大致為10 mm。考慮到輸絲滾輪的自身直徑,引絲針需要滿足部分在滾輪嚙合位置下方,即選定帶有一層磨砂材料的滾輪,直徑為8 mm。在氣缸的上極限位置,輸絲模塊距離噴嘴最下端2 mm,即在引絲針穿出6 mm之后,進入輸送模塊的工作位置即滾輪的嚙合區域。裝置使用光軸固定環限制滾輪軸向移動,使用深溝球軸承減小運動摩擦。輸絲模塊整體固定于無桿氣缸滑塊上。
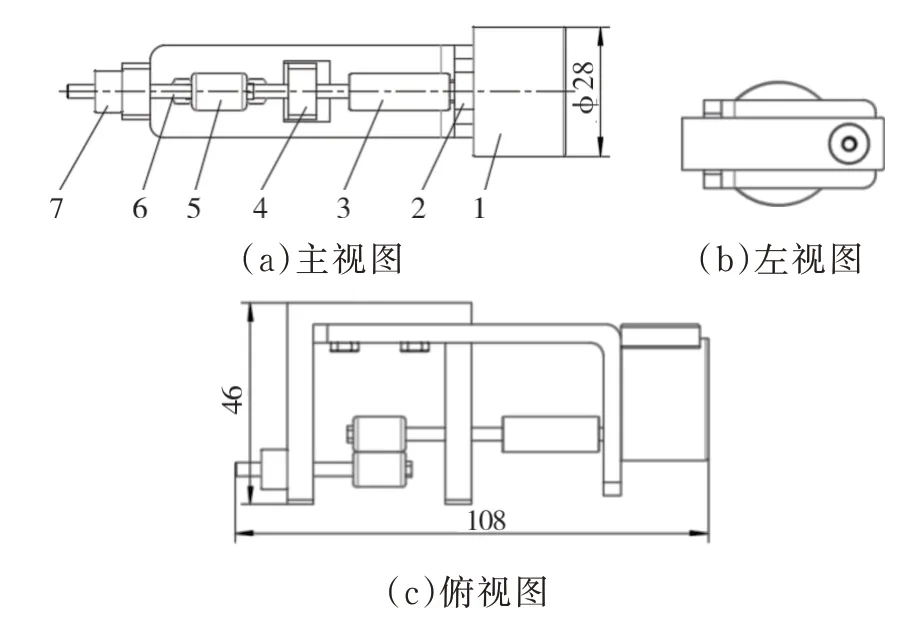
圖7 輸絲模塊結構圖
2 控制系統
由于裝置整體控制較簡單,控制要求不高,在滿足控制要求的同時,考慮經濟性原則,采用51單片機作為控制器,普通臺式電腦作為控制系統的上位機,通過線纜進行數據傳輸,從而實現程序的即時更新;負載電源選用輸出電壓為24 V;所設計的裝置及噴嘴支架中使用的兩個步進電機需要精確的運動控制,因此使用細分驅動器實現運行平穩;采用電磁式繼電器作為引絲、牽絲、送絲裝置的開關以輔助控制6個電磁閥與4個電磁鐵,適用電壓選擇5 V;本設計中電磁閥用來調節氣缸的運動參數以及氣流通斷,控制要求低,滿足通斷調節即可;針對不同要求,無桿氣缸的控制選用兩位五通電磁閥;自動回復氣缸以及氣流通斷選用兩位三通電磁閥。裝置整體的控制程序包括主程序、子程序(芯絲穿引、模塊調試等)、中斷響應程序以及延時程序。主程序作為整個控制程序的“骨骼”,規劃運動元件的運行特性。單片機上電狀態下,CPU每一個程序周期均掃描一遍主程序,完成主程序內的相應動作。將芯絲置于芯絲導引孔中,按下芯絲穿引開關,裝置啟動,單片機輸出脈沖信號,驅動步進電機驅動器,1號電機旋轉90°,將噴嘴置于穿絲位置。電磁閥通電換向,自動回復氣缸下端通氣,驅動PU管上升進入階梯槽中,等待片刻,保證芯絲進入抽吸管足夠長度。電磁閥斷電,自動回復氣缸回到原點。推拉式電磁鐵上電,推動芯絲與鉤針桿面貼合。無桿氣缸左端通氣,移動至右極限位置,移動電磁鐵通電,夾住引絲針。3號輸絲微型電機旋轉。2號送絲電機接收特定脈沖,將引絲針端部送到輸絲裝置,電磁鐵斷電分離。無桿氣缸換向左移,回復到初始位置。送絲電機接收固定脈沖反轉,將夾手送回起始位置。支架電機反轉,將噴嘴送到紡紗工位,芯絲穿引結束。在編寫好程序之后,依照控制模型,在Proteus軟件中插入硬件,連接好電路,進行仿真。仿真結果與設計完全相符。
3 芯絲自動穿引試驗
3.1 芯絲自動穿引成功率試驗
采用如圖8所示的芯絲自動穿引裝置在噴氣渦流紡試驗機上對不同種類的芯絲進行20次穿絲試驗。
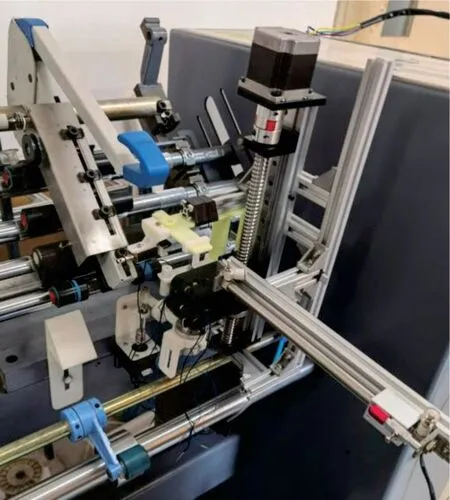
圖8 芯絲自動穿引裝置實物圖
芯絲分別采用直徑120 μm的錦綸絲,直徑50 μm、150 μm超細銅絲,穿引成功次數依次為12次、14次、5次。直徑50 μm的超細銅絲穿引失敗的原因之一是引絲針鉤持部位摩擦力較大,送絲過程中進給時,引絲針偏離原有位置以及芯絲所受張力不勻導致芯絲斷裂;其次,引絲針位置波動較大,可能出現穿引過程中引絲針被堵塞在噴嘴入口處的情況。錦綸絲的成功率低于直徑50 μm的超細銅絲的原因是錦綸絲直徑較大,材質柔軟,在對折進入芯絲導引孔時,容易在導引孔入口受到剪切應力作用。直徑150 μm的超細銅絲穿引成功率更低的原因是芯絲抗彎剛度較高,導致對其進行精確對折較為困難。
3.2 芯絲自動穿引與手動穿引時間對比
在噴氣渦流紡試驗機上采用芯絲自動穿引裝置與手動穿引分別進行10次穿絲試驗,統計穿引時間。穿引標準為芯絲自由端完全穿出噴嘴,穿引前后噴嘴處于紡紗位置。試驗中使用的芯絲為直徑50 μm的超細銅絲。手動穿引時間依次為210 s、208 s、226 s、230 s、225 s、206 s、200 s、205 s、201 s、218 s。自動穿引時間依次為120 s、120 s、117 s、119 s、119 s、117 s、118 s、119 s、121 s、118 s。可以看出,手動穿引時間均在3 min以上,自動穿引時間基本控制在2 min以內。相對手動穿引,自動穿引時間可節省40%,芯絲自動穿引裝置對工作效率提升明顯。
3.3 部件優化后的穿絲試驗
隨后,增大了噴嘴芯絲導引孔的直徑,隨之增大了芯絲自動穿引裝置漏斗零件的導引孔直徑,同時增大了引絲針的直徑,使其與試驗中采用的噴嘴適應性更好。以直徑50 μm的超細銅絲為芯絲,對自動穿引裝置的穿引時間和穿引成功率進行試驗,自動穿引時間依次為80 s、80 s、82 s、83 s、79 s、79 s、80 s、82 s、81 s、81 s;進行20次穿絲試驗的穿引成功次數為19次。可以看出,優化后的芯絲自動穿引裝置穿引成功率接近100%,這是由于引絲針的強度提高使其更易進入噴嘴。自動穿引時間平均減少了40 s,主要是由于漏斗零件導引孔直徑與引絲針直徑增大,進而引絲針一次進給長度增大,故時間縮短。
4 結論
本研究針對設有芯絲導引孔的噴氣渦流紡包芯紗紡紗裝置,設計了一種芯絲自動穿引裝置,實現了將芯絲頭端在紡紗開始前自動穿過芯絲導引孔和紡錠;對其控制系統進行了設計,確定了控制方案,編寫了控制程序,實現了對各機構動作的有序控制;并在噴氣渦流紡試驗機上對所設計的芯絲自動穿引裝置進行了穿絲試驗。試驗結果表明:相對于手動穿引,自動穿引裝置可節省時間40%;芯絲自動穿引裝置對于直徑50 μm超細銅絲的穿引成功率最高,對直徑120 μm的錦綸絲次之,對直徑150 μm的超細銅絲的穿引成功率最低;對芯絲自動穿引裝置的部件進行優化后,可進一步縮短芯絲穿引時間,提高芯絲穿引成功率。