基于自動飛行的大工件平面尺寸測量方法*
2023-01-06 05:43:56嚴桂林洪漢玉章秀華邵洋吳裕強
計算機與數(shù)字工程 2022年10期
關鍵詞:測量
嚴桂林洪漢玉章秀華邵 洋吳裕強
(1.武漢工程大學光學信息與模式識別湖北省重點實驗室 武漢 430205)
(2.武漢工程大學電氣信息學院 武漢 430205)
1 引言
隨著工業(yè)技術(shù)的高速發(fā)展,工件平面尺寸測量已成為工業(yè)生產(chǎn)中的一個重要環(huán)節(jié),大工件在現(xiàn)代制造業(yè)中被廣泛應用于工業(yè)、農(nóng)業(yè)機械、航天航空各個領域中[1~4]。傳統(tǒng)人工測量使用專門定制的零件尺寸標準模板來進行對比,或者借助千分尺、游標卡尺等工具進行尺寸或形位誤差的測量[5~6]。這種方法比較直觀,但人工勞動成本高、測量精度穩(wěn)定性差、檢測實時性不強,由于人工測量方法大多數(shù)屬于接觸式測量,因此還存在容易造成被測部件劃傷、損壞等缺點[7~9]。視覺檢測方法由于具有非接觸性、靈活性高、執(zhí)行速度快、自動化率高、精度高等特點,所以越來越多地被應用在現(xiàn)代工業(yè)檢測中[10~12]。
對于大工件平面尺寸測量,F(xiàn)an等[13]提出了一種基于視覺的軸類零件測量系統(tǒng),由于測量工件較小,相機視場可以包含整個工件,但無法對大工件尺寸進行測量。為了對大尺寸工件進行測量,Zhu等[14]采用斜光學三角測量結(jié)構(gòu)大大增加了測量系統(tǒng)的測量面積和分辨率。Xiao等[15]針對工件直線度和圓度的實時測量提出了一種錐形旋壓工件尺寸精度在線測量方法,對錐形旋壓工件進行整體測量,只需要處理單張圖像,雖然在時間上會很快,處理起來也相對簡單,但準確性與精度較低。Xiang等[16]針對大型汽車剎車片提出了一種基于雙攝像頭機器視覺系統(tǒng),由于工件較大,需要通過左右相機獲取剎車片左右邊緣的連續(xù)圖像進行尺寸測量,系統(tǒng)設計較為復雜。為了對大工件進行局部尺寸測量,Milad等[17]提出了一種啟發(fā)式分割方法,采用機器學習的方式實現(xiàn)了玻璃瓶不同尺寸特征的自動測量,前期建立訓練模型需要耗費大量時間,且測量對象較為單一。
為了滿足大工件測量精度的要求,本文選取相機的像元尺寸較小,分辨率較大,導致相機視場無法包含整個工件。針對相機視場大小的限制,單張圖像難以完成大工件尺寸參數(shù)測量的問題,提出一種基于形狀分解的大工件自動飛行測量方法,對大工件平面進行測量。基于形狀分類與視場大小對大工件形狀進行分解,利用雙遠心鏡頭進行圖像采集,相比于普通鏡頭,雙遠心鏡頭在特定的物距范圍內(nèi)保持恒定的放大倍數(shù),不隨工作距離變化而變化,視差小,低失真,更適合于尺寸測量的應用[18~20]。然后采用過零點特征提取輪廓、輪廓擬合實現(xiàn)大工件平面尺寸測量。
2 大工件視覺測量系統(tǒng)
2.1 測量系統(tǒng)描述
針對大工件尺寸測量的精度與效率要求,所設計的測量系統(tǒng)由高精度的視覺系統(tǒng)和三軸運動控制系統(tǒng)組成,其中視覺系統(tǒng)硬件包括相機、光源、鏡頭,三軸運動控制系統(tǒng)由控制器、直流電機、軸驅(qū)動器、軸等組成,系統(tǒng)示意圖如圖1所示。
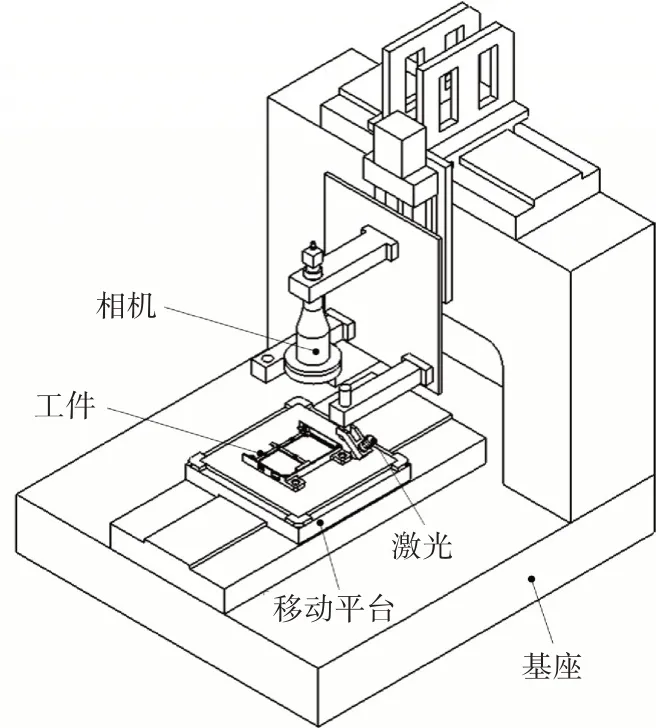
圖1 測量系統(tǒng)模型圖
2.2 基于形狀分解的自動飛行測量方法
本文針對大工件尺寸測量提出了一種基于形狀分解的自動飛行測量方法,對于相機視場無法包含整個大工件,大工件的局部待測形狀不在一個視場內(nèi)以及復雜形狀的測量,通過形狀特征分解對其進行飛行測量,從而實現(xiàn)對整個大工件的尺寸測量。飛行測量方法如下:
第1步:對大工件各待測形狀進行分類,如圓、矩形、弧等簡單形狀;圓角矩形,直槽口等復雜形狀。
第2步:定位到待測量特征形狀位置,若該特征形狀大于相機視場以及為復雜形狀,轉(zhuǎn)到第四步。
第3步:根據(jù)位置不同的特征形狀設置相應的圖像算法的參數(shù),并對測量對象進行編號。
第4步:對于復雜形狀以及大于相機視場的形狀,將目標形狀分解為一些互不相交的基元,對分解后的基元設置相應的圖像算法參數(shù),如將矩形分解為四條邊分別進行測量;將直槽口分解為兩條邊以及兩個半圓分別進行測量。
第5步:對第四步中形狀各基元分別測量得到的參數(shù)進行組合得到整個形狀的測量參數(shù),并對該大工件圖形進行編號。
第6步:選取余下待測特征區(qū)域,重復上述步驟1~3即可完成整個工件的飛行測量。
形狀分解過程如圖2所示。首先將待測形狀分為基本形狀與復雜形狀,對小于相機視場的基本形狀直接進行輪廓提取與擬合得到待測形狀參數(shù)結(jié)果。對于復雜形狀以及大于相機視場的基本形狀,將目標形狀分解為一些互不相交的基元,對分解后的基元分別進行輪廓提取后,再對提取的全部輪廓進行輪廓擬合,從而得到待測形狀參數(shù)結(jié)果。
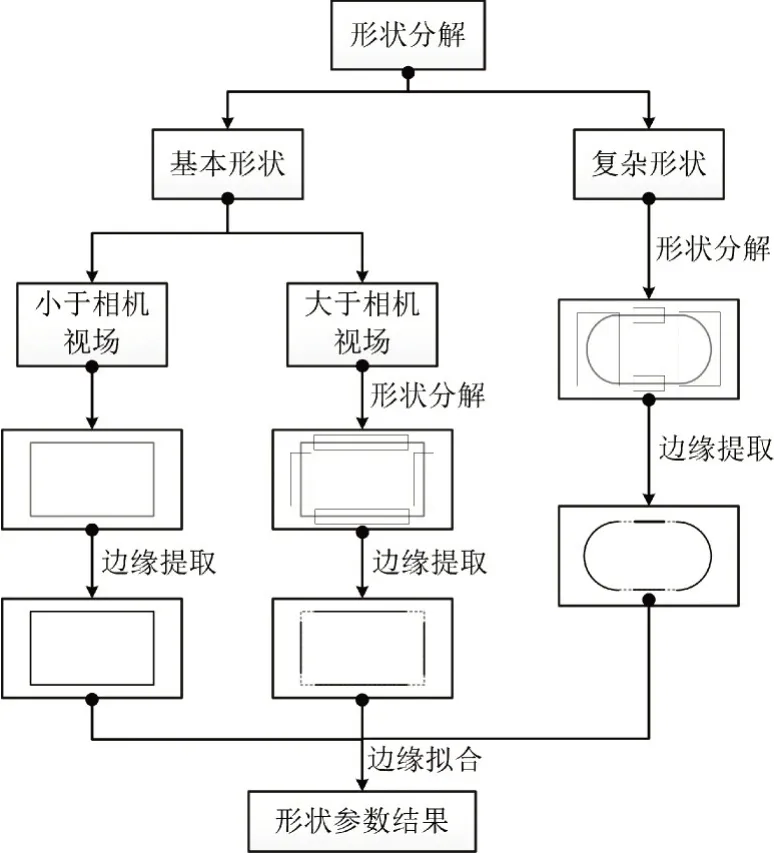
圖2 形狀分解流程圖
3 大工件平面尺寸測量
對于大工件平面尺寸的測量,輪廓的精確提取是至關重要的。本文中,根據(jù)飛行測量設置的采集路徑逐步采集大工件局部圖像,采用基于過零點特征的方法準確提取目標輪廓,再對輪廓進行參數(shù)擬合,實現(xiàn)對大工件平面尺寸的測量。
3.1 基于過零點的圖像輪廓線精確提取方法
由光學原理可知,目標成像存在著孔徑模糊,導致目標與背景成像時存在著過渡區(qū),如圖3(a)所示。目標與背景理論分界點的二階導數(shù)為零,稱為過零點。顯然,過零點是我們要提取的理論邊界點。
為了便于理論輪廓線的提取,定義如下:
定義1:過零點對。圖像目標與背景過渡區(qū)的法截面線上,由背景區(qū)域過渡到目標區(qū)域時稱為左過零點,目標區(qū)域過渡到背景區(qū)域時稱為右過零點,左,右過零點組成過零點對。過零點對如圖3(b)所示。
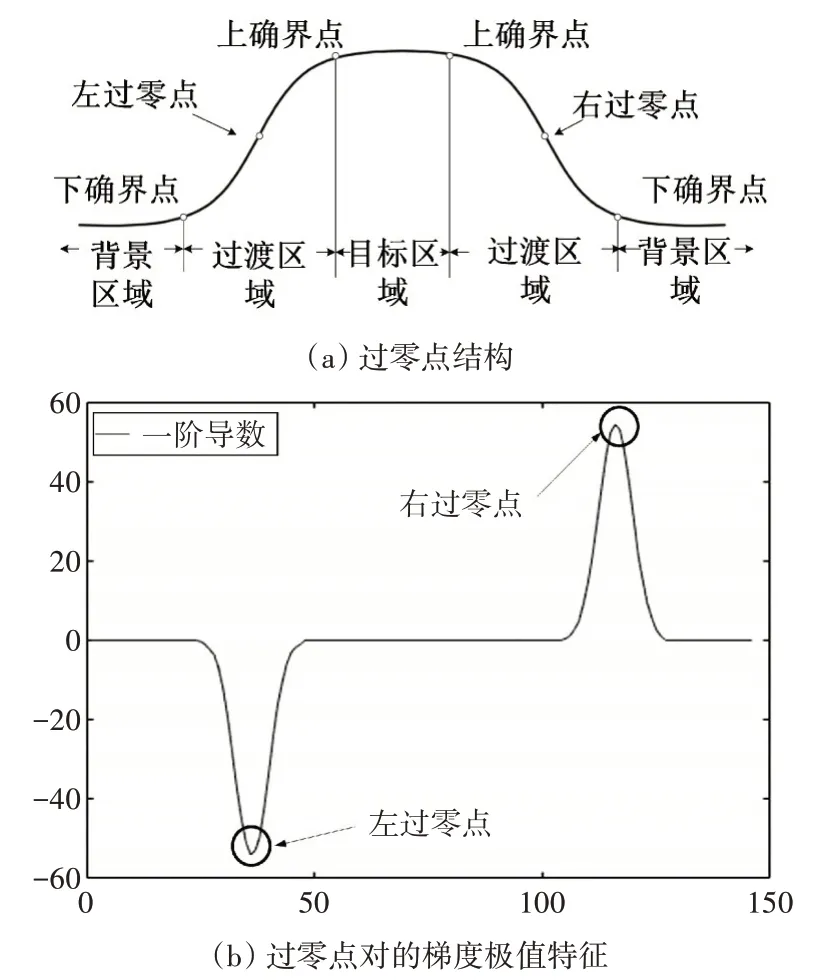
圖3 過零點示意圖
定義2:上下確界點。以過零點為中心,上確界點為目標與過渡區(qū)的交界點。下確界點為背景與過渡區(qū)的交界點。
定義3:理論輪廓線。一系列的連續(xù)的過零點構(gòu)成了目標與背景的理論輪廓線。
現(xiàn)有邊緣提取方法在提取圖像輪廓時一般不能準確地提取到理論邊界點。如圖4所示,過零點提取邊界點為B點,是理論邊界點。現(xiàn)有的方法在基于圖像的視覺測量時,會出現(xiàn)很大誤差,如canny算子提取邊界點提取到圖4所示的B'點,相對理論邊界點有一定的偏移。
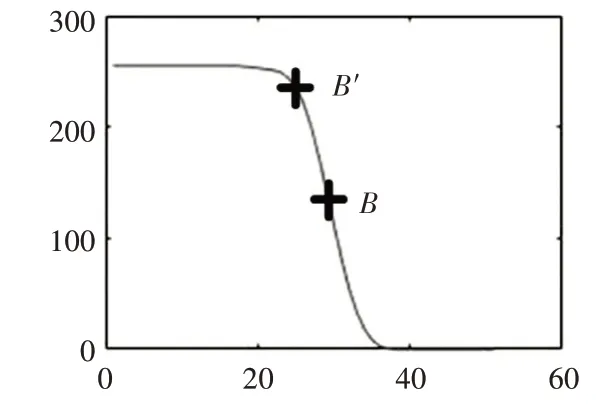
圖4 邊界點提取對比
本文采用過零點結(jié)構(gòu)性特征提取理論輪廓線。主要包括以下三個步驟。
第一步:利用向前差分計算,將包含目標圖像投影到梯度空間中。向前差分計算公式為

第二步:利用過零點對(左過零點,右過零點),一階導數(shù)的最大值和最小值及結(jié)構(gòu)性特征(點對,上確點,下確點等),準確提取過零點。
第三步:利用過零點的連續(xù)性,對提取的系列過零點進行檢查和位置精化調(diào)整,由此提取具有連續(xù)性的理論輪廓線。
采用canny算子與過零點方法對大工件圓形進行輪廓提取,結(jié)果如圖5所示。
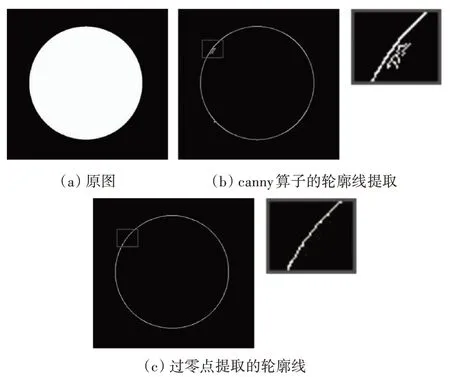
圖5 輪廓線提取對比
由式(1)可知,過零點差分提取方法只有加減運算,沒有乘除運算,計算量少,相比canny輪廓提取方法,速度提升了10倍左右。如圖4所示,基于過零點提取的邊界點準確性更高。如圖5所示,基于過零點提取的輪廓線相比于通過canny算子提取的輪廓線連續(xù)性更好。由此可見本文提出的基于過零點的圖像輪廓線精確提取方法,提取過程容易,計算復雜度低,提取精度高,同時提取的過零點具有連續(xù)性和單像素寬。
3.2 基于輪廓擬合的形狀參數(shù)測量方法
測量工件內(nèi)有圓、直線、矩形、直槽口、圓角矩形等特征形狀。本文對直線與圓弧的參數(shù)擬合測量方法進行敘述,其他形狀結(jié)構(gòu)擬合方法類推。
1)直線參數(shù)擬合測量方法
通過最小二乘擬合直線,直線擬合示意如圖6所示。

圖6 直線擬合示意圖
設直線方程為

如圖6所示,P1,P2,…,Pn為擬合直線時的輪廓點,設誤差函數(shù)為

求其極值,對a,b進行偏導,則有:
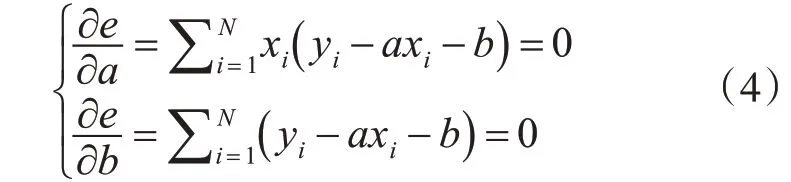
對式(4)進行化簡可得:

對式(6)進行計算求出直線a,b參數(shù):

2)圓參數(shù)擬合測量方法
通過最小二乘對圓進行擬合,對半徑及圓心進行計算,圓的擬合示意圖如圖7所示。
設圓方程為

如圖7所示,P1,P2,…,Pn為擬合圓時的輪廓點,設誤差函數(shù)為

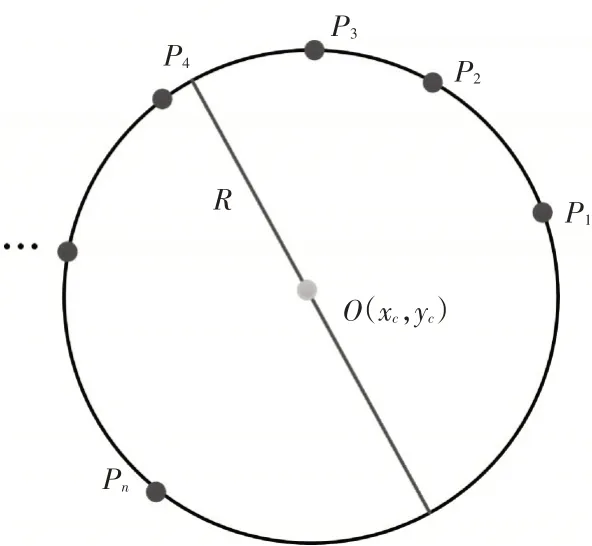
圖7 圓擬合示意圖
其中(xc,yc)為圓心、R為半徑。令S表示輪廓點的平方誤差,其形式為
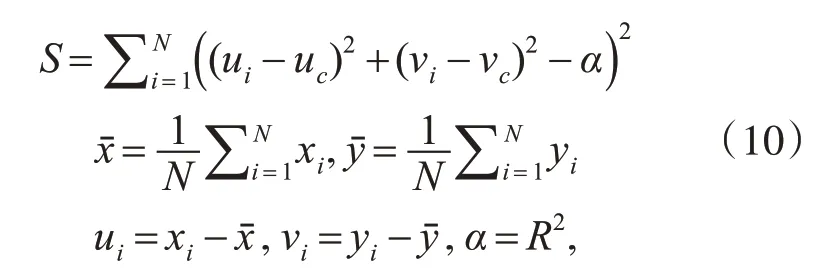
對S求極值,對α,uc,vc求偏導,則有:
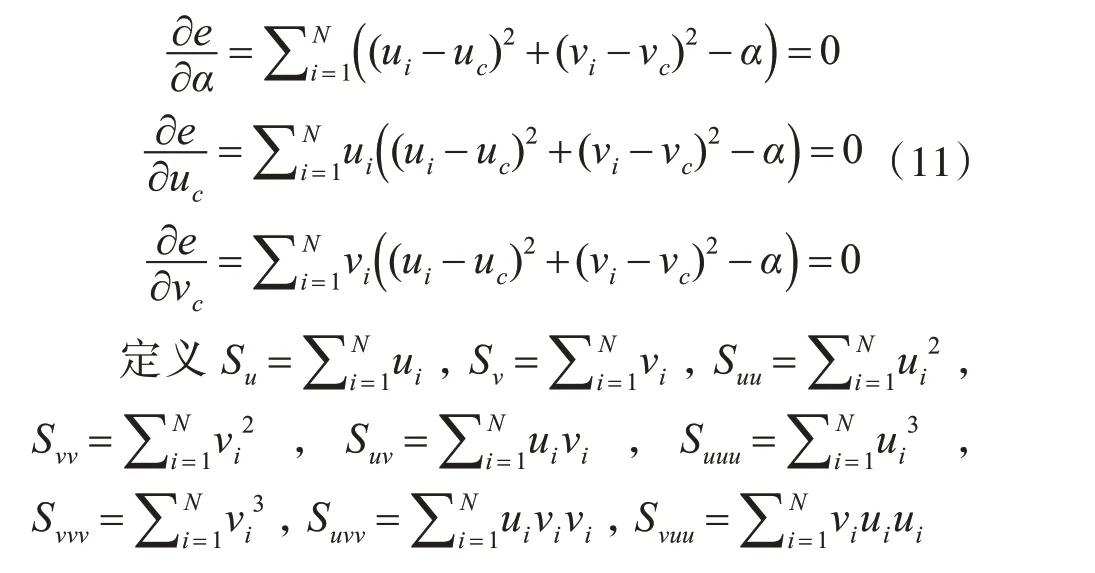
對式(11)化簡可得:
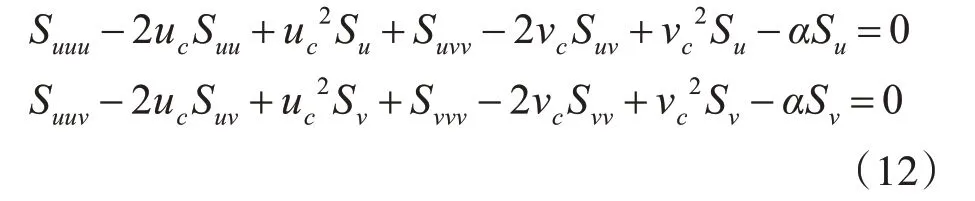
當Su,Sv為0時,式(12)可以簡化為
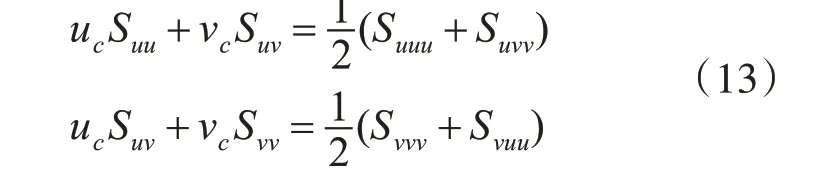
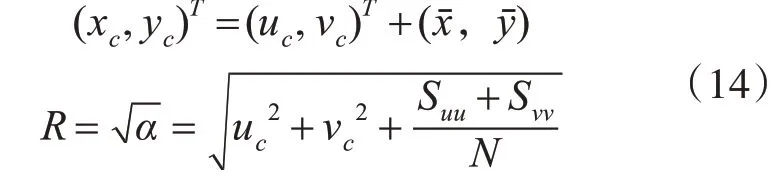
當SuuSvv-Suv2不為0時,通過式(13)可以得到(uc,vc),則相應圓的參數(shù)圓心(xc,yc)與半徑R為
4 實驗結(jié)果與分析
視覺測量系統(tǒng)實物如圖8所示,本文選取大恒水星系列的MER-502-79U3C高精度工業(yè)相機,分辨率為2448×2048,像素尺寸為3.45μm×3.45μm;選取平行光源作為底光,環(huán)形光源作為頂光,更好地展現(xiàn)待測工件表面信息。選取雙遠心鏡頭,放大倍數(shù)恒定,不隨工作距離變化而變化,視差小,低失真。
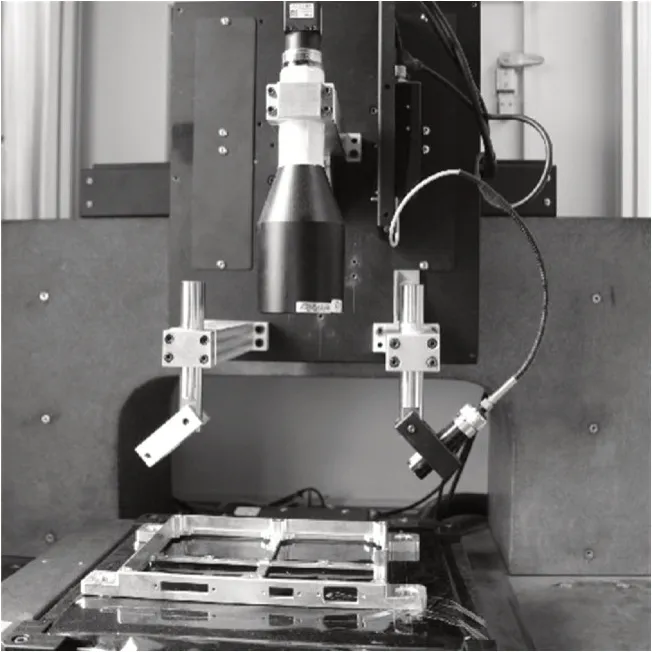
圖8 系統(tǒng)實物圖
采用文中測量方法,對大工件各部位進行了大量的平面尺寸測量實驗,驗證方法的可靠性和測量精度。本文測量工件如圖9所示。

圖9 本文測量工件實物圖
對圓、圓弧、平行線間距、直槽口、圓角矩形的測量參數(shù)結(jié)果在圖像中進行工程制圖式尺寸標記,如圖10所示,尺寸標記基本符合工程制圖規(guī)范。

圖10 平面圖形工程制圖尺寸標記結(jié)果
將采集的大工件特征圖形進行標號,其中A、B、C、D、E、F表示整個拼接待測工件的部分圖形,標號關系如圖11所示。從大工件中選取了幾個具有代表性的圓、平行線間距,圓心距、圓弧等進行了測量,測量結(jié)果如表1所示。從系統(tǒng)測量結(jié)果和實際尺寸對比可以看出,大工件平面尺寸測量絕對誤差在0.05mm以內(nèi),滿足測量要求。
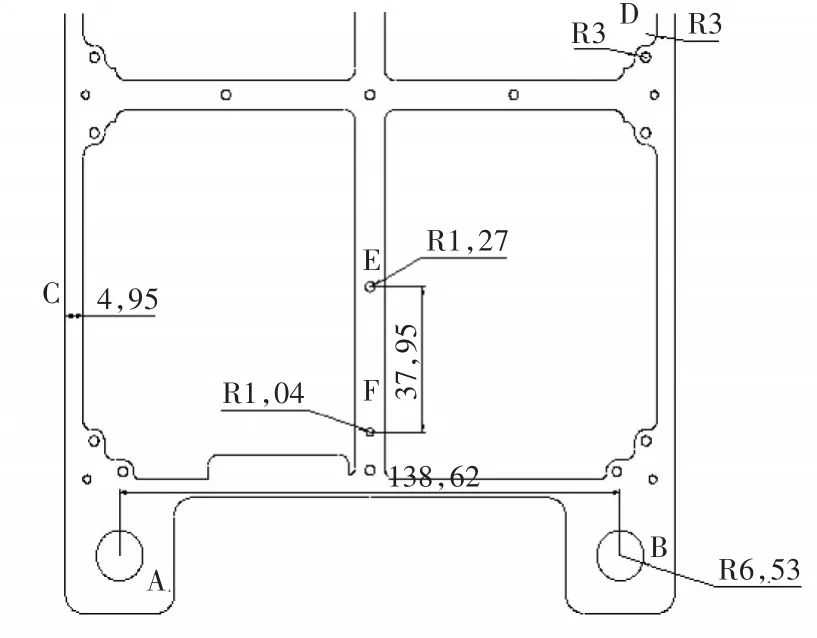
圖11 大工件平面圖形尺寸測量標號圖

表1 工件平面圖形尺寸測量結(jié)果/mm
5 結(jié)語
本文提出了一種自動飛行的大工件平面尺寸測量方法。該方法基于形狀分類與視場大小對大工件進行飛行測量路徑規(guī)劃,再利用雙遠心鏡頭進行圖像采集,然后采用過零點特征提取輪廓、輪廓擬合實現(xiàn)大工件平面尺寸測量。解決了現(xiàn)有方法測量速度慢、精度低的問題。本文方法魯棒性強,適應性好。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數(shù)理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
