粉末冶金一級傳動帶輪的研制
2023-01-26 10:10:54楊傳芳王士平
機械管理開發 2022年11期
楊傳芳,王士平
(1.華東冶金地質勘查局超硬材料研究所,安徽 馬鞍山 243012;2.馬鞍山市華東粉末冶金廠,安徽 馬鞍山 243012)
引言
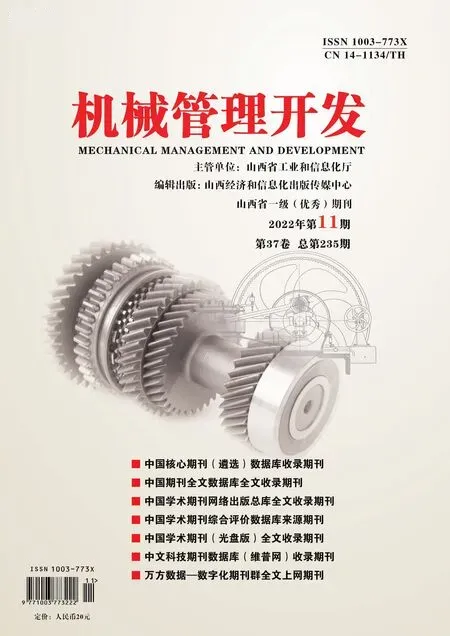
一級傳動帶輪如圖1 所示,其由擋圈1、小帶輪2及限位擋塊3 組成,為減輕重量,在限位擋塊3 上只保留了必要的5 個加強筋,此結構特征使其用機加工方法生產時難以加工,加工成本高且帶輪精度難以保證,無法形成批量穩定生產。針對一級傳動帶輪的結構特點,充分利用粉末冶金工藝的優勢,把一級傳動帶輪先分成兩個零件,即擋圈1 作為一部分,小帶輪2 及限位擋塊3 作為一部分,先把擋圈1 用模壓成形,小帶輪2 及限位擋塊3 作為一個整體,通過對模具結構的優化設計,再進行模壓成形。設計擋圈1 壓坯內孔比小帶輪2 壓坯端部圓臺外徑大0.015~0.025 mm,然后把擋圈1 壓坯與小帶輪2 壓坯端部圓臺配合后進行組合燒結,檔圈1 選材為燒結時會收縮,小帶輪2 選材為燒結時會漲大,利用不同材料的燒結特性,使擋圈1 與小帶輪2 配合牢固。經燒結后的組合件,再進行表面滲碳熱處理,進一步提高一級傳動帶輪的表面硬度及強度,使其在運轉時耐磨損并能承受較大的扭力,孔口加工導向角,經拋光清洗及適當的防銹處理制成成品。
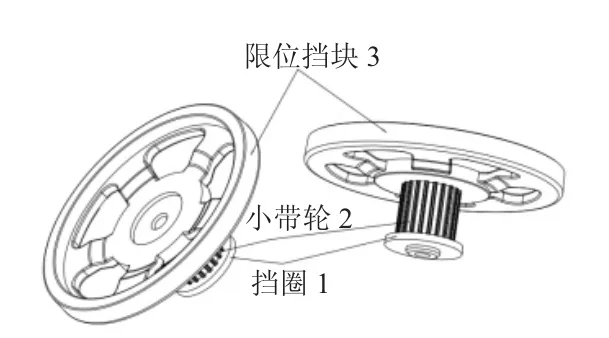
圖1 一級傳動帶輪
1 一級傳動帶輪的研制過程
圖2 所示為一級傳動帶輪零件圖,由圖2 可知,擋圈1 要求能承受2 kN 壓力不脫落,小帶輪2 相對于內孔圓周跳動要求小于0.05,內圓孔與電機軸過盈配合,公差要求控制在0.015 mm 以內,限位擋塊3 與帶輪2 均要求耐磨損,表面硬度(HRA)要求控制在70~75。針對其結構特征及力學性能要求,制定其粉末冶金工藝為:配料→分形分別擠壓成形→組合燒結→熱處理→倒角→拋丸→清洗烘干噴油防銹→檢驗→包裝入庫。

圖2 一級傳動帶輪零件(單位:mm)
1.1 材料選擇
由圖1 及圖2 可見,一級傳動帶輪無法通過一次模壓成最終形狀,而其擋圈1 在實際運行時,只起對帶輪的限位作用,要求承受2 kN 力不脫落即可,因此把一級傳動帶輪進行分型設計,設計擋圈1 單獨成形,小帶輪2 及限位擋塊3 作為一個整體單獨成形,控制擋圈1 壓坯內孔比小帶輪2 壓坯端部圓臺外徑大0.015~0.025 mm,然后把擋圈1 壓坯與小帶輪2壓坯端部圓臺配合后進行組合燒結,擋圈1 選材為燒結時會收縮,小帶輪2 選材為燒結時會脹大,利用不同材料的燒結特性,使擋圈1 與小帶輪2 配合牢固。擋圈1 因其燒結時要求收縮,力學性能要求不高,選普通鐵碳材料,其材料質量百分比見下頁表1,其燒結收縮率可達到0.998 5~0.999 5;小帶輪2 及限位擋塊3 因其燒結時要求膨脹,而小帶輪及內圓孔精度要求較高,需盡可能減少其燒結變形量。為滿足上述要求,在鐵基材料里加入適量的磷元素,配以適當的銅、碳,一方面磷可以促進燒結時孔隙球化,另一方面與鐵、碳、銅發生合金化,使產品整體尺寸漲大,同時提高產品的強度[1-2],為減少磷元素偏析而導致產品變形大,在配料時先把磷元素與鐵元素進行預合金化,制成鐵磷粉,然后再與其他元素粉混合均勻。其質量百分比見表2,此配比燒結膨脹率為1.005~1.006[3],燒結條件為1 120 ℃、35~40 min,氮氫保護氣氛,氮氫比為90∶10。

表1 材料成分(質量分數)配比 %

表2 材料成分(質量分數)配比 %
1.2 模具設計與調試
由上頁圖2 可見,擋圈1 結構簡單,常規模壓成形,壓坯密度控制在6.9~7.0 g/cm3;小帶輪2 與限位擋塊3 作為整體,根據其結構特征,設計其成形模具為上二下四結構,因其5 個異形減重孔構成的5 個加強筋較窄,厚度較薄,若按常規做成5 個芯棒成形,脫模時力會很大,導致5 個加強筋斷裂無法出模成形。因此,對模具結構做了改進,在下二模沖面區上做了5 個異形凸起,在5 個凸起端部,按產品5 個加強筋斜面角度分別做了5 個防形逃料,在5 個異形凸起與下二模沖相連接的根部修了R 角,在5 個加強筋成形高度內沿5 個異形凸起一周分別做了單邊5°傾角,這樣可充分降低壓制成形時5 個加強筋所受的脫模力,使5 個加強筋能順利出模成形。在限位擋塊3大圓臺下端面按上一沖內孔直徑大小部位進行工藝分成下一模沖,以實現大圓臺裝料及成形移粉需求,使大圓臺的密度和其他部位均勻一致。壓制時,上二模沖伸出上一模沖5~6 mm,下二模沖適當移粉,合理調整模腔浮動的開始位置及浮動量的大小,合理調整下一模沖、下二模沖、下三模沖及下四模沖的裝粉量,在160 t 壓機上成功壓制出各臺階密度均勻,整體密度6.9~7.0 g/cm3的小帶輪2 與限位擋塊3 一體的壓坯。模具結構圖,見圖3。

圖3 模具結構(成形脫模位置)
1.3 燒結
將擋圈1 壓坯與小帶輪2 及限位擋塊3 壓坯組合在一起,放在平整的陶瓷墊板上,擺放整齊,放在RST300 網帶式燒結爐內,在1 120 ℃燒結35~40 min,同時通入氮氣和氫氣作為保護氣氛,氮氫比為90∶10,控制擋圈1 與小帶輪2 的燒結過盈量在0.02~0.03,從而使其牢固結合在一起。組合燒結圖,見圖4。
圖4 組合燒結
1.4 熱處理
在網帶式碳氮共滲熱處理爐內進行表面碳氮共滲熱處理,碳勢0.7~0.8,溫度850 ℃,時間80 min;油冷100 ℃/10 min;200 ℃回火2 h,保證一級傳動小帶輪各部位硬度(HRA)在70~75。
1.5 倒角及后處理
在鉆床上用專用工裝,對產品限位擋塊端內孔加工1×30°導向角,去除機加工毛刺。然后在100 kg螺旋振動光飾機內拋丸20 min,以去除產品表面油污、飛邊、毛刺等,把拋丸后的產品放在網帶式超聲波清洗機內對產品進行清洗、烘干、噴油防銹,清洗液按防銹劑與清水1∶100 配制、150~200 ℃烘干15~20 min,最后噴淋SM-3 防銹油。
2 性能測試和使用效果
2.1 性能測試結果
按以上工藝條件生產出的零件經檢測,密度6.9~7.0 g/cm3,硬度(HRA)70~75,在壓力試驗機上測試擋圈1 能承受2.5~3 kN 壓力,零件表面硬度(HRA)為70~75,在齒輪跳動檢測儀上檢測小帶輪相對于內圓孔徑向跳動為0.03~0.05,其余各項尺寸也完全符合圖紙要求。
2.2 裝機試驗結果
客戶以前用機加工件,產品成本高、加工效率低,現用粉末冶金方法生產的一級傳動帶輪,產品成本低,僅為機加工件的50%,生產效率提高了近3~4 倍,經實際裝機測試,各項性能指標完全達到客戶使用要求,現已批量穩定生產。