型號用白銅外殼質量問題分析
2023-01-18 08:47:36容道清楊榮國潘桂平汪立波唐永志
機電元件 2022年6期
關鍵詞:質量
容道清,楊榮國,潘桂平,汪立波,唐永志
(桂林航天電子有限公司,廣西桂林,541002)
1 引言
白銅B19是以鎳(Ni)為主要添加元素的銅(Cu)基合金,呈銀白色,有金屬光澤。具有良好的力學性能和耐腐蝕性,在熱態及冷態下壓力加工性良好,在高溫和低溫下仍能保持高的強度和塑性,是我公司電磁繼電器產品外殼零件的常用材料[1]。
隨著型號繼電器可靠性等級要求越來越高,使得原材料對產品的影響作用也越來越大[2]。自2016年起,我公司使用的白銅合金在入廠驗收和零件加工環節頻繁出現質量問題,共約21批次加工出現問題,統計的零件合格率低于50%。產品零件批次性報廢不僅提高了物耗成本而且對型號生產任務造成嚴重的影響。2016年至今我公司物資采購部門開發了多個生產廠家,材料力學性能都符合國家標準范圍,但不同廠家因生產工藝的不同導致材料組織性能上存在很大差異,部分廠家不能滿足機械加工成型要求,這種差異性不利于產品性能的控制。
因此,本文全面總結近年來白銅發生的質量問題,對原因進行剖析。通過采集不同廠家材料基礎數據,并結合批產情況識別出影響白銅加工的關鍵因素,提出有效的管控措施,杜絕白銅合金質量問題的重復性發生,提升型號用白銅材料的質量可靠性水平。
2 外殼工藝過程簡介
我公司繼電器外殼主要由B19材料制成,材料狀態為退火態(M),零件的生產流程如下:
下料→落料拉深→清洗→退火→二次拉深→清洗→切口→切邊→去毛刺→清洗→去應力退火→整形→砂光。其中主要成型和決定零件質量的的工序為拉伸工序。即落料拉深和二次拉深工序。

圖1 拉伸成型示意圖
殼體拉伸是利用拉伸模在壓力機的壓力作用下,將平板坯料或空心工序件制成開口空心零件的加工方法,如圖1所示。拉伸成型后要求外殼表面光滑,無明顯拉伸印痕,無裂紋、凹坑、褶皺等缺陷,拉伸后壁厚均勻,滿足圖紙要求,整個加工過程無異常。
3 現狀分析
對近5年白銅質量問題進行梳理總結,見表1。白銅不合格的原因集中表現在外觀質量不合格、化學成分超標,外觀上入廠復驗環節存在起皮、坑點、黑斑、輥印、壓入物、波浪紋等缺陷,化學成分上微量元素含量超標。生產加工環節出現了26起質量問題,約占總數的60%。主要表現在材料二次拉伸成型困難,加工的殼體表面出現麻點、凹坑、拉痕等缺陷。
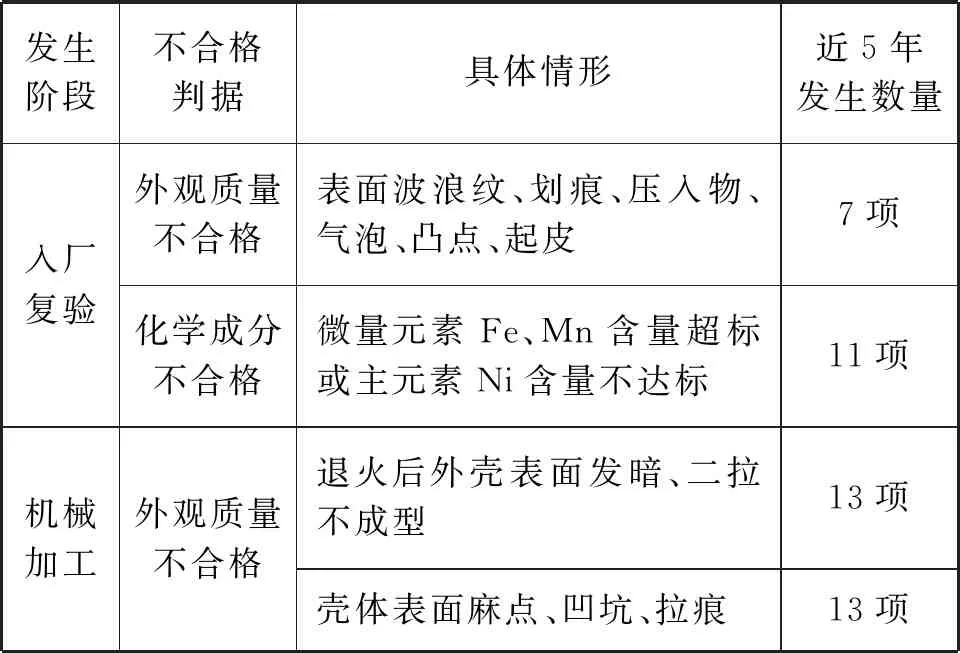
表1 材料失效案例統計表
4 分析與討論
針對梳理出的質量問題進行機理和原因分析,找出影響白銅外殼質量的主要因素,以更好的為生產實際服務。
4.1 外觀失效的機理及原因
我公司使用的白銅合金(B19)入廠復驗執行的標準為GB/T2059《銅及銅合金帶材》或GB/T2040《銅及銅合金板材》。標準中其表面質量要求是不允許有分層、裂紋、起皮、氣泡、夾雜和綠銹,但允許有輕微的、局部的、不使板材厚度超出其允許偏差的劃傷、斑點、凹坑、壓入物、輥印、皺紋、氧化色、油跡等缺陷。原材料廠家來料表面有存在標準允許的劃痕、凸點、壓入物等缺陷,實際生產過程中發現外殼變薄拉伸過程中因變形應力過大使這些小瑕疵被放大,進而在零件表面出現劃痕、凹坑、分層、起皮等缺陷。圖2 (a)和(b)是缺陷外殼砂光前后的照片,殼體拉伸過程外表面的變形率大于內部,所以凹坑主要集中在外表面,凹坑面積不大但分布比較分散。凹坑的深度超過0.02mm,砂輪機也無法消除。
我公司外殼采用變薄拉伸技術,材料內部會產生塑性流動,材料的組織結構發生改變,對原材料表面質量和內部組織要求較高。生產實踐表明:白銅材料表面微缺陷的存在(如起皮、折疊、氣泡、夾雜物等),會使材料在使用中生產的外殼零件產生各種嚴重的瑕疵造成批次性報廢。而合金表面質量入廠復驗合格后在生產過程中批次性出現的凹坑缺陷主要原因是合金內部存在夾雜、縮孔、氣泡、疏松等缺陷,在材料變薄拉伸過程中內部氣泡、雜質會破壞基體連續性,降低其變形抗力,造成材料深沖性能變差,導致制品外觀不合格[3]。
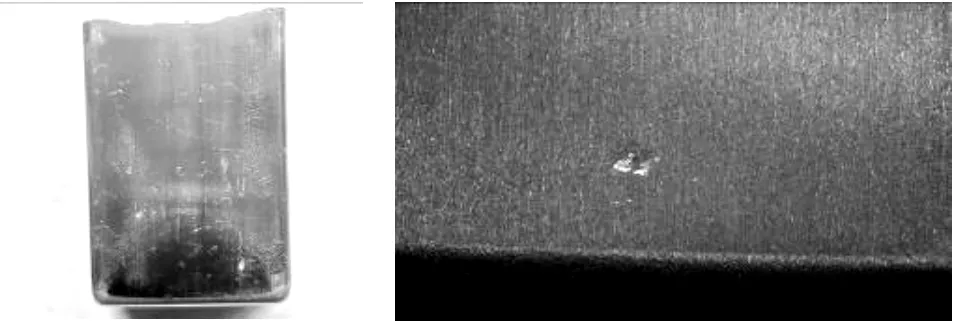
(a) 砂光前 (b) 砂光后
4.2 拉深失效的機理及原因
根據表1統計的數據,白銅生產環節多次出現材料退火后零件外觀發暗、二拉不成型的加工質量問題。外殼零件退火和拉伸是關鍵工序,退火采用外熱式退火爐高純氫保護氣氛,一次拉深后經700℃退火保溫2 h后外殼表面不光亮、發暗,維氏硬度高達HV98,硬度過高導致二次拉深困難[4]。我們將退火后發暗的零件調整工藝多次處理后仍無法還原金屬光澤,零件的維氏硬度沒有降低,拉深仍存在困難。經過長期的生產實踐摸索,拉深合格的零件退火軟化后維氏硬度在HV90以下最佳。我們將模具進行改進,做了模具陽模滲氮、鍍硬鉻等加強模具強度的試驗,結果無明顯改進。故我們可以排除生產工藝和加工設備的原因。
為查找出影響材料機械成型的關鍵因素,圍繞不合格批次開展相關試驗。對比分析不同生產廠家提供的白銅材料性能指標和批產情況,通過復測和跟產相結合的方式對不合格材料批次進行了摸底和分析,識別零件失效的關鍵原因。
4.2.1 試驗過程
對標國外標準ASTM B122/B122M-2016[5],從不同廠家提供的白銅產品中取樣,平行進行化學成分、晶粒度、抗拉強度、延伸率項目試驗。采用LAB LAVM1型號直讀光譜儀進行化學成分分析,采用DLY-30型萬能材料試驗機和FM-300顯微硬度計進行力學性能檢測,Axio Vert.A1型金相顯微鏡觀察合金金相組織。
本次實驗選取了國內五個不同廠家生產的白銅B19進行對比分析,5個廠家的試樣編號依次為:1#、2#、3#、4#、5#,規格為0.5mm,軟態。
4.2.2 化學成分
表2為五個廠家白銅試樣的化學成分復驗數據,我們發現不同廠家化學成分差別較大。1#、4#和5#試樣化學成分滿足GB/T5231,但雜質總含量差距較明顯。2#和3#試樣原材料主元素Ni含量低于國標18~20%要求,Fe、Mn含量超標準0.5%要求,雜質元素總和在標準偏上限范圍。
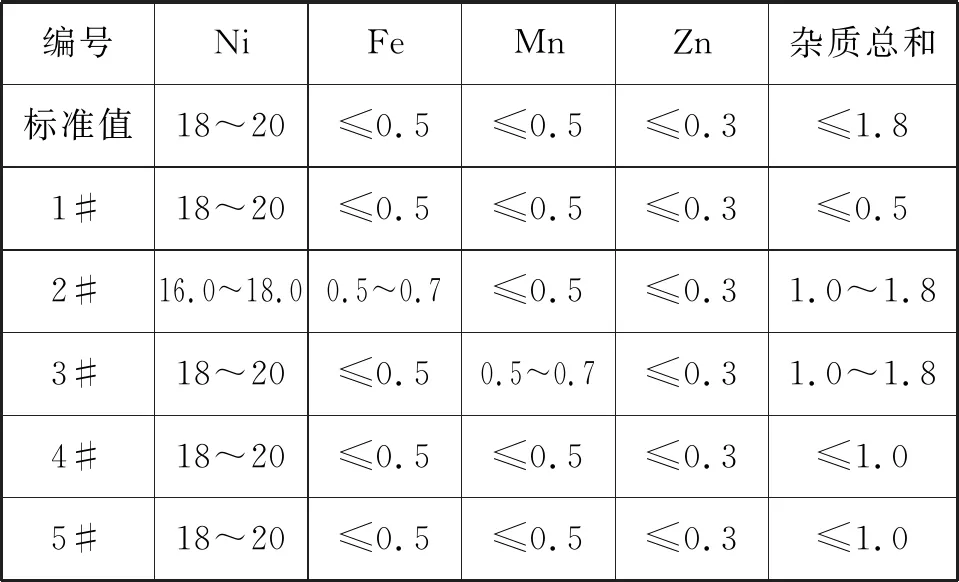
表2 白銅B19化學成分(質量分數/%)
4.2.3 顯微組織
圖3為五個廠家試樣的顯微組織照片,從圖中可以看出,軟態白銅合金的金相組織是由具有孿晶的α單相再結晶晶粒組成,晶界清晰、顯微組織質量良好。表3顯示的不同廠家的晶粒大小結果與圖3照片相對應,1#試樣晶粒最為細小,2#試樣晶粒較為粗大。不同廠家的晶粒尺寸相近,平均晶粒尺寸0.015mm左右。
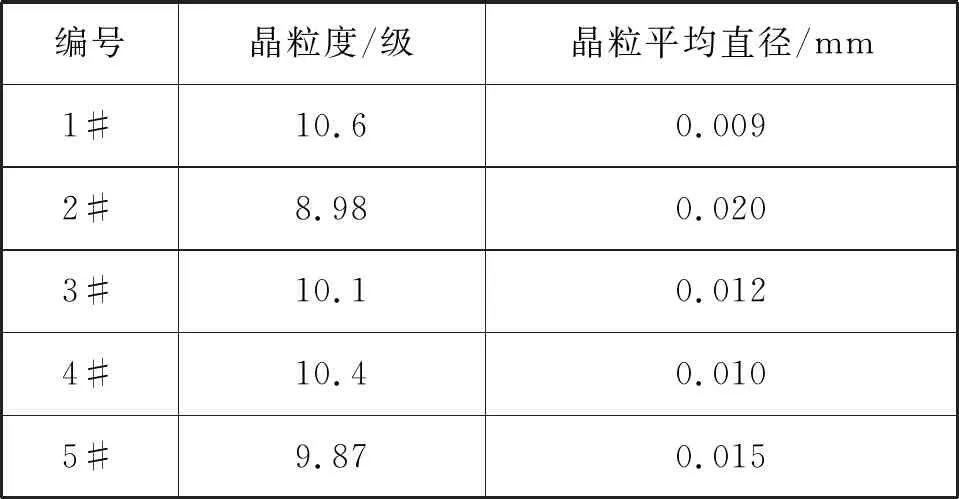
表3 試樣晶粒度及晶粒平均大小
4.2.4 力學性能與工藝性能
表4為不同廠家提供的白銅帶材力學性能和工藝性能情況,從表可知,不同廠家試樣的力學性能實測數據分散性大。1#和5#試樣硬度偏低、延伸率高塑性好,2#和3#試樣維氏硬度高于100,延伸率過低。根據材料批產情況可知,2#和3#試樣加工的外殼退火后表面發暗,二次拉深成型困難,產品投入產出比為零。1#、4#和5#試樣生產數據反饋二次拉深正常,零件表面的麻點、凹坑分析是內部組織缺陷造成。
結合表2化學成分數據,表明合金元素含量直接影響到材料的綜合性能,抗拉強度和硬度會隨著Ni含量降低或Fe和Mn含量的增加而增加[6]。同時合金硬度過高直接導致外殼加工不合格,說明化學成分是導致外殼拉伸成型困難的關鍵原因。主元素Ni含量越高、雜質元素總含量越低、晶粒尺寸越小,合金的塑韌性越好,越有利于拉伸成型。

(a) 1# 試樣 (b) 2# 試樣 (c) 3# 試樣 (d) 4# 試樣 (e) 5# 試樣

表4 白銅力學性能和工藝性能對比
4.2.5 討論
對來自不同廠家B19合金的試樣進行了化學成分、組織及力學性能的對比,并對影響材料拉伸失效的因素進行了深入分析。結果表明:來自不同廠家B19合金的力學性能均達到國家標準,但試樣的化學成分差別較大。當合金中鎳含量較低、微量元素較高、晶粒尺寸較大時,合金的力學性能較差,從而直接的影響到了材料的工藝性能;當合金中存在縮孔、夾雜、氣泡缺陷時,機械成型過程中易形成外觀缺陷。因此,綜合上述分析我們可以得出以下結論:
(1)國產白銅主元素Ni含量偏低、微量元素Fe或Mn含量超標、雜質總量較高導致材料綜合性能變差,是造成外殼零件拉伸困難的關鍵因素;
(2)銅合金存在表面起皮、氣泡和內部氣孔、疏松、夾雜等缺陷導致材料組織不夠致密,是造成外殼零件表面凹坑的主要原因。
5 制定管控措施
白銅合金執行的國標GB/T2059或GB/T2040《銅及銅合金板材》適用性廣,對材料的晶粒度和硬度不作要求。現行的國標無法滿足我公司現有的成型工藝要求,根據獲得的實驗結果,從合金的熔煉、成型、驗收等多方面識別出質量控制關鍵點,提出超標準的控制要求,以確保白銅質量,提高外殼零件的生產合格率。
(1)原材料廠家加強對鑄錠質量和生產過程的質量控制,提高合金純度,防止雜質含量超標[7];化學成分符合GB/T5231的相應規定,要求雜質元素總含量低于0.5%;
(2)軟態白銅晶粒度要求:0.015mm~0.035mm;
(3)軟態的白銅合金維氏硬度:HV70-100;
(4)白銅合金要求表面光滑、清潔,除不允許有標準中規定的分層、裂紋、起皮、起刺、氣泡、壓折、夾雜和綠銹外,也不允許有劃傷、斑點、凹坑、壓入物、輥印、氧化色、油跡和水跡、波浪紋等缺陷。
6 生產應用
為了驗證管控措施的正確性和可靠性,與供貨廠家簽署了技術協議建立起統一標準,標準規定了型號用白銅的化學成分、晶粒大小、力學性能、交貨表面狀態等要求。將按新協議采購回來的白銅與不合格批次作性能對比,結果見表5和表6所列。
表5為新舊批次的入廠復驗數據對比情況,供貨協議實施后原材料的表面質量、化學成分、硬度技術指標得到了保證,沒有表面質量不合格、化學成分超標等批次性退貨的現象發生。從表6新舊不同批次白銅料的批量生產記錄可知,白銅合金沒有再出現前期的外殼退火后顏色發暗、二次拉伸困難現象,成品合格率由原來的零提高到90%以上。部分批次材料投入產出比無法達到100%,批產過程中零件表面產生的拉痕、拉穿缺陷主要受模具影響,零件表面的凹坑缺陷系材料表面或內部缺陷(如氣泡、夾雜等)導致,這與銅合金的鑄錠質量、熔煉、軋制等一系列加工制造過程相關聯。
通過新舊材料的生產驗證試驗,進一步證實了白銅化學成分不合格是導致材料力學性能變差,造成外殼零件退火后發暗、二次拉伸困難的關鍵因素。同時進一步確認了新協議的可行性,為新協議的推廣應用提供實驗依據。

表5 新舊批次白銅入廠復驗數據對比

表6 新舊批次白銅外殼生產合格率對比
7 結束語
(1)供貨協議實施后,彌補了現行國標無法滿足型號質量要求的不足;
(2)白銅質量問題的發生數量顯著減少,批生產過程中沒有再出現外殼批次性報廢的現象,大大提升了型號用白銅的質量保障能力;
(3)統一規范了各廠家白銅合金的產品質量,材料性能的一致性、穩定性得到了保障;
(4)將型號用白銅產品的質量控制點前移至生產廠家,為避免材料質量問題的重復發生奠定了基礎,為其他種類原材料的質量管控工作樹立了標桿。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
