基于響應面法的單晶硅CMP拋光工藝參數優化*
2023-01-28 09:02:44宋恩敏倪自豐錢善華趙永武
金剛石與磨料磨具工程 2022年6期
卞 達, 宋恩敏, 倪自豐, 錢善華, 趙永武
(1.江南大學 機械工程學院, 江蘇 無錫 214122)
(2.江蘇省先進食品制造裝備技術重點實驗室, 江蘇 無錫 214122)
信息技術在一定程度上可以代表國家現代化水平,而集成電路(IC)制造技術則是信息技術的核心,在現代信息社會建設中起到重要作用[2]。集成電路制造過程中,大多數芯片由硅片分割而成,因此硅片的尺寸和質量對芯片的數目和使用性能起到決定性的作用[3]。硅片尺寸的增大和芯片集成度的提高促進了集成電路產業的發展,不僅有利于提高集成電路的性能和加工生產效率,還能極大地降低生產成本[4]。目前,IC制造業進入了“導線多元化和結構微細化”的發展模式,這對單晶硅片的表面質量有了更高的要求。不僅要求硅片的表面粗糙度在納米級水平以下,而且對其表面的平面度也有較高的要求,因此需要對單晶硅片表面進行平坦化處理。傳統的平坦化方法只能實現局部平坦化[5],不能滿足單晶硅片的使用要求,所以必須對硅片進行全局平坦化。
化學機械拋光(chemical mechanical polishing,CMP)結合了化學作用與機械作用,是實現晶片全局平坦化的主要手段之一[6-7]。在單晶硅CMP過程中,拋光液中的組分能夠與晶片表面發生化學反應,提供主要的化學作用,而拋光工藝參數則決定了磨粒與晶片之間的機械作用,也是決定拋光效果的主要因素之一[8-9]。因此,要獲得好的拋光表面質量和較高的材料去除率,需對拋光參數進行綜合控制[10]。而CMP機理復雜,拋光參數彼此間具有交互作用,獲得最佳工藝參數有很大的難度。莫益棟等[11]通過正交試驗對TFT-LCD玻璃基板精細霧化拋光的工藝進行優化并獲得了最佳工藝參數。季軍等[12]采用四因素三水平的正交試驗方法對Co/Cu拋光工藝進行優化試驗,得到了較佳的工藝參數。然而,正交試驗對數據的分析不僅信息量少,而且未能體現各因素對目標參數具有的顯著性影響。參數響應面法具有泛化能力強、預測精度高的優點,不僅能采用多元二次回歸方程來描述自變量與響應值之間的函數關系,也能反映各變量之間的相互作用關系[13-15]。因此,采用響應面法對單晶硅工藝參數進行優化,有望找到最佳工藝參數。
基于此,通過響應面法設計試驗,并構建單晶硅CMP的材料去除率和表面粗糙度的數學預測模型。然后,通過預測模型優化工藝參數并對硅片CMP的試驗結果進行預測。最后,確定單晶硅最優拋光工藝參數。
1 試驗方法
采用沈陽科晶設備有限公司生產的UNIPOL-1200S拋光機對單晶硅進行CMP試驗。采用聚氨酯拋光墊(北京明宸中寰科技有限公司生產),試驗前后用金剛石修整盤對拋光墊進行修整。拋光試驗在室溫(25 ℃)下進行,拋光時間為4 min。拋光試驗前后,硅片在無水乙醇(純度為95%,國藥集團化學試劑有限公司生產)和去離子水中各超聲清洗10 min。拋光液采用課題組前期研究的單晶硅拋光液[1]。采用精密天平(XS205DU,瑞士梅特勒-托利多生產)稱量硅片拋光前后的質量。為保證精確性,每個樣品重復稱量5次取平均值,硅CMP材料去除率dMRR是通過失重法計算。采用白光干涉儀(MFP-D, 美國RTEC公司生產)檢測硅片的表面粗糙度,檢測范圍為 550 μm × 440 μm。測量時,在硅片上隨機取3個位置測量3次,取表面粗糙度結果的平均值。
2 材料去除率和表面粗糙度預測模型
在CMP過程中,工藝參數主要包括拋光壓力、拋光盤轉速、溫度和拋光液流量等。本試驗溫度均為室溫25℃,僅對拋光壓力、拋光盤轉速和拋光液流量進行優化。以半徑為12.7 mm的單晶硅作為拋光試件,根據前期預試驗,確定初始拋光壓力為38.6 kPa,拋光盤轉速為80 r/min,拋光液流量為60 mL/min。然后通過單因素試驗確定每個因素的域值。
2.1 拋光壓力對硅片CMP效果的影響
為了研究拋光壓力對硅片拋光效果的影響,在不同壓力條件下對硅片進行CMP試驗,其余工藝參數不變,拋光盤轉速為80 r/min,拋光液流量為60 mL/min。拋光試驗結果如圖1所示。從圖1中可以看出:隨著拋光壓力的增大,材料去除率不斷增大。當拋光壓力較低時,單顆磨粒所承受的載荷較小,此時磨粒的機械作用無法將硅片表面的化學反應層及時去除,材料去除率主要受制于較弱的機械作用。隨著拋光壓力的增大,單顆磨粒承受的載荷逐漸增加,這會導致磨粒嵌入硅片表面的深度逐漸增加并增強磨粒的磨削能力,機械作用增強也會促進化學反應的進行,從而導致材料去除率不斷增大。

圖1 拋光壓力對硅片拋光試驗結果的影響Fig.1 Influence of polishing pressure on material removal rate and surface roughness of Si polishing
就表面質量而言,拋光壓力增大導致表面粗糙度先減小后增大。當拋光壓力較小時,磨粒的機械作用較弱,無法將硅片表面的化學反應層以及表面缺陷移除,導致表面粗糙度較大,表面質量差。隨著拋光壓力的增大,機械作用增強,表面質量有所改善。當拋光壓力超過48.3 kPa時,磨粒嵌入硅片深度較大,表面易出現劃痕和凹坑。
2.2 拋光盤轉速對硅片CMP效果的影響
為研究拋光盤轉速對單晶硅片CMP效果的影響,在不同的拋光盤轉速下對硅片進行CMP試驗,其余工藝參數為:拋光壓力,38.6 kPa;拋光液流量,60 mL/min。拋光試驗結果如圖2所示。從圖2中可以看出:隨著拋光盤轉速的增加,材料去除率逐漸增大。這是由于拋光盤轉速較低時,單位時間內磨粒對硅片表面的磨削次數少且拋光液流動速度較慢,磨粒對硅片的機械磨削作用較弱,使得拋光液與硅片表面形成的反應層不能及時去除,阻礙化學反應的繼續進行,此時材料去除率受限于較弱的機械作用。隨著拋光盤轉速的增加,磨粒對硅片表面的機械磨削作用逐漸增強,而且磨粒與硅片之間的摩擦作用產生的摩擦熱能夠促進硅片表面的化學反應,硅片表面的材料不斷被移除,裸露出未反應的硅片表面繼續與拋光液反應,從而導致材料去除率不斷增大。

圖2 拋光盤轉速對硅片拋光試驗結果的影響Fig.2 Influence of polishing rotational speed on material removal rate and surface roughness of Si polishing
就表面質量而言,表面粗糙度隨拋光盤轉速的增大呈現先減小后增大的趨勢。當拋光盤轉速較小時,磨粒的機械作用較弱,無法有效去除硅片表面的化學反應層,而且拋光液的動能較低,無法在拋光墊表面均勻地鋪展,磨粒易在拋光墊表面堆積,硅片表面材料去除不均勻,導致表面粗糙度較大。當拋光盤轉速過大時,磨粒對硅片表面的磨削作用得到較大提升,機械作用大于化學作用,雖然材料去除率有所提升,但表面質量有所下降。同時,大轉速下會產生較大的離心力,導致拋光液被甩出,液滴飛濺且拋光液在拋光墊表面的滯留時間縮短。因此,拋光墊的轉速范圍應在60~100 r/min。
2.3 拋光液流量對硅片CMP效果的影響
為了研究拋光液流量對單晶硅片CMP效果的影響,在不同拋光液流量下對硅片進行CMP試驗。其余工藝參數為:拋光壓力,38.6 kPa;拋光盤轉速,80 r/min。拋光試驗結果如圖3所示,可以看到就材料去除率而言,硅片CMP的材料去除率先增大后趨于平緩,當拋光液流量超過60 mL/min時,過大拋光液流量無法有效地提升材料去除率。當拋光液流量較低時,參與拋光的有效磨粒數以及拋光液中參與化學反應的物質較少,化學作用和機械作用均較弱,材料去除率較小。隨著拋光液流量增加,參與拋光的磨粒數以及化學物質逐漸增加,機械作用和化學作用增強,硅片的材料去除率增大。當拋光液流量大于60 mL/min時,參與拋光的拋光液趨于飽和,材料去除率無明顯變化。
從圖3中還可看到,就表面質量而言,表面粗糙度隨流量的增大呈現先減小后增大的趨勢。拋光液流量較低時,參與拋光的磨粒數較少,單顆磨粒所承受載荷增大,磨粒嵌入硅片表面的深度將會增加,導致硅片表面會出現劃痕和凹坑等缺陷,表面質量較差,表面粗糙度較大。當拋光液流量為60 mL/min時,化學作用與機械作用達到相對平衡,表面粗糙度為0.807 nm,拋光效果最好。然而,拋光液流量繼續增加,會導致拋光液在拋光墊上大量堆積,無法均勻鋪展,部分拋光液還未與硅片接觸,便脫離了拋光墊。同時,過多拋光液有一定冷卻和潤滑作用,會降低拋光過程中拋光液與硅片接觸區域的溫度。此外,過多拋光液也會造成磨粒堆積,影響機械作用以及化學反應進程。所以當拋光液流量超過60 mL/min時,并不能有效提升材料去除率,反而會導致表面質量變差以及資源的浪費。因此,拋光液流量的取值范圍應在40~80 mL/min。
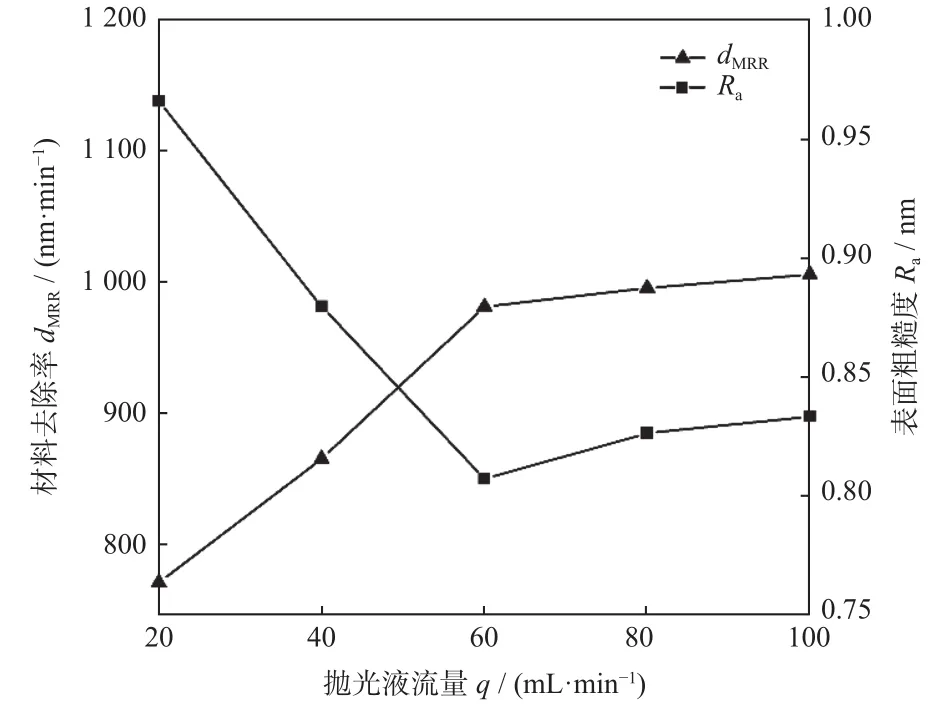
圖3 拋光液流量對硅片拋光試驗結果的影響Fig.3 Influence of polishing fluid flow rate on material removal rate and surface roughness of Si polishing
根據單因素試驗結果初步選取適用于單晶硅CMP的工藝參數區間,如表1所示。

表1 響應面因素及水平值Tab.1 Experimental parameters and levels
2.4 響應面試驗設計及響應面法分析
以拋光壓力(A)、拋光盤轉速(B)和拋光液流量(C)作為自變量,材料去除率(X)和表面粗糙度(Y)為響應值,設計響應面試驗并對試驗結果進行分析。響應面試驗設計過程中,將自變量的區間范圍輸入到Design-Expert軟件中。試驗方案和結果如表2所示。
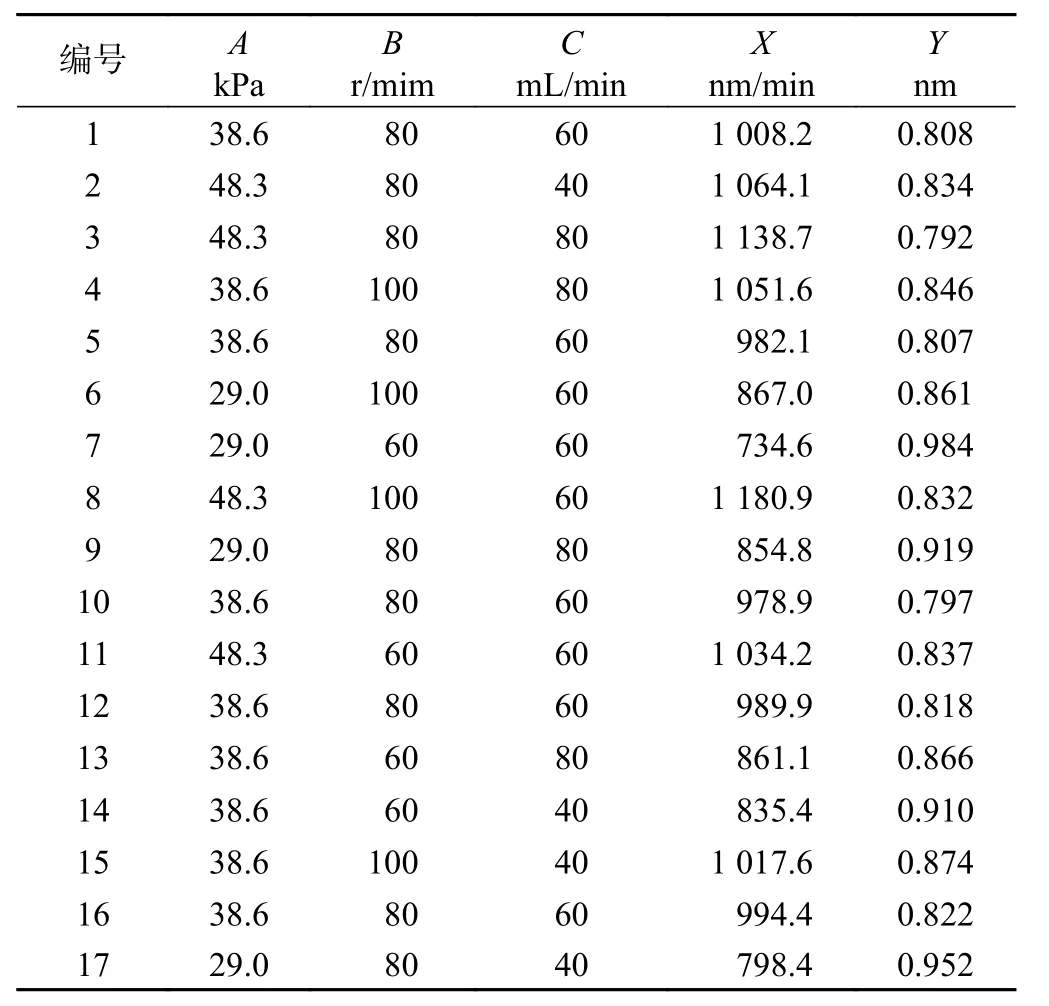
表2 試驗設計方案及試驗結果Tab.2 Experimental plan and result
經過試驗得出不同工藝參數下單晶硅片的材料去除率和表面粗糙度這兩個指標值后,將所得結果導入Desgin-expert軟件,最終得出材料去除率和表面粗糙度所對應的實際數學預測模型式(1)、式(2):

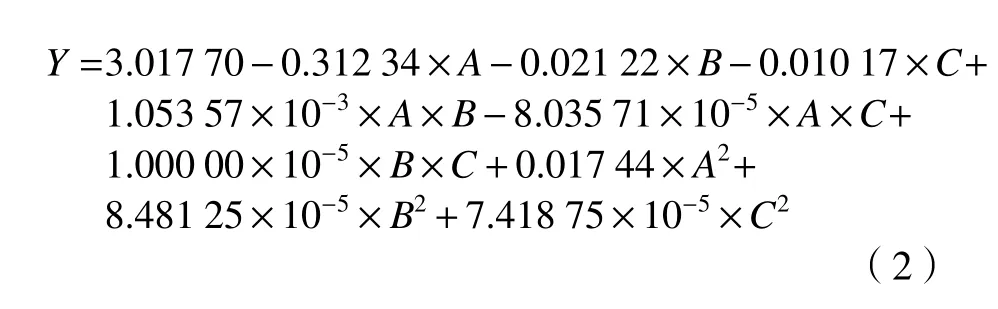
表3和表4分別為材料去除率和表面粗糙度數學預測模型的方差分析結果。一般來說,在試驗設計理論中,當數學預測模型的P值小于或等于0.050 0時,對應的模型項為顯著。與此同時,還需要滿足失擬項的P值在0.050 0以上,則表明數學預測模型具有可靠性。表3、表4中的方差分析結果表明,材料去除率模型的P值小于0.000 1,失擬項的P值為0.064 8,表面粗糙度模型的P值為0.000 2,失擬項的P值為0.097 6,說明根據試驗結果構建的數學預測模型均顯著。
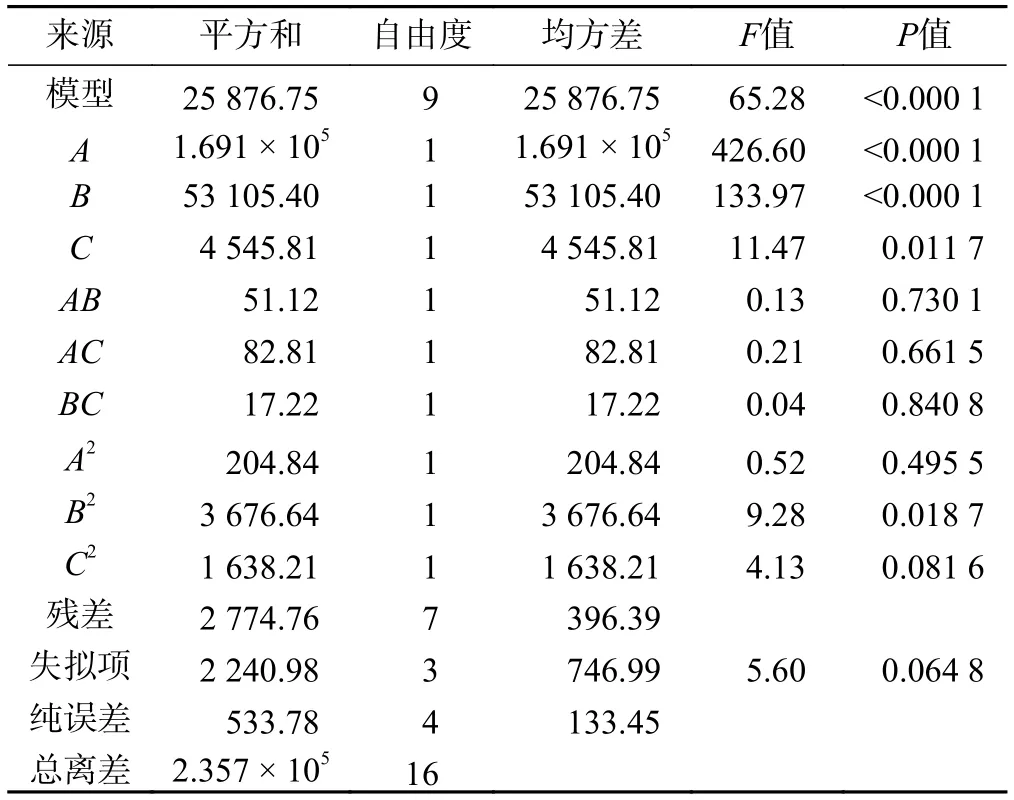
表3 材料去除率的回歸模型方差分析結果Tab.3 Variance analysis results of material removal rate model
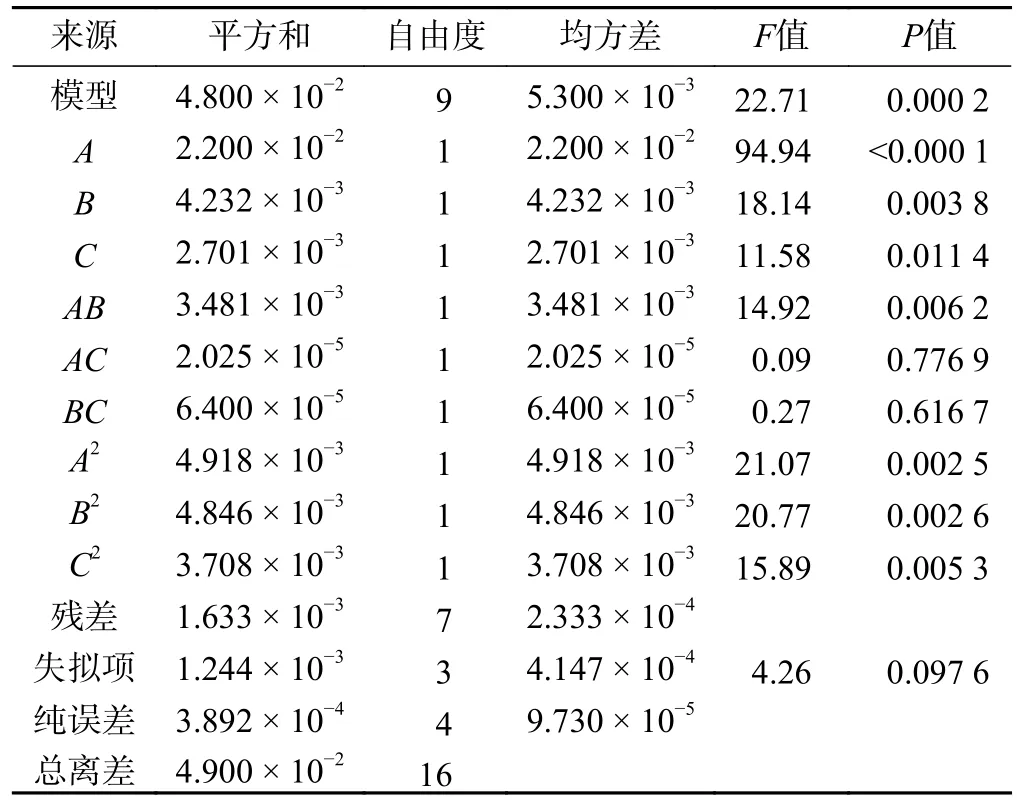
表4 表面粗糙度的回歸模型方差分析結果Tab.4 Variance analysis results of surface roughness model
對響應面試驗所構建的數學預測模型進行可信度分析,分析結果如表5所示。由表5可以看出:材料去除率和表面粗糙度的數學預測模型的相關系數分別為0.988 2和0.966 9,校正相關系數分別為0.973 1和0.924 3,而且變異系數均小于10.00%,說明預測模型的可信度較高。從預測模型的精密系數來看,兩者的精密系數均大于4.000,說明模型具有較強的信號,模型理想。
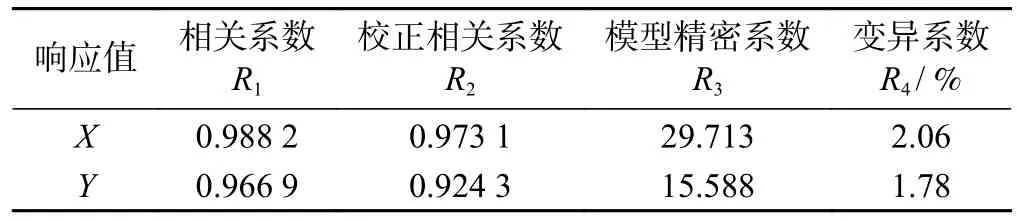
表5 模型可信度分析Tab.5 Model reliability analysis
2.5 拋光工藝參數對硅片CMP效果的交互影響分析
2.5.1 對材料去除率的影響
圖4為拋光壓力、拋光盤轉速和拋光液流量對材料去除率的響應面圖。如圖4a和4b的拋光壓力與拋光盤轉速之間的交互作用所示,響應面整體呈現上升趨勢,當兩者均取較大的值時,材料去除率較大。在顯著性分析中,拋光壓力和拋光盤轉速交互的P值為0.730 1,大于0.050 0,即拋光壓力與拋光盤轉速交互影響并不顯著。從圖4c和4d的拋光壓力和拋光液流量交互作用可看出,拋光壓力和拋光液流量之間的響應面處于整體上升趨勢,即當兩者均取較大值時,材料去除率較大,而且當拋光壓力一定時,拋光液流量的變化對材料去除率的影響較小。在顯著性分析中,拋光壓力與拋光液流量交互作用的P值為0.661 5,大于0.050 0,即拋光壓力與拋光液流量交互影響不明顯。圖4e和4f為拋光盤轉速和拋光液流量交互作用,其響應面整體呈現上升趨勢,但整體變化幅度較小,當拋光盤轉速一定時,拋光液流量的變化對材料去除率的影響較小。通過顯著性分析,發現拋光盤轉速與拋光液流量交互作用的P值為0.840 8,大于0.050 0,即兩者交互影響不顯著。從表3可以看出,拋光壓力、拋光盤轉速和拋光液流量的F值分別為426.60,133.97,11.47,F值越大說明該因素對響應目標的影響越大,即拋光壓力對材料去除率影響最大。

圖4 工藝參數對材料去除率影響的響應面Fig.4 Influence of processing parameters on material removal rate model
2.5.2 對表面粗糙度的影響
圖5給出拋光壓力、拋光盤轉速和拋光液流量對硅片表面粗糙度的響應面圖。圖5a和圖5b為拋光壓力和拋光盤轉速的交互作用圖,可看出當拋光壓力在38.6~48.3 kPa范圍內且大小一定時,拋光盤轉速增加,表面粗糙度先減小后增大。在顯著性分析中,拋光壓力和拋光盤轉速交互作用的P值為0.006 2,小于0.050 0,說明兩者交互作用顯著,當兩者選取適當的值時,對表面粗糙度會有較為顯著的改善。觀察圖5c和5d,拋光壓力和拋光液流量交互響應面整體呈現逐漸下降的趨勢。在顯著性分析中,拋光壓力和拋光液流量交互作用的P值為0.776 9,大于0.050 0,即兩者交互作用并不顯著。通過圖5e的三維響應面可以看出,拋光盤轉速和拋光液流量交互響應面表現為中間塌陷,四周升高,但兩者交互作用的P值為0.616 7,同樣大于0.050 0,即兩者交互作用不顯著。從圖5f中可以看出,在轉速和流量的交互區域內存在表面粗糙度的最優值。從圖5b和圖5d中可以看出,當拋光盤轉速或拋光液流量一定時,拋光壓力對表面粗糙度影響較大,這與表4中的結果相符合。在表4中,拋光壓力、拋光盤轉速和拋光液流量所對應的F值分別為94.94、18.14、11.58,即在影響硅片表面粗糙度方面,拋光壓力影響最大。
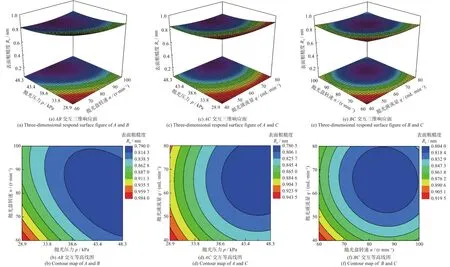
圖5 工藝參數對表面粗糙度影響的響應面Fig.5 Influence of processing parameters on surface roughness
根據試驗結果,建立材料去除率和表面粗糙度的數學預測模型。根據二者的數學預測模型對最優參數范圍進行預測。結合實際參數設置,得到了最優的工藝參數組合。當拋光壓力、拋光盤轉速和拋光液流量的取值為48.2 kPa,99.40 r/min和79.38 mL/min時,材料去除率的預測值最大,為1 194.2 nm/min。當各工藝參數的取值為48.0 kPa,73.65 r/min和67.00 mL/min時,表面粗糙度的預測值最小,為0.789 nm。結合實際CMP拋光工藝參數的設置,材料去除率預測值最大時,各工藝參數實際取值為:48.3 kPa,100 r/min,80 mL/min,記為組合1。表面粗糙度預測值最小時,各工藝參數實際取值為:48.3 kPa,70 r/min,65 mL/min,記為組合 2。根據組合1和組合2的工藝參數進行CMP試驗,拋光試驗結果如表6所示,硅片的表面形貌如圖6所示。

表6 模型預測值與試驗結果對比Tab.6 Model predictions vs test results
由表6可以發現,拋光試驗結果與數學模型的預測結果十分接近,且預測值與試驗值的相對誤差絕對值均在10.0%以下,說明模型預測準確。與此同時,在組合1的條件下,表面粗糙度為0.843 nm,在組合2的條件下,材料去除率為1 058.2 nm/min。考慮到硅片的應用場合對其表面質量要求較高,最終確定組合2為硅片CMP的最優工藝參數,即拋光壓力為48.3 kPa,拋光盤轉速為70 r/min,拋光液流量為65 mL/min,此時材料去除率為1 058.2 nm/min,表面粗糙度為0.771 nm。由圖6可以發現,在組合2的參數下進行拋光,硅片表面質量明顯改善。
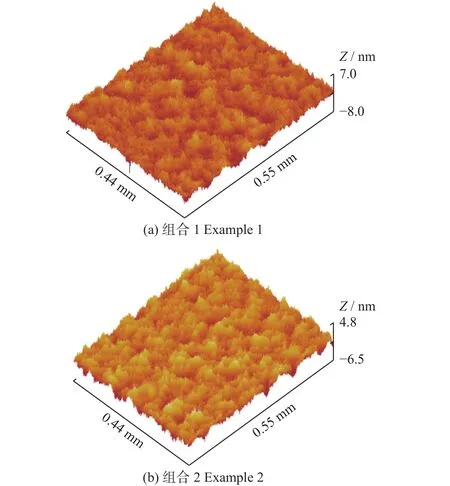
圖6 不同工藝參數組合拋光后硅片的表面形貌Fig.6 Surface topographies of Si wafer after polishing with different processing parameters
4 結論
通過單響應面法建立材料去除率和表面粗糙度的數學預測模型,并且對工藝參數進行優化,獲取最優參數組合并通過試驗驗證數學模型預測的準確性。得出以下結論:
(1)對單晶硅片CMP工藝參數中的拋光壓力、拋光盤轉速和拋光液流量進行單因素試驗。試驗結果表明,各個工藝參數的較優取值范圍分別是29.0~48.3 kPa、60~100 r/min、40~80 mL/min。
(2)在單因素試驗的基礎之上,設計響應面試驗對工藝參數進行進一步優化。材料去除率和表面粗糙度數學預測模型具有較高的顯著性。
(3)在響應面交互作用分析中,工藝參數對材料去除率的影響的大小順序為:拋光壓力、拋光盤轉速、拋光液流量。工藝參數對表面粗糙度影響的大小順序為:拋光壓力、拋光盤轉速、拋光液流量。
(4)利用數學預測模型對工藝參數進行優化,確定了最優的工藝參數,即拋光壓力48.3 kPa,拋光盤轉速70 r/min,拋光液流量65 mL/min,此時材料去除率為1 058.2 nm/min,表面粗糙度為0.771 nm。
