活塞冷卻噴嘴裝配技術研究
2023-01-06 09:22:24李江南蘇增榮張洋洋李永剛張冬生
汽車實用技術 2022年24期
李江南,蘇增榮,張洋洋,邵 清,李永剛,張冬生
活塞冷卻噴嘴裝配技術研究
李江南,蘇增榮,張洋洋,邵 清,李永剛,張冬生
(濰柴動力股份有限公司,山東 濰坊 261061)
活塞冷卻噴嘴是發動機上的關鍵零部件,其自身的加工質量及裝配精度直接影響活塞的可靠性,對發動機的壽命具有十分重要的作用。為了提前辨識活塞冷卻噴嘴可能存在的加工質量問題及裝配精度問題,文章從噴嘴打靶、定位結構及裝配工藝控制等方面進行分析,研究了一種直觀、準確的活塞冷卻噴嘴裝配方法,可在裝配階段有效識別可能存在的加工質量問題以及裝配精度問題,能大大減少因活塞冷卻不足導致的發動機拉缸問題。
活塞冷卻噴嘴;發動機零部件;裝配精度;加工質量
在經濟全球化日益深入的時代背景下,全球各國間的經貿往來越來越密切,制造類企業迎來了前所未有的機遇,隨之而來的是愈發激烈的市場競爭壓力。各發動機企業為了保持自身的市場競爭優勢,不斷加大在低排放、燃油經濟性等方面的研究投入。為了追求更高的動力性、經濟性且需要滿足日益嚴格的排放法規要求,活塞作為發動機重要零部件,其機械負荷和熱負荷越來越高,如果未進行有效冷卻,將直接導致一系列問題,如活塞頂面因過高而熔頂、活塞與氣缸套燒結、機油結焦導致活塞環卡死等,活塞熱負荷失效故障如圖1所示。

(a) 頂部燒蝕 (b) 燃燒室邊緣熱裂 (c) 拉缸
對活塞進行有效的冷卻是保證活塞正常工作的前提[1-6],活塞的冷卻方式目前主要分為兩大類:無噴油冷卻(空氣自然冷卻)、有噴油冷卻,而有噴油冷卻常用的方式分3種,即自由噴射冷卻、振蕩冷卻、帶內冷油腔的振蕩冷卻[7-8]。圖2為帶內冷油腔的振蕩冷卻方案,該種方案的內冷油腔布置在活塞頭部,然后由布置在機體上的活塞冷卻噴嘴將機油高速噴入活塞底部的內冷油腔內,達到活塞冷卻的目的[9-10]。活塞工作時,機油湍流強度增強,會強化機油與活塞內冷油腔的傳熱效果,可有效降低活塞頂部和活塞環岸的溫度。這種冷卻方式機油與活塞內冷油腔壁面接觸時間長,機油利用率較高,活塞冷卻效果更好。
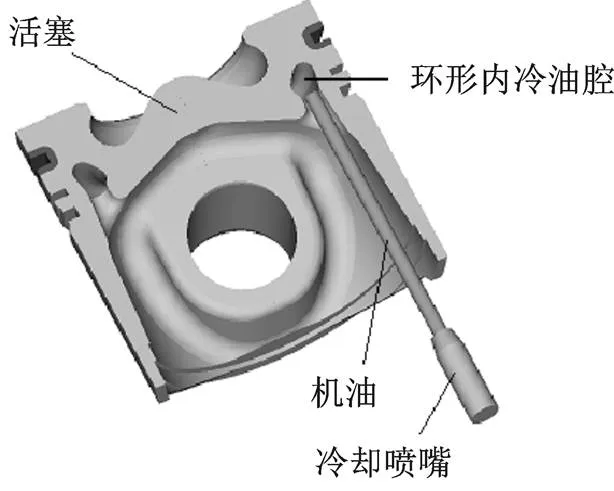
圖2 帶內冷油腔的振蕩冷卻方案
因為活塞的冷卻效果取決于活塞冷卻噴嘴是否按設計要求加工及裝配,因此,本文對活塞冷卻噴嘴的裝配技術進行研究,以保證活塞冷卻噴嘴與活塞內冷油腔準確對中,從而最終保證活塞的冷卻效果。
1 噴嘴打靶試驗
為檢驗噴嘴是否按圖紙要求加工,噴嘴在裝機之前需要先在噴嘴打靶試驗臺上進行打靶試驗(試驗臺組成見圖3),在設定機油溫度下檢測噴嘴的開啟壓力、設定機油壓力下的噴嘴流量以及打靶效率。該種方式雖然無法真實模擬活塞實際運動到上止點時的打靶狀態,但作為一個裝機前的重要檢測項目,可以提前識別加工誤差大的活塞冷卻噴嘴,及時剔除那些打靶效率低及有效流量低的活塞冷卻噴嘴,避免因冷卻不充分而影響活塞壽命。
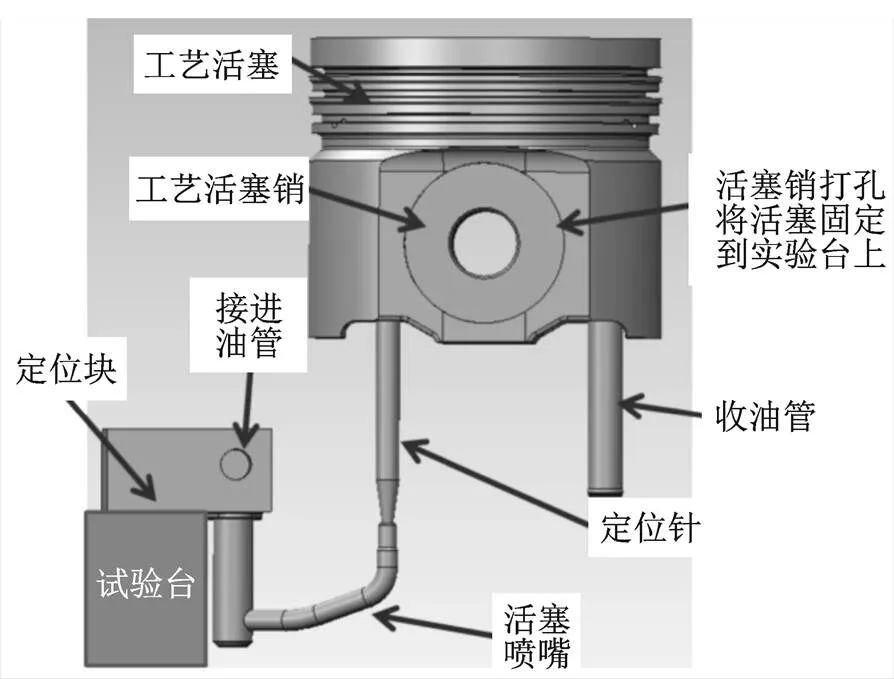
圖3 打靶試驗臺組成
某機型活塞冷卻噴嘴的設計開啟壓力為(150±20)kPa,設計關閉壓力≥100 kPa,壓力機油壓力為400 kPa時的設計流量為(28±1)L/min,且打靶噴入12孔時打靶效率>75%。為了提前評價活塞冷卻噴嘴的實際加工情況,本文選取18個活塞冷卻噴嘴在打靶試驗臺進行測試,表1為該批噴嘴的實際打靶數據,從表1的數據可以看出所有噴嘴的實際流量、實際開啟壓力、實際關閉壓力均滿足圖紙要求,但部分噴嘴的打靶效率低于設計要求75%,需要在裝機前剔除掉打靶效率低于設計要求的噴嘴。
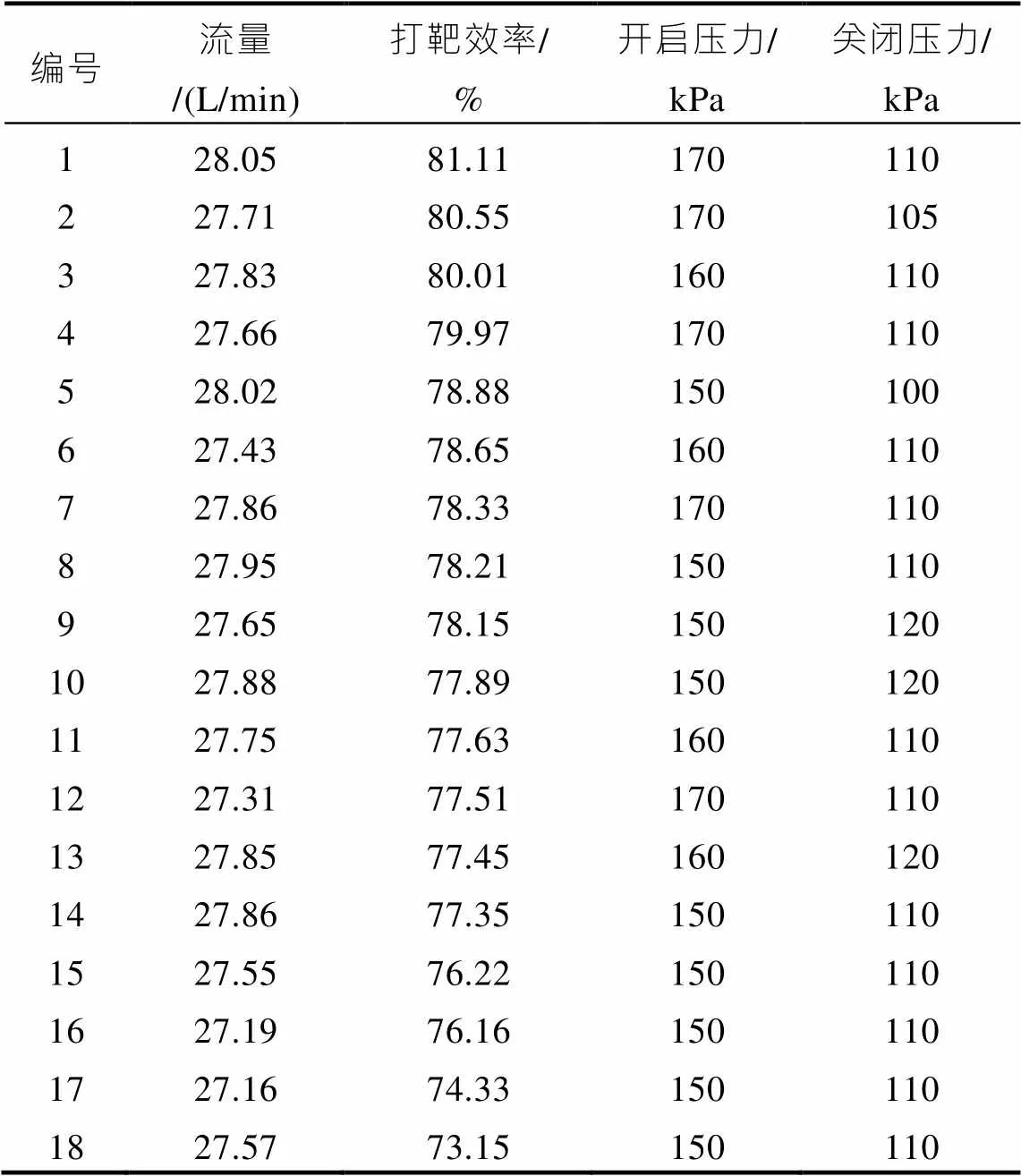
表1 某機型活塞冷卻噴嘴打靶數據
2 活塞冷卻噴嘴定位結構分析
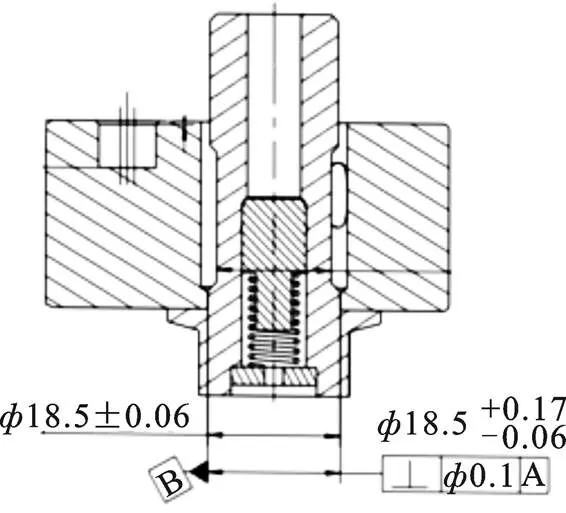
某機型的活塞冷卻噴嘴的定位結構采用定位空心螺栓+圓柱銷來定位,噴嘴體安裝孔尺寸為18.6(+0.05,+0.20)mm,而空心螺栓定位處尺寸為(18.5±0.06)mm,如圖4所示,兩者為間隙配合,理論配合間隙為0.09 mm~0.36 mm;圓柱銷尺寸為6m6,而噴嘴體上銷孔尺寸為(6.15±0.1)mm,兩者也為間隙配合,理論配合間隙為0.038 mm~0.156 mm。兩者的間隙疊加后,噴嘴裝配時無法準確定位,造成的直接影響是噴嘴裝配一致性較差。

圖4 原始活塞冷卻噴嘴尺寸
為了改進活塞冷卻噴嘴的定位問題,將噴嘴體安裝孔尺寸減小為18.5(+0.06,+0.17)mm,如圖5所示,兩者理論配合間隙減小為0 mm~0.26 mm;噴嘴體上安裝圓柱銷處由銷孔改為長槽,同時兩者理論配合間隙減小為0 mm~0.118 mm。
經實際驗證,改進配合間隙后的活塞冷卻噴嘴裝配一致性明顯改善,調整次數減少,單臺機器噴嘴裝配時間由原來的8 h縮短至2 h,裝配效率提升75%。
3 活塞冷卻噴嘴裝配及評價
為了更真實地模擬活塞工作時與活塞冷卻噴嘴的對中情況,可先將活塞冷卻噴嘴按工藝要求擰緊到機體上,盤車使活塞盡量靠近上止點附近,此時活塞冷卻噴嘴與活塞距離最遠,此情況最為苛刻。通過油管將噴嘴與預供油泵連接后,啟動預供油泵,這時機油從機油箱流過機油濾清器后進入預供油泵,最后通過油管進入活塞冷卻噴嘴內,當機油壓力達到噴嘴的設計開啟壓力時,機油從噴嘴噴出,并進入活塞底部的內冷油腔內,此時通過高速攝像機或者人眼觀察活塞底部的內冷油腔入口處狀況,工作原理如圖6所示。
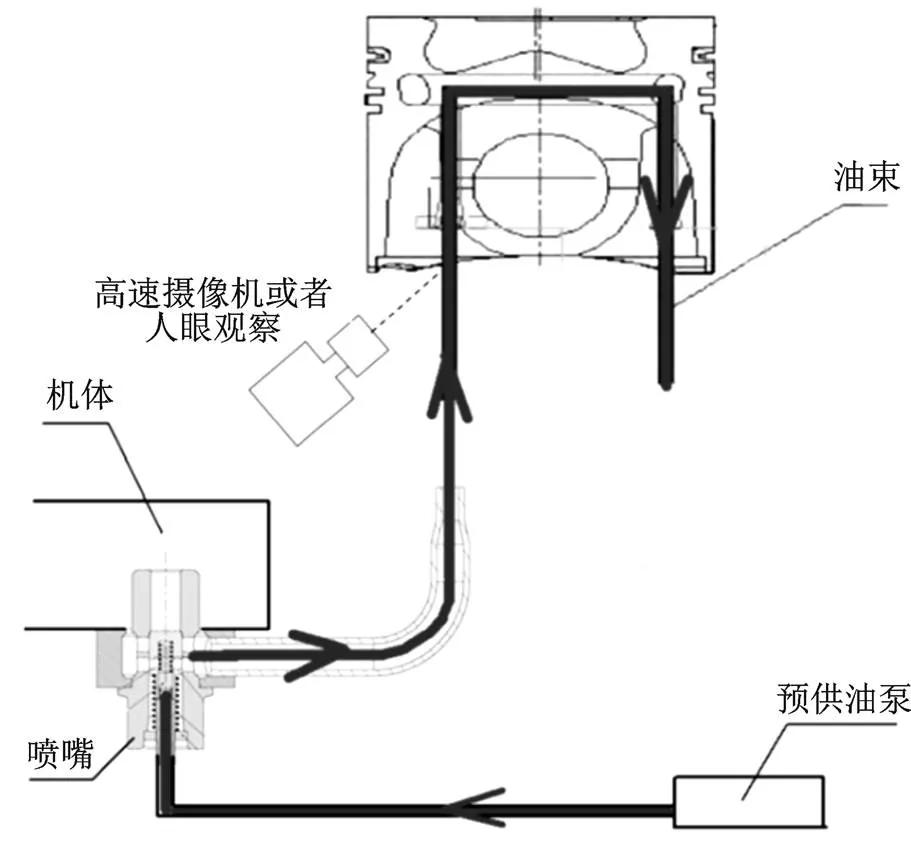
圖6 工作原理圖
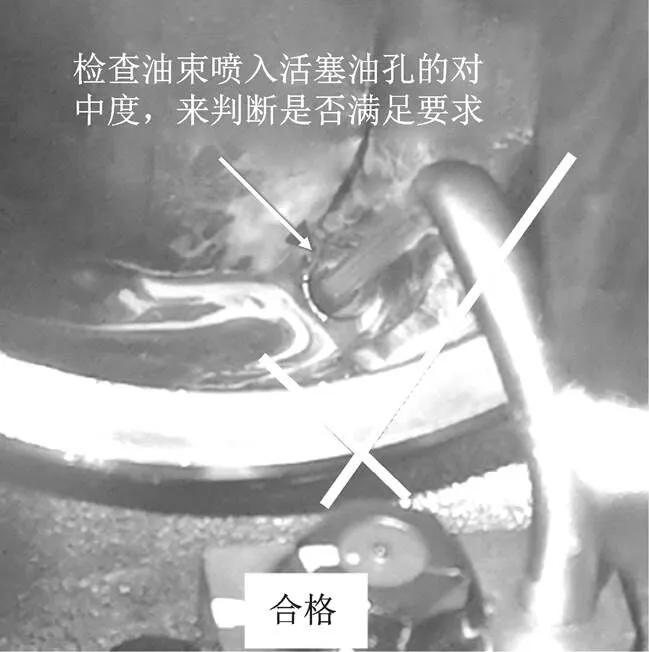
圖7 裝配合格的噴嘴
噴嘴裝配合格與否的判斷標準:正常情況下合格的活塞冷卻噴嘴射出的機油束會完全噴入活塞底部的內冷振蕩油腔內,無機油飛濺的情況(見圖7);異常的活塞冷卻噴嘴噴射出的機油束偏離了活塞底部的內冷振蕩油腔,部分油束噴到了活塞油孔旁邊的壁面上或者活塞底部(見圖8),此時可松開活塞冷卻噴嘴上的空心螺栓,根據剛才觀察的機油束偏離情況反方向調整噴嘴,重新進行對中檢查操作,直至機油束完全噴入活塞底部的內冷振蕩油腔內。
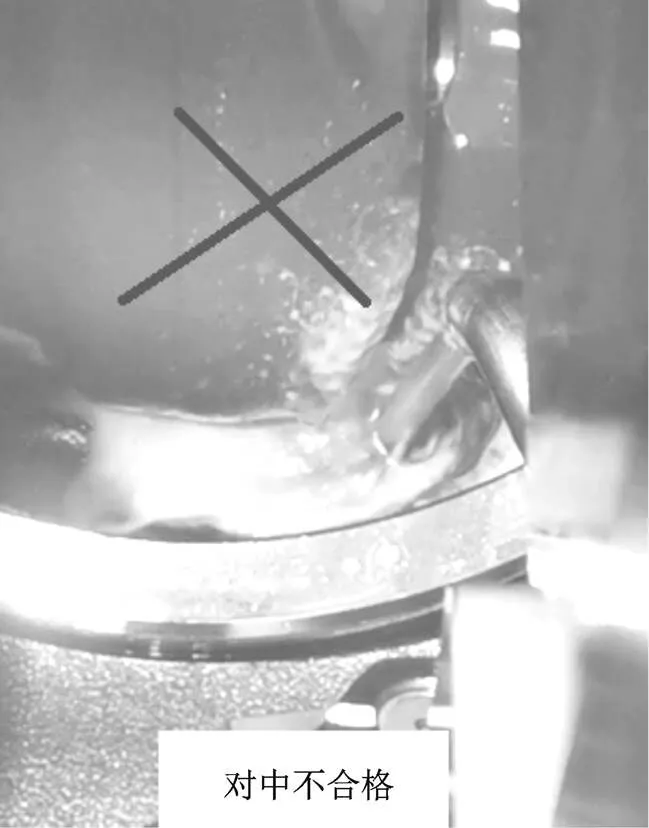
圖8 裝配不合格的噴嘴
4 結論
本文從打靶試驗、優化噴嘴定位結構、噴嘴裝配評價等方面,對活塞冷卻噴嘴的裝配技術進行了系統研究,主要結論如下:
(1)借助打靶試驗臺對噴嘴的設計符合性進行評價,可極大地減少不合格噴嘴誤裝到發動機上的風險。
(2)通過優化活塞冷卻噴嘴的設計,合理減小噴嘴的配合間隙,以此來減少噴嘴安裝時的調整次數,可極大地提高噴嘴的裝配效率。
(3)通過裝配時采用預供油泵在發動機上進行實際打靶,可準確評價噴嘴與活塞的對中情況,減少因冷卻不充分導致的一系列活塞故障。
[1] 劉超.低速二沖程柴油機活塞熱負荷流固耦合分析[D].大連:大連理工大學,2017.
[2] 吳士軍,葉飛,劉斌,等.柴油機活塞熔頂失效分析[J].內燃機與動力裝置,2021, 38(5):101-105.
[3] 牛曉曉,聶志斌,張祥臣,等.基于熱機耦合的某型柴油機活塞應力及疲勞分析[J].內燃機,2021(2):16-20.
[4] 陳國爭,張衛正,原彥鵬,等.活塞隔熱性能有限元分析及試驗驗證[J].北京理工大學學報,2021,41(6): 603-610.
[5] 呂行,馮立巖,劉超.低速二沖程柴油機活塞振蕩冷卻數值模擬分析[J].船舶工程,2019,41(S1):134-137.
[6] 吳東,楊運平.柴油機活塞冷卻油道優化與改進[J].內燃機與動力裝置,2017,34(3):37-40.
[7] 周毅,雷基林,鄧晰文,等.基于不同熱障涂層組合的活塞傳熱與結構強度研究[J].機械設計,2020,37(12): 28-36.
[8] 耿澤偉.高強化活塞內冷油腔振蕩冷卻效果研究[D].石家莊:河北科技大學,2017.
[9] 吳志明,明平劍.活塞環形油腔振蕩冷卻周向換熱特性研究[J].內燃機學報,2018,36(4):360-368.
[10] 周曉燕.船用低速柴油機活塞冷卻與熱機耦合分析[D].哈爾濱:哈爾濱工程大學,2017.
Research on Assembly Technology of Piston Cooling Nozzle
LI Jiangnan, SU Zengrong, ZHANG Yangyang, SHAO Qing, LI Yonggang, ZHANG Dongsheng
( Weichai Power Company Limited, Weifang 261061, China )
Piston cooling nozzle is the key part of the engine, its own machining quality and assembly accuracy directly affect the reliability of the piston, and it has a very important role in the life of the engine. In order to identify the possible machining quality problems and assembly accuracy problems of piston cooling nozzles in advance, an intuitive and accurate assembly method of piston cooling nozzles is studied from the aspects of nozzle shooting, positioning structure and assembly process control, which could effectively identify the possible machining quality problems and assembly accuracy problems in the assembly stage. lt can greatly reduce the problem of engine cylinder pulling caused by insufficient piston cooling.
Piston cooling nozzle; Engine parts; Assembly accuracy; Quality of processing
U464
A
1671-7988(2022)24-90-04
U464
A
1671-7988(2022)24-90-04
10.16638/j.cnki.1671-7988.2022.024.016
李江南(1987—),男,碩士,高級工程師,研究方向為內燃機設計,E-mail:lijiangn@weichai.com。