智能收口試力一體化技術研究與分析
2023-01-18 08:47:36楊耀臣張波利曾招斌
機電元件 2022年6期
楊耀臣,郭 扭,張波利,曾招斌
(中航光電科技股份有限公司,河南洛陽,471000)
1 引言
電連接器接觸對的可靠性接觸是通過保證接觸對之間的正壓力來實現的,而其中單孔件的正壓力的產生是依靠工裝收口后產生和形成的,所以收口是產品形成正壓力并保證接觸性能的關鍵工序[1]。
故結合測試力值量化分析收口過程,通過分析其中的主要影響因素對試力效果的影響,提供一種可自適應調節的收口方式。
2 數字試力平臺
通過測試銷針與力傳感器轉接連接,實現產品的插拔力測試通過力傳感器進行檢測,進而將測試結果以力值量化顯示和存儲。
3 產品模型及收口過程分析
3.1 產品結構模型
每一瓣可以簡化為一個懸臂梁結構模型。
該懸臂梁簡化模型的彈性系數K:
(1)
其中:K-彈性系數;E-彈性模量;I-橫截面的慣性矩;L-懸臂梁長度。
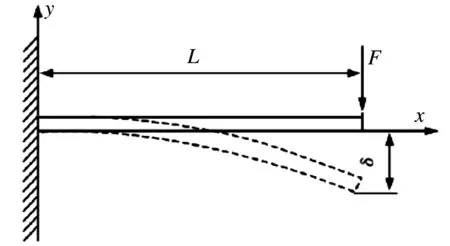
圖1 開口孔的懸臂梁結構模型示意圖[1]
則從簡化懸臂梁模型的彈性系數K分析可知,懸臂梁上的不同位置的彈性系數不一樣,且越靠近槽口根部彈性系數越大,則收口所需的外在收口壓力越大。
3.2 收口過程控制主要工藝參數
結合以上分析,在收口過程中與收口效果相關的工藝參數主要有收口位置、收口壓力和保壓時間三個參數,則通過采用單因素分析方法分析此三個工藝參數對收口效果的影響趨勢分析如下。
3.2.1 收口壓力
在同一收口位置下調節收口壓力,并進行插拔力測試。

圖2 單調節收口壓力對應的插拔力峰值的變化
從圖2可知,說明收口壓力對插拔力測試的影響比較明顯。
3.2.2 收口位置
在一定壓力下調節收口位置,并進行插拔力測試。
從圖3可知,說明收口位置靠近中間位置處時相對比較容易出力。
3.2.3 保壓時間
通過調節收口保壓時間測試收口后產品插拔力的變化趨勢圖。
從圖4可知,保壓時間可設定大于0.05s,固定保壓時間設定,減少其對收口過程的影響。

圖3 單調節收口位置對應的插拔力峰值的變化

圖4 保壓時間對插拔力峰值的影響
3.3 收口的實現方式
結合以上分析,為減少因產品尺寸偏差或產品來料偏差而導致收口后出現較大差異的影響,則收口壓力可以設置為一個較大壓力狀態下進行收口,確保收口時的鉗口能夠完全閉合,壓至極限位置,并需設定一個收口初始位置,并在收口時以此位置為初始位置進行設定。
4 收口的自適應調節方式
自適應調節則主要通過產品試力的結果反饋控制和調節產品收口狀態,通過收口和試力值量化相結合,使得收口效果根據試力的結果進行自動調節。
5 總結
綜上所述,結合數字式試力方式,較好地明確了收口過程控制工藝參數的影響效果,并結合影響因素分析提供了一種收口自適應控制調節方式,通過將收口和數字試力進行結合,根據試力結果反饋收口位置調節,實現循環自適應調節,自動找到一個相對穩定的收口位置,為開口孔的收口試力提供了一種參考方式,具有一定的參考和實際應用意義。 (1)可以通過將收口壓力設定為較大的并固化的收口壓力狀態,使得收口鉗口在產品的收口位置時處在閉合極限狀態,保證了收口時鉗口閉合的位置是一致的,同時鉗口尺寸設計對于開口孔收口后的效果影響比較關鍵。
(2)收口位置選擇在靠近中間位置處進行收口,此處收口相對比較容易出力,并以此位置作為收口時設定的初始位置。
(3)通過收口試力一體化,一方面可以改善和提升收口后產品力值狀態的一致性,產品力值分布更為集中;另一方面可以避免產品出現過收口而導致產品使用性能出現隱患,或輕收口而出現產品力值整體偏小,影響后續工序。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
Coco薇(2015年1期)2015-08-13 02:23:50
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46
