指針式壓力表自動計量校準系統
2023-01-28 13:29:02馬超超王建軍馬響孫永雷
計測技術 2022年6期
馬超超,王建軍,馬響,孫永雷
(南京晨光集團有限責任公司,江蘇 南京 210006)
0 引 言
指針式壓力表因結構簡單、機械強度高、防電磁干擾等特點,廣泛應用于油氣傳輸、供水供電等領域[1-3]。近年來,隨著圖像處理技術快速發展,利用機器視覺代替人工已經成為工業自動化發展過程中的重要環節,為提高生產工作效率,國內外許多機構在指針式壓力表識別技術方面開展了大量的研究工作。
國外對指針式儀表讀數識別方面的研究投入較早,技術相對比較成熟,如Robert Sablatnig 等人研究的一種能夠識別復雜指針的方法、Corra Alegria等人利用機器視覺技術處理指針式儀表的識別方法、Kyong - HoKim等人運用閾值分割技術來分割指針式儀表圖像的方法等,但所研制的指針式壓力表識別裝置價格比較昂貴且維修不方便,國內廣大用戶難以接受。國內投入到指針式儀表讀數識別研究的時間相對較晚,但取得了較大突破,例如王三武等人研究了一種識別指針式儀表讀數的方法,張海波等人研究了一種識別表盤上數字的方法,岳國義等人研究了一種基于距離的指針式儀表新型判讀方法等,但所研制的指針式壓力表識別裝置存在識別精度低、識別直徑范圍小等問題。指針式壓力表直徑范圍通常為40 ~ 250 mm,且表盤的背景及外觀不同,刻度線粗細程度不同,僅使用單一的圖像處理算法不能同時滿足不同規格壓力表的檢校工作[4-5]。
針對上述問題,采用C#語言與Halcon圖像處理算法庫相結合的方式,研制一套指針式壓力表自動計量校準系統,通過計算表盤輪廓直徑調節物距,即控制相機與被校指針式壓力表之間的距離達到調焦目的;然后,利用圖像清晰度評價結果自動完成對焦,并采用極坐標轉換方法將表盤中的刻線區域轉換成矩形區域準確提取刻度線與指針;最后,將識別結果進行顯示、存儲、打印等處理。
1 調焦與對焦方法
1.1 調焦方法
指針式壓力表自動校準系統結構組成示意圖如圖1所示,包括標準數字壓力計、壓力校驗臺、指針式壓力表、工業相機、計算機、自動調節工裝等組成部分。

圖1 機構組成示意圖Fig. 1 Schematic diagram of mechanism composition
調焦[6]是為了使相機獲得與不同規格表盤相匹配的視野范圍,焦距越短視野范圍越大,反之視野范圍越小。若圖像中表盤區域面積所占圖像總面積比例過小,圖像的背景干擾越嚴重,指針識別難度越大;若比例過大,則存在表盤顯示不完全的問題。指針式壓力表的直徑范圍為40 ~ 250 mm,直徑跨度較大僅調節鏡頭焦距無法滿足視野要求,需要增加電動導軌裝置控制相機運動以獲得最佳的取像位置。依據是表盤在圖像中所占面積比例控制相機運動,系統以1/2比例作為判斷閾值,當比例值大于等于1/2時,則認為相機已到達最佳的取像位置,此時可以獲得與不同規格表盤相匹配的視野范圍。但是在初始狀態下,相機大多處于失焦狀態,從表盤模糊的圖像中直接提取表盤邊緣的過程較為復雜,系統采用圖像相減的方法間接提取表盤輪廓,圖像處理過程如圖2所示。首先對圖像分別進行二值化處理和均值處理,以二者差值作為處理對象,然后經過閾值分割、膨脹、腐蝕等算法篩選出表盤輪廓區域,最后提取輪廓區域的骨架并進行擬合,以擬合圓的直徑計算表盤在圖像中所占面積的比例。
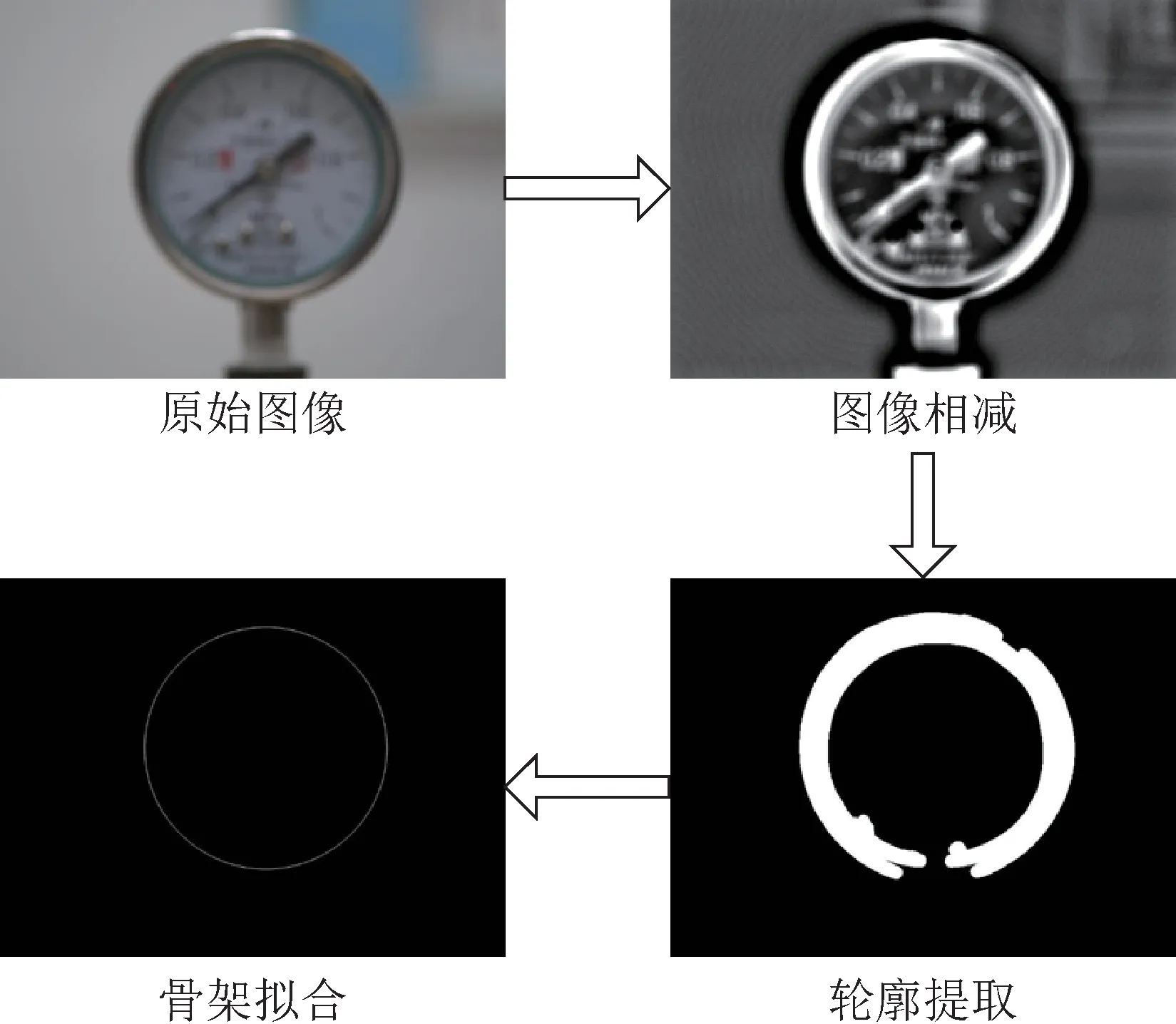
圖2 圖像調焦處理過程Fig. 2 Image focusing process
1.2 對焦方法
為適應不同規格的表盤,系統增加了調焦模塊,恰當的視野范圍是獲得完整圖像的基礎,對焦目的則是獲得清晰圖像的重要過程。工業相機一般在無參考圖像的模式下,拍照時必須要進行對焦控制。相機對焦是通過改變鏡頭與感光芯片之間的距離,讓某一個特定位置的物體經過鏡頭后的成像焦點正好落在感光芯片之上[7]。對焦過程中圖像是從模糊狀態到清晰狀態,再到模糊狀態,最終通過確定清晰度峰值,回到最清晰的狀態。
圖像清晰度是衡量圖像質量的重要指標之一,高品質的圖像可以簡化圖像處理算法,提高系統穩定性。圖像清晰度的評價一般基于梯度法[8-9],圖像與不同梯度算子卷積即可得到不同的圖像清晰度評價函數。本文使用Sobel算子估計水平方向和垂直方向的梯度值,利用平方運算進一步放大圖像邊緣梯度[10],基于該算子處理速度快的特點,系統能夠在短時間內計算清晰度的評價結果,以達到實時控制微型電機調節焦距的目的。圖像清晰度評價函數為

式中:s(i,j)為Sobel算子與像素(i,j)卷積結果的平方和。


式中:I(i,j)為圖像在像素(i,j)位置處的灰度值。
圖3為梯度函數對失焦狀態和對焦狀態下圖像的處理效果。

圖3 失焦、對焦狀態下圖像及邊緣強度Fig. 3 Image and edge intensity in the states of out of focus and in focus
在失焦和對焦狀態下,圖像的邊緣梯度值分別為13.64和24.10,數值大小差別較為明顯,根據邊緣梯度值即可判斷圖像處于何種狀態。因此系統基于清晰度評價函數實時計算圖像邊緣梯度值,并同步控制微型電機調節焦距,通過確定邊緣梯度值達到最大時微型電機的調節角度完成自動對焦。
2 表盤識別的研究
2.1 刻度提取
不同規格壓力表的刻線密集程度與粗細程度均不同,加之復雜的表盤背景,用傳統的圖像分割方法無法高效地提取表盤刻度線[11]。為簡化圖像處理過程,提高系統的通用性,本文基于坐標系轉換思想,利用算法庫中極坐標轉換算子以表盤圓心為坐標原點,在90° ~ 270°角度范圍內對圖像進行坐標轉換,轉換后的圖像如圖4所示。

圖4 直角坐標系下的圖像Fig. 4 Image in rectangular coordinate system
觀察圖4可知,圖像在直角坐標系下刻度線沿水平方向均勻分布,不存在畸變現象,但是圖像背景仍然比較雜亂。
在轉換過程中通過限定轉換半徑的極大值和極小值,控制待轉換區域的大小如圖5所示,區域僅包含表盤的刻線部分。待轉換區域可近似視為一個圓環,圖中R,r分別表示外圓半徑和內圓半徑,與轉換半徑的極大值和極小值對應。其中外圓的半徑大小由指針區域確定,相應的圖像處理步驟包括圖像二值化、閾值分割、膨脹腐蝕、特征篩選等[12-13],指針區域的最小外接圓半徑即為R;而內圓的半徑大小較難直接確定,需要由圓環環寬w計算得出,即r=R-w;在圖像處理過程中以長刻度線的外接圓直徑近似代替圓環環寬。因此,在所有刻度線中篩選出一個長刻度線作為處理對象如圖6所示。
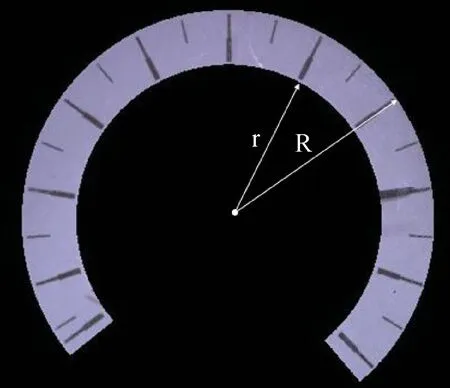
圖5 待轉換區域Fig. 5 Area to be converted

圖6 長刻度線處理圖像Fig. 6 Long scale mark processing image
通過確定長刻度線的外接圓直徑,即可間接計算待轉換區域的內圓半徑,在此基礎上重新進行極坐標轉換,展開后的圖像如圖7所示。

圖7 優化后的轉換圖像Fig. 7 Optimized converted image
優化后的圖像基本消除了背景干擾,大幅提升了刻度線的提取效率。系統自動讀數的設計邏輯是先定度后測量,定度與測量均以像素作為最小單位。定度是確定單位像素所表示壓力大小的過程,是保證測量準確度的基礎。在圖8中兩個相鄰長刻度線間壓力值之差為常數,通過計算相鄰長刻度線間的像素數,即可確定單個像素表示的壓力大小。刻度線的灰度值可認為是均勻分布的,因此系統將通過計算圖像垂直方向上的平均灰度值確定刻度線的中心位置。灰度值的統計數據如圖8所示,獲取極小值的橫坐標,并在圖9中用十字星標注顯示,相鄰兩個十字星間的像素距離則為相鄰長刻度線間的像素數。

圖8 垂直方向的灰度值統計圖Fig. 8 Statistics of gray values in vertical direction

圖9 刻度線位置標注Fig. 9 Marking of scale mark position
為提高壓力表零位,帶止銷的壓力表一般都存在縮格[14],即壓力表在通大氣情況的下指針不在零位,而是在零位以上的某一位置,并且第一個分度格和其他分度格大小不一致。因此為保證定度的準確度,在圖9中以第二個長刻度線開始計算相鄰長刻度線間的像素距離。經過多次重復試驗后,像素距離的實驗標準偏差小于2.3 pixel,測量結果具有較高的重復性。
2.2 指針提取
指針的提取方式與刻度線的提取方式基本相同,但是當指針前端與刻度線重合時,提取的指針中心將產生偏差。由于指針上方的灰度值大于表盤刻線的灰度值,因此在統計圖像垂直方向上的灰度值時,提取的指針中心位置相較于理想位置向右偏移,如圖10所示。

圖10 指針與刻度線部分重合Fig. 10 Partial overlap of pointer and scale mark
為解決上述問題,在將圖像從極坐標轉換成直角坐標時,縮小轉換半徑,提取圖中紅色虛線框選中的區域,即指針的中段部分,并在圖像的垂直方向進行灰度統計如圖11所示。

圖11 指針提取Fig. 11 Pointer extraction
在指針的中段區域,大部分的刻度線被剔除,因此在統計圖像灰度值時,刻度線底部的灰度值相對于指針的灰度值可以忽略不計,通過確定圖中最小灰度值處的坐標即可定位指針中心。由于壓力表在初始狀態下,指針一般緊靠止銷,第一個長刻度線的位置難以精確定位,所以根據指針與最后一個長刻度線間的距離計算讀數結果,表達式為

式中:J為讀數值;S為壓力表最大量程;L為指針與最后一個刻線間的像素距離;D為像素定度值。
3 實驗測試與結果分析
為驗證自動計量校準系統的可靠性需進行試驗測試,依據我國機械行業標準JB/T 5528 - 2005《壓力表標度及分劃》和JJG 52 - 2013《彈性元件式一般壓力表、壓力真空表和真空表檢定規程》,選擇六種規格的指針式壓力表作為測試對象進行壓力校準,對應的參數指標如表1所示。利用標準壓源提供壓力,待標準數字壓力計達到預定壓力值后,校準系統自動完成調焦、對焦等功能,隨后利用工業相機實時采集表盤圖像并同步執行檢測、識別、讀數等,計算并顯示測量值。隨后通過比較標準壓力值、測量壓力值與人工壓力讀數值,對指針式壓力表自動校準結果指標進行分析[15],測量結果如表2至表7所示。

表1 六種規格指針式壓力表參數指標Tab.1 Parameter indexes of pointer pressure gauges of six specifications

表2 直徑40 mm、精度等級2.5級的壓力表識別結果Tab.2 Identification results of pressure gauge with diameter of 40 mm and accuracy class of 2.5 MPa

表7 直徑250 mm、精度等級1.6級壓力表識別結果Tab.7 Identification results of pressure gauge with diameter of 250 mm and accuracy class of 1.6 MPa

表3 直徑60 mm、精度等級2.5級的壓力表識別結果Tab.3 Identification results of pressure gauge with diameter of 60 mm and accuracy class of 2.5 MPa

表4 直徑100 mm、精度等級2.5級壓力表識別結果Tab.4 Identification results of pressure gauge with diameter of 100 mm and accuracy class of 2.5 MPa

表6 直徑200 mm、精度等級1.6級壓力表識別結果Tab.6 Identification results of pressure gauge with diameter of 200 mm and accuracy class of 1.6 MPa
由以上測量結果可知,系統校準結果與人工校準結果幾乎沒有差別,對測量結果不會產生影響,且指針式壓力表自動校準系統的準確度與重復性均較高,但人工讀數方式存在工作效率低、人為誤差大、計量人員專業水平不同校準結果相差較大等問題。另外,校準系統具有自動處理數據,一鍵生成原始記錄表等功能,工作效率相比人工操作得到大幅提升。
4 結論
基于影像法測量原理研制的指針式壓力表自動計量校準系統,根據壓力表表盤外形尺寸自動調節工作距離,利用圖像清晰度評價方法完成自動對焦,并且采用極坐標轉換思想實現示值的準確判讀。針對外殼直徑為40,60,100,150,200,250 mm的指針式壓力表的檢校結果表明,該自動計量校準系統具有準確度高、重復性好、效率高等優點,能夠滿足相關指針式壓力表的計量校準要求。
