電弧微鑄鍛增材制造AlMgSc合金縱扭復(fù)合超聲振動干銑削加工特性研究
2023-01-05 10:12:44韓光超楊家凱葉澤玖徐林紅張海鷗楊海濤
中國機(jī)械工程 2022年24期
韓光超 楊家凱 葉澤玖 徐林紅 張海鷗 楊海濤
1.中國地質(zhì)大學(xué)(武漢)機(jī)械與電子信息學(xué)院,武漢,4300742.華中科技大學(xué)機(jī)械科學(xué)與工程學(xué)院,武漢,4300743.中國地質(zhì)大學(xué)深圳研究院,深圳,518057
0 引言
高強(qiáng)鋁合金由于具有良好的抗疲勞、抗輻射、抗氧化和耐腐蝕性能,被廣泛應(yīng)用于制造航空類零件。采用金屬增材制造工藝制備的高強(qiáng)鋁合金目前已應(yīng)用于燃料泵、輪轂等航空結(jié)構(gòu)件的制造[1]。鋁合金增材制造工藝的研究也受到廣泛關(guān)注。MASKERY等[2]對選區(qū)激光熔化(selective laser melting, SLM)成形AlSi10Mg鋁合金的孔隙率進(jìn)行研究,通過改變掃描策略獲得了質(zhì)量最佳的AlSi10Mg試樣,發(fā)現(xiàn)AlSi10Mg零件的機(jī)械性能主要取決于微觀組織和孔隙率。趙曉明等[3]研究了SLM制備的AlSi10Mg鋁合金組織和性能之間的關(guān)系,發(fā)現(xiàn)SLM制備的AlSi10Mg合金組織致密、晶粒細(xì)小、力學(xué)性能優(yōu)于傳統(tǒng)鑄造AlSi10Mg零件。COLEGROVE等[4]將冷軋工藝引入電弧增材過程中,當(dāng)電弧沉積層溫度下降至常溫后,對沉積層施加冷軋變形,可以降低成形金屬的殘余應(yīng)力并細(xì)化晶粒尺寸。ZHANG等[5]提出電弧微鑄鍛增材制造工藝,將熱軋與電弧增材制造耦合起來,采用微型軋輥對電弧沉積層進(jìn)行熱軋,能同步實(shí)現(xiàn)電弧增材與熱軋變形,使其晶粒細(xì)化,得到傳統(tǒng)鍛造很難得到的均勻等軸細(xì)晶,實(shí)現(xiàn)了高強(qiáng)鋁合金鍛件的超短流程、低能耗、低成本的綠色制造。
金屬增材制造雖然能夠生產(chǎn)傳統(tǒng)制造難以成形的復(fù)雜零件,然而與傳統(tǒng)機(jī)械加工相比,增材制造零件的幾何精度和表面質(zhì)量較差,需要在增材制造過程中或增材制造完成后復(fù)合減材加工工藝,才能實(shí)現(xiàn)復(fù)雜內(nèi)部型腔的并行制造或提高金屬零件的表面質(zhì)量和尺寸精度[6]。陳曦等[7]研究了銑削路徑及銑削參數(shù)對SLM成形316L不銹鋼工件表面粗糙度的影響,為不銹鋼復(fù)雜構(gòu)件在增減材制造中銑削參數(shù)的選擇提供了合理模型。ZIMMERMANN等[8]對激光基粉末床熔合(laser-based powder bed fusion, L-PBF) 成形后的 AlSi10Mg合金進(jìn)行銑削加工,研究了普通材料和L-PBF制備的AlSi10Mg合金在切屑形態(tài)、切削力、表面形貌和毛刺形成等方面的差異。SARTORI等[9]研究了電子束熔融(electron beam melting,EBM)、直接金屬粉末激光燒結(jié)(direct metal laser sintering, DMLS)、熱處理DMLS以及鍛造件的TC4鈦合金增材件的銑削加工特性,指出4種工藝加工的材料由于微觀組織的不同導(dǎo)致的物理、力學(xué)性能差異是造成銑削表面完整性和刀具磨損不同的主要原因。
超聲振動輔助銑削由于在銑削加工中可實(shí)現(xiàn)銑刀和工件的周期性高頻分離,并有效改善金屬材料的切削加工性能,而被廣泛應(yīng)用于難加工金屬材料的成形加工[10]。趙波等[11]對TC4鈦合金進(jìn)行超聲銑削試驗(yàn)研究,結(jié)果表明超聲振動有利于表面形成微織構(gòu)、減小切削力、減緩刀具磨損、提高殘余壓應(yīng)力值。劉佳佳等[12]研究了鈦合金高速超聲橢圓振動銑削中超聲振幅和加工參數(shù)對銑削特性的影響,結(jié)果顯示,高速超聲橢圓振動銑削相較于普通銑削,切削力可減小20%~30%。程博[13]對SLM成形的馬氏體時效鋼18Ni300干銑削加工特性進(jìn)行研究,結(jié)果表明,軸向超聲振動可減小銑削力、刀具磨損量和表面粗糙度。
目前對金屬增減材復(fù)合制造的研究主要集中于以激光為熱源的金屬增減材制造,且多是對增材成形后的金屬材料進(jìn)行切削加工研究,目前還未見在金屬電弧增材成形過程中復(fù)合超聲干銑削加工的研究報道。本文采用華中科技大學(xué)開發(fā)的電弧微鑄鍛增材制造工藝制備AlMgSc合金,對微鑄鍛成形AlMgSc合金進(jìn)行超聲復(fù)合干銑削加工試驗(yàn),研究銑削工藝參數(shù)(主軸轉(zhuǎn)速n、進(jìn)給速度vf、切削寬度ae、切削深度ap)和縱扭超聲振動對切削力、表面形貌、加工硬化和刀具磨損等特性的影響規(guī)律,為微鑄鍛銑復(fù)合增材制造的高效一體化成形提供理論支持。
1 試驗(yàn)條件與試驗(yàn)方案
1.1 試驗(yàn)材料
超聲復(fù)合干銑削試驗(yàn)的加工材料為5B70鋁合金基板,以及在5B70鋁合金基板上采用AlMgSc絲材電弧微鑄鍛增材制造工藝和常規(guī)電弧增材制造工藝所制備的高強(qiáng)鋁合金試塊。電弧微鑄鍛增材制造工藝采用鑄鍛結(jié)合的成形方式,在電弧成形金屬材料的半凝固/剛凝固微區(qū)對其進(jìn)行同步連續(xù)微鍛造,使其晶粒細(xì)化, 從而改善增材制造金屬零件的成形質(zhì)量及成形件形貌[5]。AlMgSc絲材的化學(xué)成分如表1所示,5B70鋁合金的化學(xué)成分如表2所示。試驗(yàn)材料及材料特性見圖1。電弧增材制造試塊的尺寸為150 mm×24 mm×90 mm,如圖1a所示,其中左側(cè)試塊為電弧微鑄鍛增材成形的鋁合金試塊,右側(cè)為常規(guī)電弧增材成形的試塊。
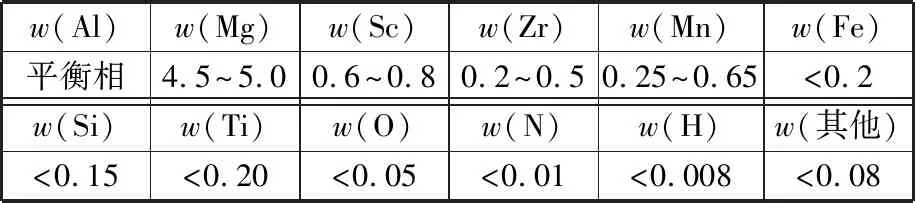
表1 AlMgSc合金絲材化學(xué)成分(質(zhì)量分?jǐn)?shù))
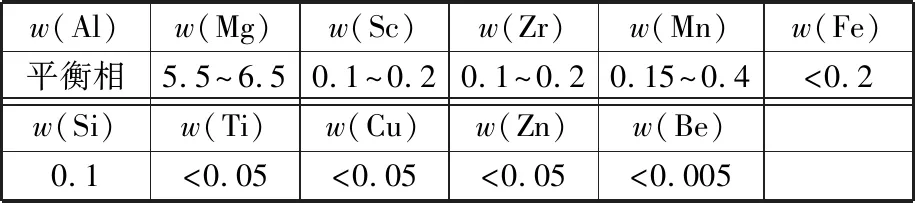
表2 5B70鋁合金化學(xué)成分(質(zhì)量分?jǐn)?shù))
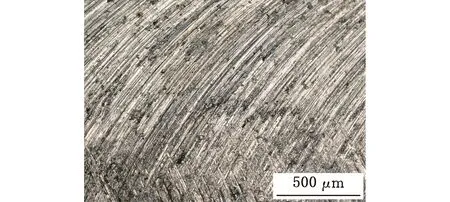
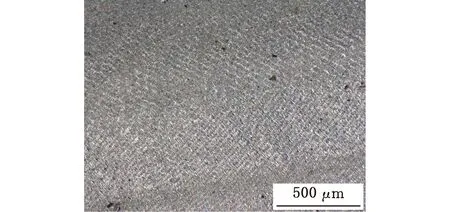
采用Nikon MA100N顯微鏡對三種試樣的微觀組織進(jìn)行觀測,使用Kroll試劑(HF、HNO3、HCl、H2O的體積比為1∶1.5∶2.5∶95),腐蝕時間30 s,制備的試樣金相組織如圖1b、圖1d、圖1e所示。采用HUAYIN HV-1000Z型顯微硬度計、島津電子萬能試驗(yàn)機(jī)對試樣的顯微硬度、抗拉強(qiáng)度和屈服強(qiáng)度等力學(xué)性能進(jìn)行檢測。顯微硬度計保壓壓力1 N,保荷時間10 s;拉伸試驗(yàn)的試樣標(biāo)距為25 mm,寬度為8 mm,厚度為2 mm,拉伸速度為0.525 mm/min,檢測結(jié)果如圖1f所示。結(jié)果表明,電弧微鑄鍛增材制造鋁合金、普通電弧增材制造鋁合金和5B70鋁合金的平均硬度分別為HV126、HV118和HV98。電弧增材制造鋁合金比鋁合金基板材料的晶粒更為均勻,晶粒尺寸更小,而微鑄鍛增材制造鋁合金存在更加明顯的晶粒細(xì)化現(xiàn)象,形成晶粒尺寸細(xì)小的等軸晶,并且在軋制后析出具有黑色方形邊框、內(nèi)部白色的第二相粒子,如圖1c所示。第二相粒子可以與基體成共格或者非共格關(guān)系,從而阻礙位錯的運(yùn)動,形成第二相強(qiáng)化。這也導(dǎo)致增材制造的鋁合金比常規(guī)鍛造的鋁合金有更高的硬度和強(qiáng)度;微鑄鍛增材制造比常規(guī)增材制造鋁合金的硬度和強(qiáng)度更高。
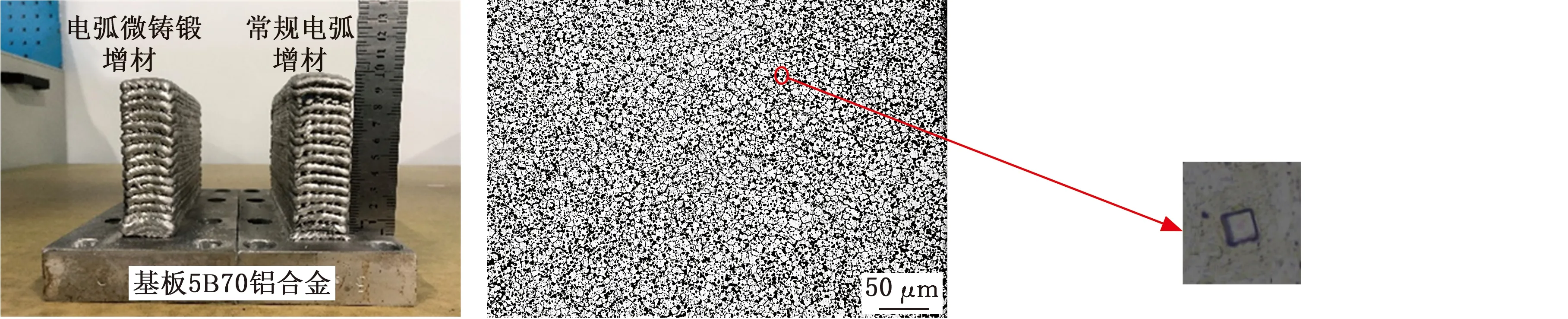
(a)5B70鋁合金基板和不同增材制造工藝制備的AlMgSc合金試樣 (b)電弧微鑄鍛增材制造鋁合金微觀組織金相圖 (c)第二相粒子
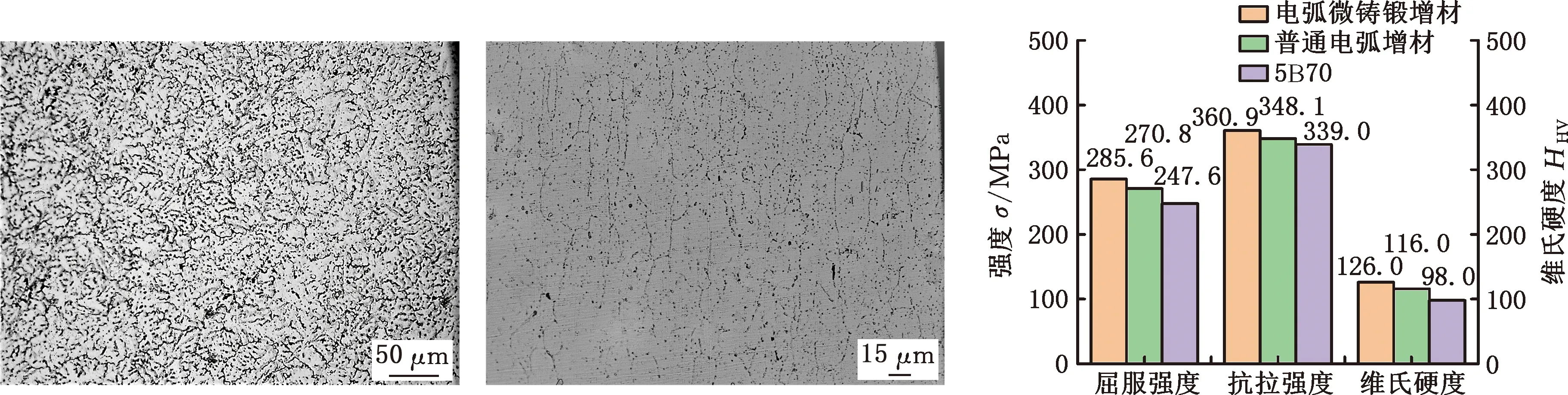
(d)電弧增材制造鋁合金微觀組織金相圖 (e)5B70鋁合金微觀組織金相圖 (f)三種試驗(yàn)材料硬度、強(qiáng)度對比圖1 試驗(yàn)材料及材料特性
1.2 試驗(yàn)設(shè)備與方案
銑削試驗(yàn)裝置包括VMC1000B加工中心、縱扭復(fù)合超聲振動刀柄和超聲電源(超聲裝備均由深圳青鼎裝備有限公司提供)。將超聲刀柄直接安裝到加工中心主軸上,并采用UMSMT-20超聲電源驅(qū)動。切削加工過程中采用Kistler的9257B三向測力儀和5070A多通道電荷放大器對切削力進(jìn)行檢測,采用巨哥電子MAG32HT紅外測溫儀對銑削過程的溫度變化進(jìn)行監(jiān)測,超聲干銑削試驗(yàn)裝置如圖2所示。銑削刀具為國刃精工3刃硬質(zhì)合金立銑刀,直徑為6 mm,根據(jù)超聲刀柄的振動特性,刀具的懸伸長度設(shè)定為40 mm,超聲刀柄的工作頻率為20 kHz。為了實(shí)現(xiàn)超聲刀柄的穩(wěn)定工作,采用KEYENCE激光測振儀對超聲電源輸出功率為30%時的刀具超聲振幅進(jìn)行檢測,得到刀具末端超聲振幅為5.2 μm。工件銑削加工后的表面形貌采用Hirox RX-100型超景深顯微鏡進(jìn)行觀測。表面粗糙度使用寶棱JB-6C粗糙度輪廓儀進(jìn)行檢測。采用單因素法進(jìn)行銑削加工試驗(yàn),研究不同加工參數(shù)和銑削模式對三種鋁合金材料銑削加工特性的影響規(guī)律,銑削試驗(yàn)參數(shù)如表3所示。
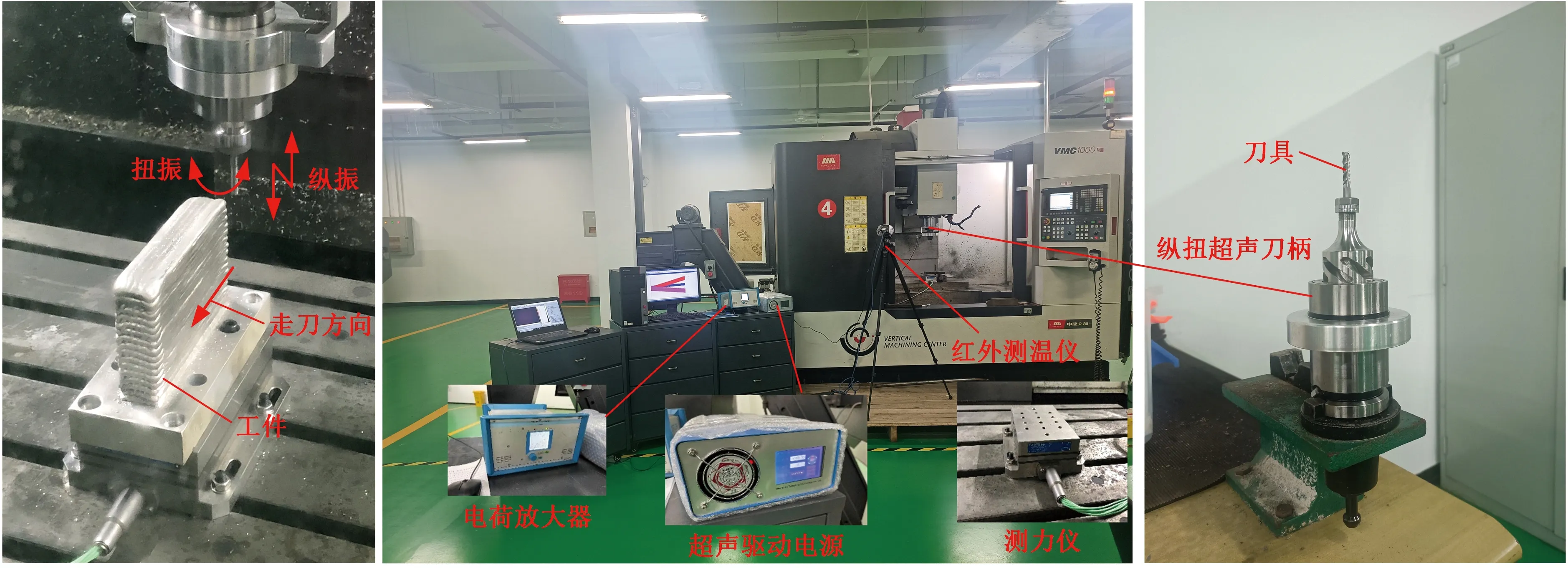
圖2 縱扭超聲復(fù)合干銑削試驗(yàn)裝置

表3 縱扭超聲復(fù)合干銑削試驗(yàn)參數(shù)
2 試驗(yàn)結(jié)果及分析
2.1 切削力
不同工藝參數(shù)條件下切削力的檢測結(jié)果如圖3所示。結(jié)果表明,所有的切削力均隨主軸轉(zhuǎn)速增大而減小,隨進(jìn)給速度、切削寬度、切削深度增大而增大,且三種材料的切削力大小排列如下:電弧微鑄鍛增材鋁合金常規(guī)銑削、常規(guī)電弧增材鋁合金常規(guī)銑削、電弧微鑄鍛增材鋁合金超聲銑削、常規(guī)電弧增材鋁合金超聲銑削、5B70鋁合金常規(guī)銑削、5B70鋁合金超聲銑削。其中,如圖3a所示,在不同轉(zhuǎn)速條件下,電弧微鑄鍛增材制造鋁合金的超聲銑削切削力比5B70鋁合金的超聲銑削切削力最大增加190.1%;常規(guī)電弧增材制造鋁合金的超聲銑削切削力比5B70鋁合金的超聲銑削切削力最大增加138.4%。而5B70鋁合金超聲銑削切削力與常規(guī)銑削切削力相比最大減小了44.9%。
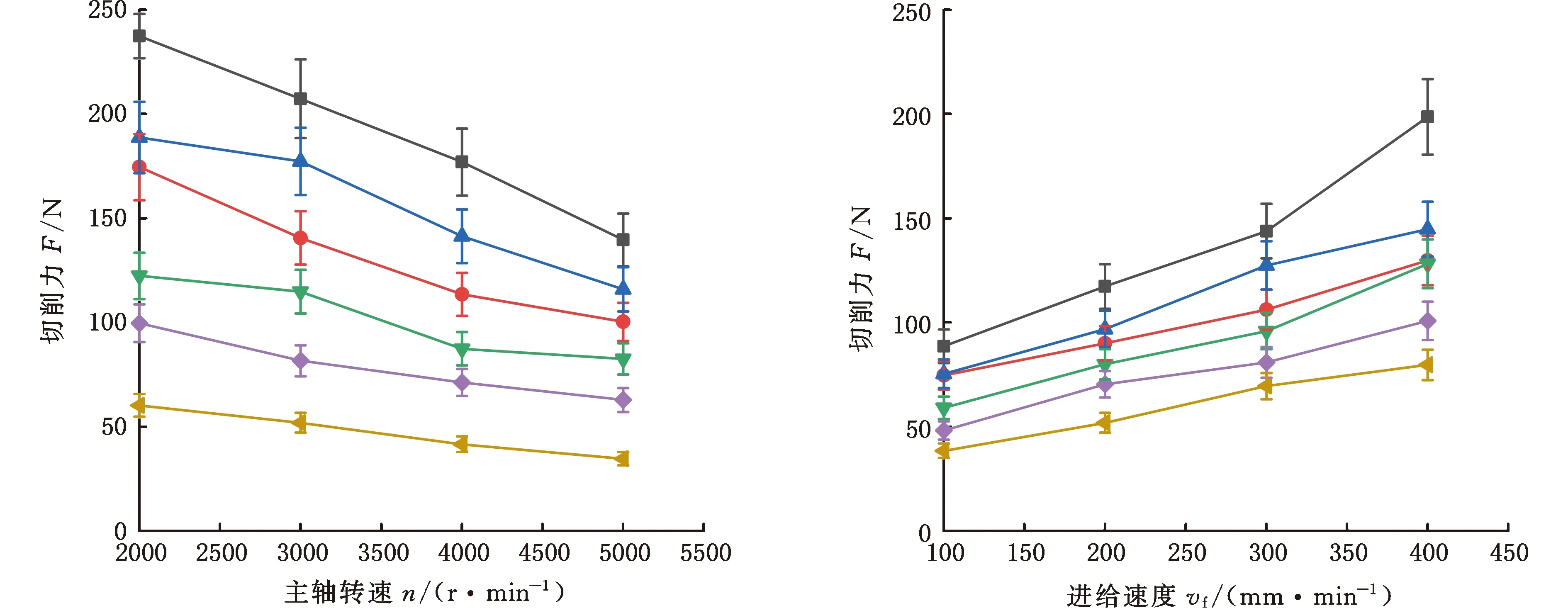
(a)不同主軸轉(zhuǎn)速的切削力 (b)不同進(jìn)給速度的切削力
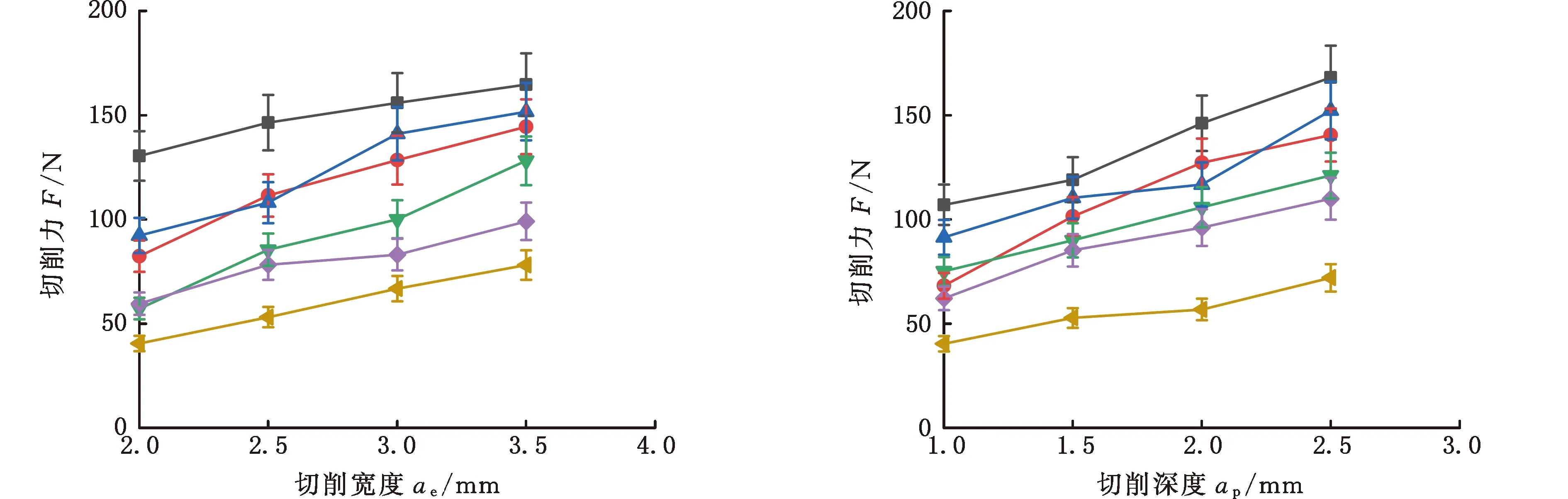
(c)不同切削寬度的切削力 (d)不同切削深度的切削力圖3 不同工藝參數(shù)條件下三種鋁合金材料的切削力曲線
產(chǎn)生上述現(xiàn)象的原因一方面是鋁合金材料的微觀組織受到不同增材成形工藝的影響,從而導(dǎo)致鋁合金材料的強(qiáng)度和硬度存在明顯差異,如圖1f所示,增材制造鋁合金性能優(yōu)于基板材料性能,電弧微鑄鍛增材制造鋁合金性能優(yōu)于常規(guī)電弧增材制造鋁合金性能,隨著鋁合金材料硬度和強(qiáng)度的增大,切削力也隨之增大。另一方面,對銑刀施加縱扭復(fù)合超聲振動,在軸向和切向都引入高頻振動,使得刀具和工件在切削方向上實(shí)現(xiàn)了真正意義的高頻斷續(xù)切削過程,從而有效降低了切削過程的沖擊和摩擦,可有效減小切削力。
2.2 表面形貌及表面粗糙度

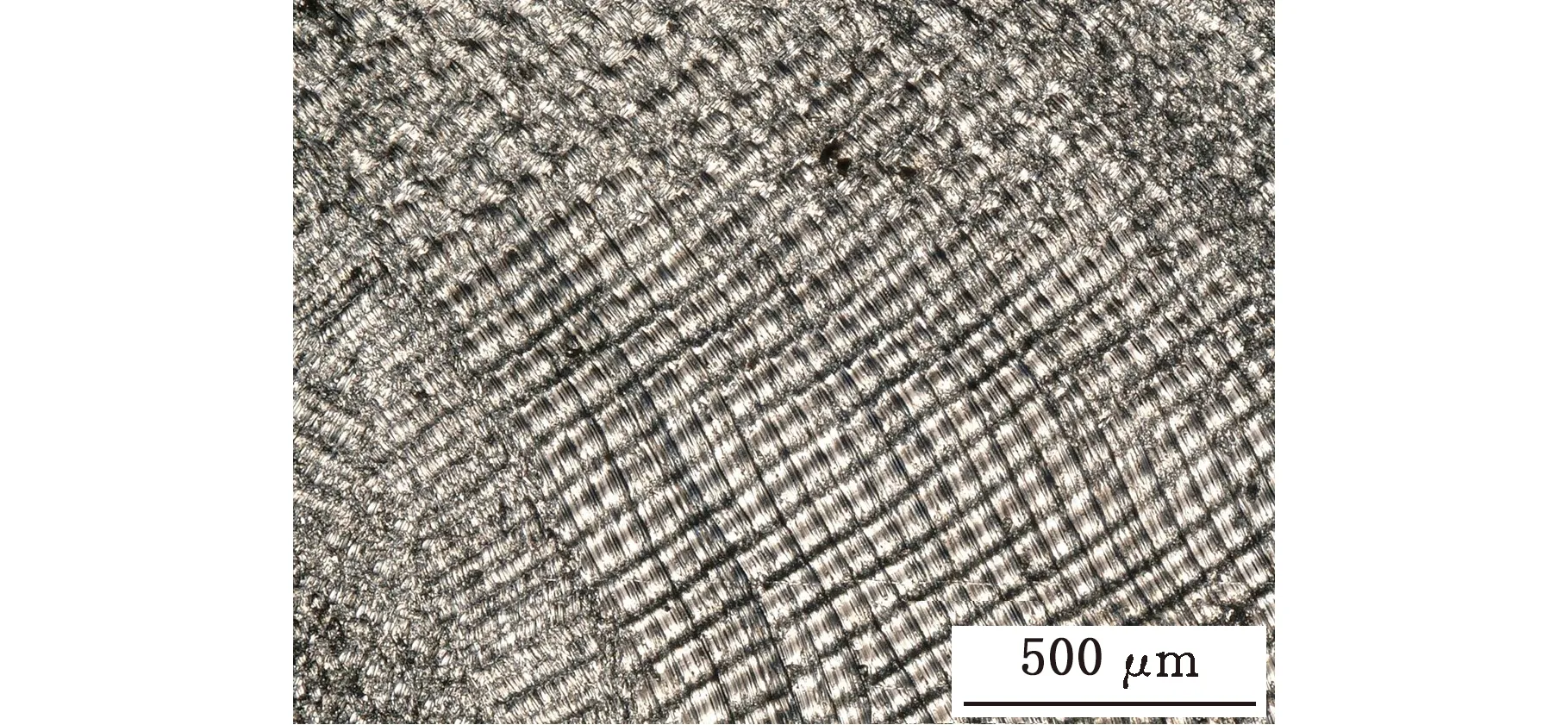
(a)電弧微鑄鍛增材制造鋁合金

(b)常規(guī)電弧增材制造鋁合金
(c)5B70鋁合金圖4 常規(guī)銑削相同切削參數(shù)下三種鋁合金的表面形貌
(a)電弧微鑄鍛增材制造鋁合金
(b)常規(guī)電弧增材制造鋁合金
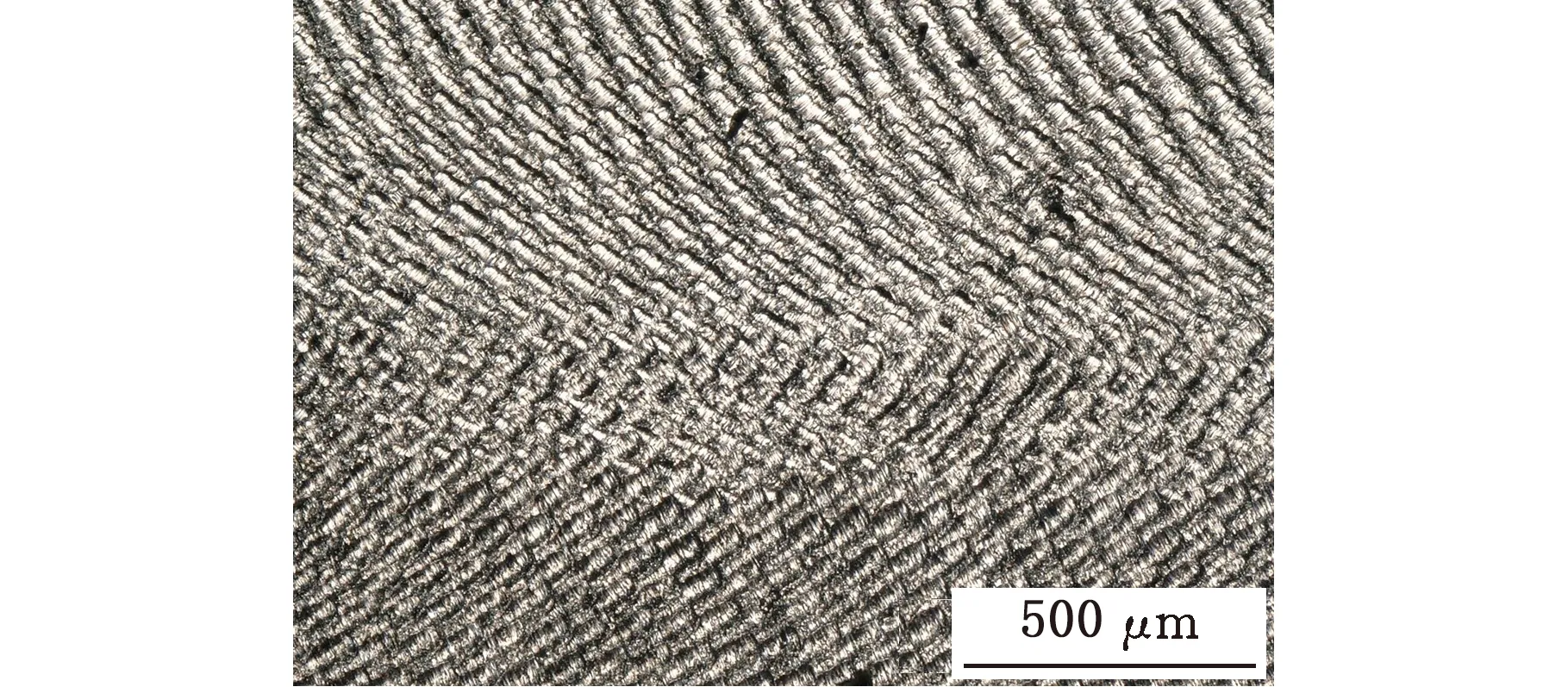
(c)5B70鋁合金圖5 超聲銑削相同切削參數(shù)下三種鋁合金的表面形貌
在轉(zhuǎn)速5000 r/min、進(jìn)給速度300 mm/min工藝條件下,常規(guī)銑削和縱扭超聲復(fù)合銑削三種鋁合金材料的表面形貌如圖4和圖5所示,可以看出,常規(guī)銑削鋁合金的表面形貌存在明顯刀痕,而縱扭超聲復(fù)合銑削鋁合金的表面形貌會形成密集分布的鱗片狀表面微織構(gòu)。電弧微鑄鍛增材制造鋁合金表面產(chǎn)生較模糊、呈一定規(guī)律分布的表面微織構(gòu);普通電弧增材制造鋁合金可以看到清晰的表面微織構(gòu),且有局部集中現(xiàn)象,但分布不均勻;5B70鋁合金表面產(chǎn)生清晰的、分布均勻的“鱗片狀”微織構(gòu)。
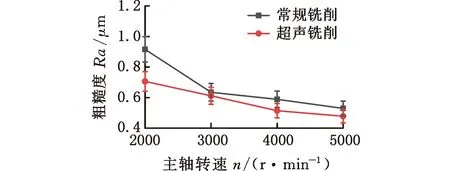
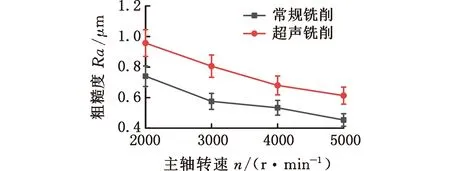
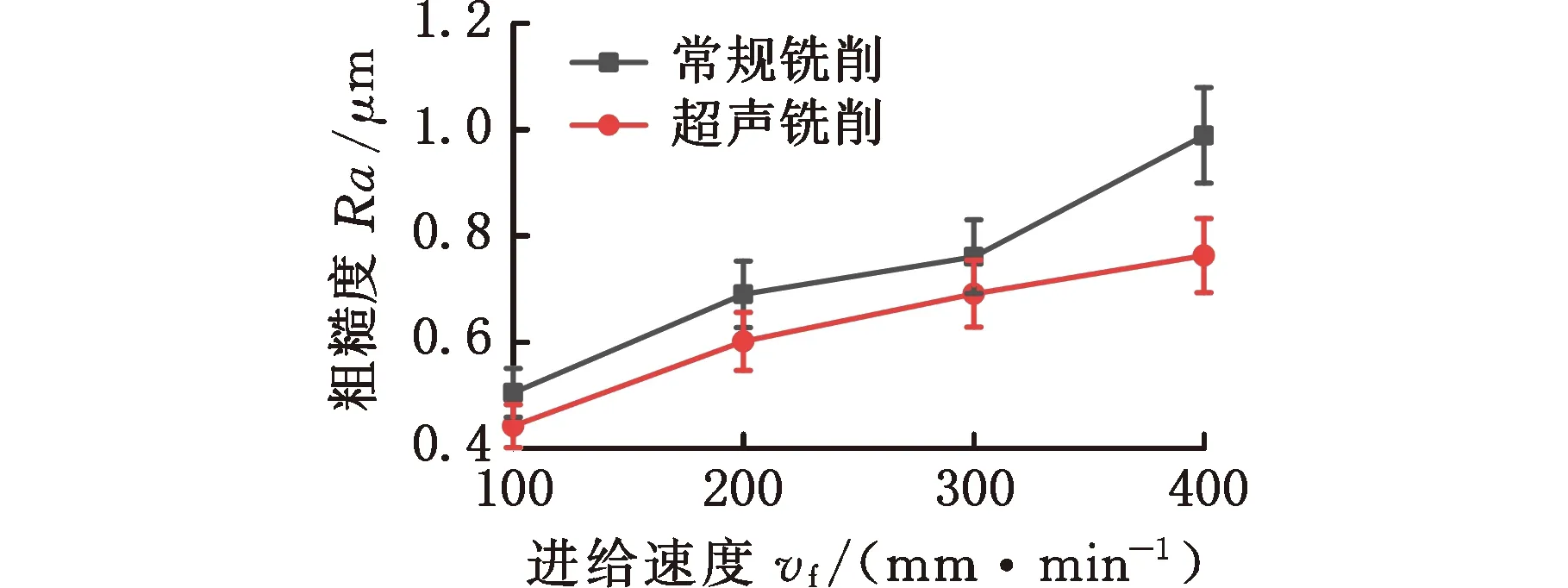
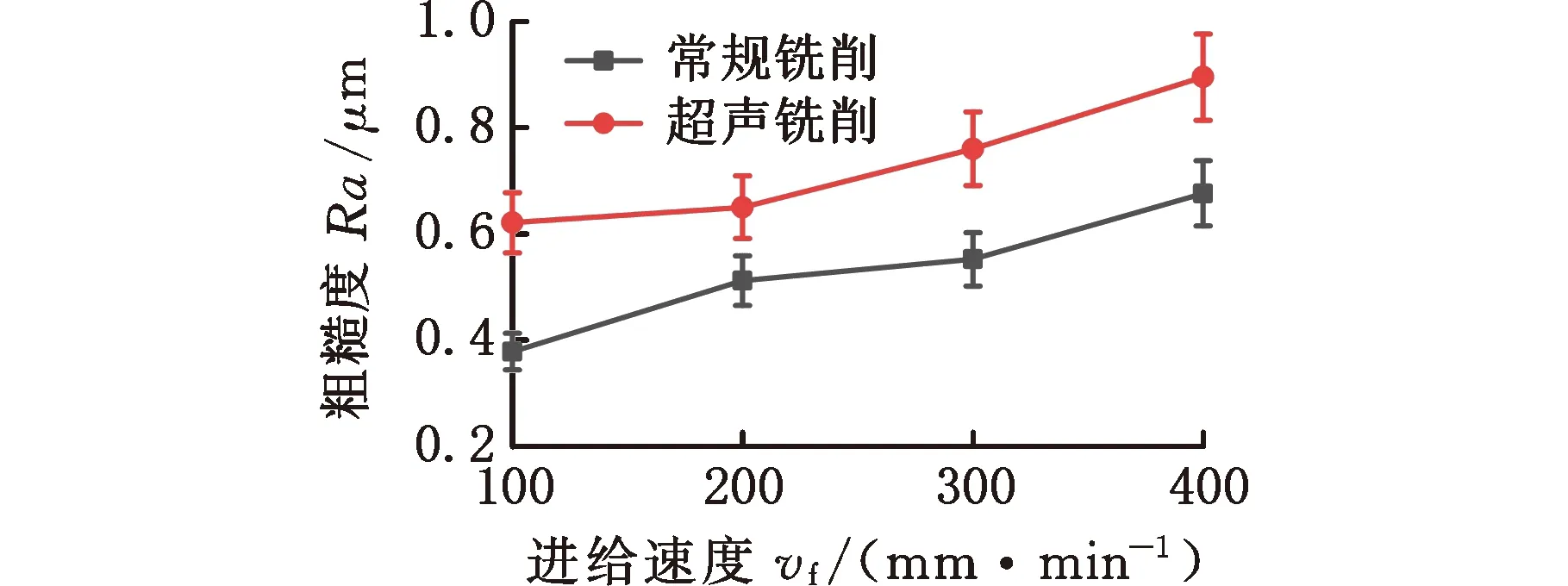
三種鋁合金材料在不同切削模式、不同主軸轉(zhuǎn)速和進(jìn)給速度條件下的表面粗糙度如圖6所示。結(jié)果表明,無論是常規(guī)銑削還是超聲銑削,三種鋁合金材料的表面粗糙度都隨主軸轉(zhuǎn)速的增大而減小,隨進(jìn)給速度的增大而增大。對于5B70鋁合金和常規(guī)電弧增材制造鋁合金,超聲銑削相比于常規(guī)銑削,表面粗糙度增大;對于電弧微鑄鍛增材制造鋁合金,超聲銑削相比于常規(guī)銑削,表面粗糙度減小。
產(chǎn)生上述現(xiàn)象的原因綜合分析如下:一方面,高主軸轉(zhuǎn)速和低進(jìn)給速度對應(yīng)較低的每齒進(jìn)給量,導(dǎo)致刀具與工件表面接觸面積小,吃刀量減少,切削刀具表面的積屑瘤減少,有利于降低表面粗糙度。對于5B70鋁合金和常規(guī)電弧增材制造鋁合金,在超聲銑削過程中受到縱扭復(fù)合超聲振動所引起的銑削刀刃在軸向和切向高頻斷續(xù)沖擊的影響,規(guī)則的銑削刀痕變成了表面織構(gòu)形貌。由于材料硬度相對較低,刀具軸向沖擊所形成的凹坑較為明顯,在鋁合金表面產(chǎn)生規(guī)則排列的鱗片狀微觀織構(gòu),從而使表面粗糙度增大,且由于常規(guī)電弧增材制造鋁合金的硬度高于5B70鋁合金的硬度,因此所形成微織構(gòu)的深度和分布均勻性均弱于5B70鋁合金,對應(yīng)的表面粗糙度也要略小于5B70鋁合金表面粗糙度,如圖6和圖7所示。對于電弧微鑄鍛增材制造鋁合金,由于晶粒細(xì)化更加明顯,材料硬度更高,使得縱扭超聲銑削中的軸向振動對鋁合金表面的沖擊影響進(jìn)一步降低,起到一定的表面熨壓作用,表面的銑削刀痕主要由刀具的扭轉(zhuǎn)振動產(chǎn)生,使得切削刀痕較淺且未出現(xiàn)清晰的表面微織構(gòu),造成表面粗糙度下降。
(a)電弧微鑄鍛增材制造鋁合金
(b)常規(guī)電弧增材制造鋁合金
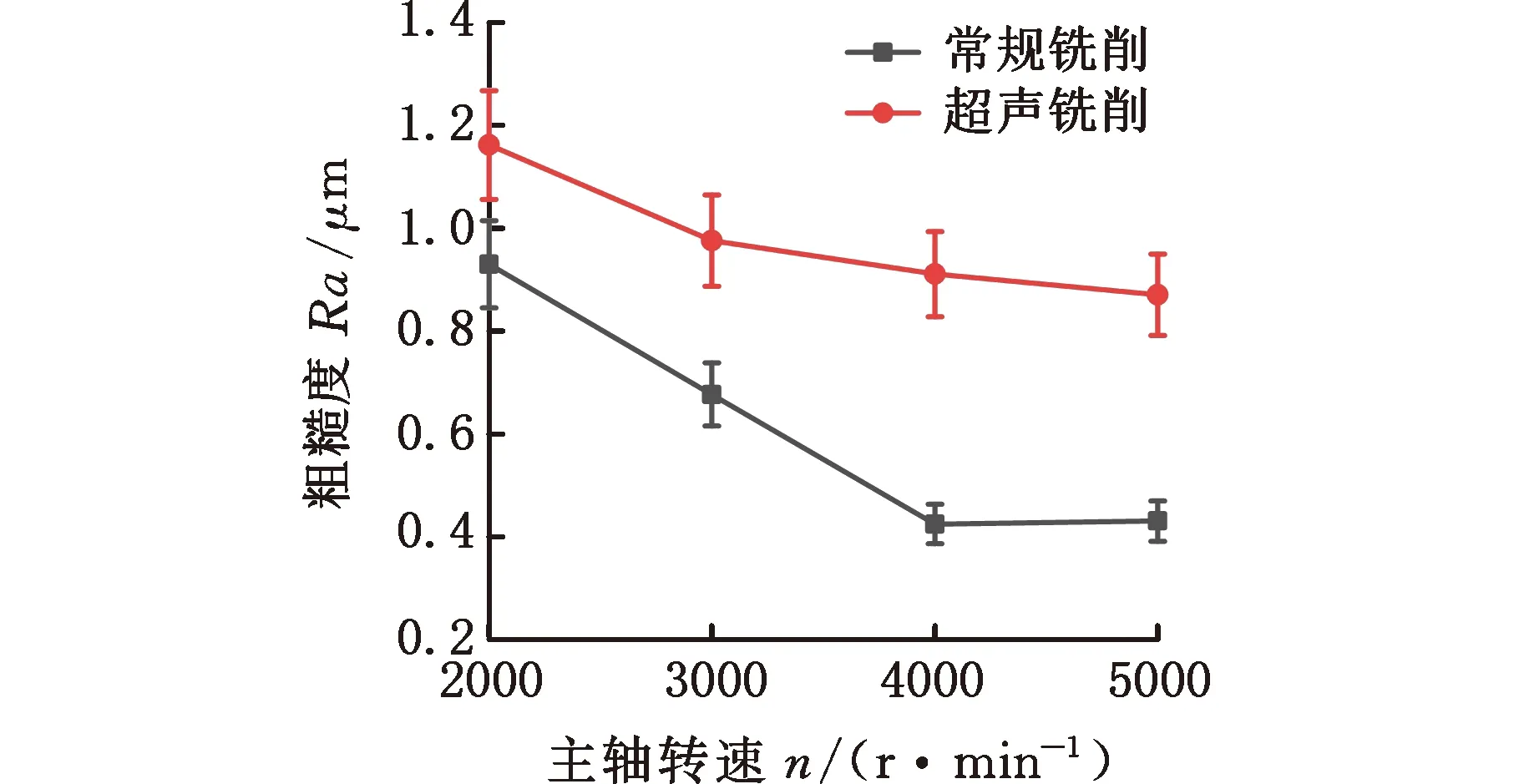
(c)5B70鋁合金圖6 不同主軸轉(zhuǎn)速條件下三種鋁合金的表面粗糙度曲線
(a)電弧微鑄鍛增材制造鋁合金
(b)常規(guī)電弧增材制造鋁合金
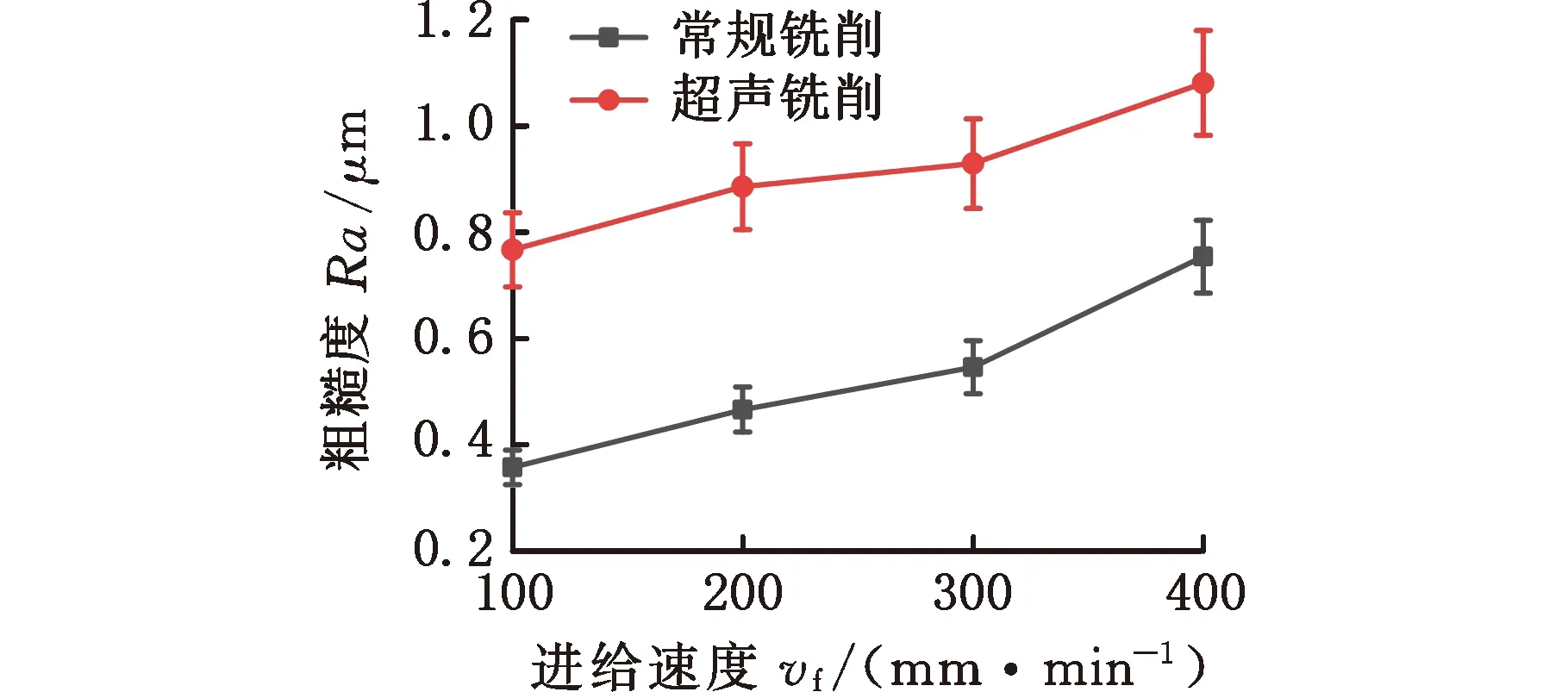
(c)5B70鋁合金圖7 不同進(jìn)給速度條件下三種鋁合金的表面粗糙度曲線圖
2.3 加工硬化
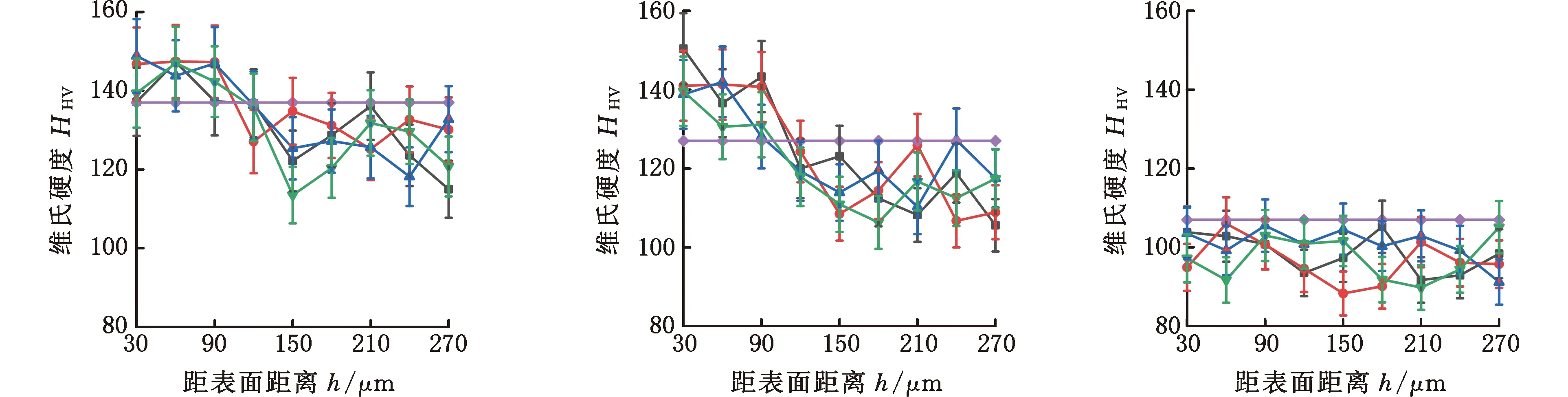
在銑削完成后,沿切削表面深度方向每隔30 μm測一次顯微硬度,直至270 μm,得到三種鋁合金材料在傳統(tǒng)銑削和超聲銑削條件下,不同轉(zhuǎn)速和進(jìn)給速度下的顯微硬度曲線,見圖8~圖11。
電弧微鑄鍛增材制造鋁合金,傳統(tǒng)銑削下距加工表面90 μm以內(nèi)的顯微硬度為HV137~HV149,距加工表面120~270 μm的顯微硬度為HV114~HV135;超聲銑削下距加工表面60 μm以內(nèi)的顯微硬度為HV136~HV152,距加工表面90~270 μm的顯微硬度為HV113~HV137。普通電弧增材制造鋁合金,傳統(tǒng)銑削下距加工表面90 μm以內(nèi)的顯微硬度為HV124~HV152,距加工表面120~270 μm的顯微硬度為HV105~HV132;超聲銑削下距加工表面60 μm以內(nèi)的顯微硬度為HV128~HV145,距加工表面90~270 μm的顯微硬度為HV104~HV130。5B70鋁合金,距加工表面30~270 μm范圍內(nèi)的顯微硬度均在HV89~HV108范圍內(nèi)。
根據(jù)三種鋁合金材料的平均硬度HV126、HV116、HV98以及顯微硬度計的測量誤差,設(shè)定當(dāng)加工后鋁合金材料的顯微硬度分別超過HV135.8、HV125.2、HV106時即認(rèn)為產(chǎn)生加工硬化現(xiàn)象,則電弧微鑄鍛增材制造鋁合金和常規(guī)電弧增材制造鋁合金在常規(guī)銑削條件下硬化層深度約為90 μm,超聲銑削條件下的硬化層深度約為60 μm,且在進(jìn)給速度低于200 mm/min時無硬化現(xiàn)象。超聲銑削有效減小了硬化層深度,這主要是由于超聲振動減小了切削力,降低了銑削時工件的沖擊載荷,從而減弱了加工硬化現(xiàn)象。5B70鋁合金采用常規(guī)銑削和超聲銑削加工后,硬度沒有顯著變化,無明顯硬化現(xiàn)象產(chǎn)生。這是由于5B70鋁合金的硬度和強(qiáng)度較低,切削力小,硬化現(xiàn)象不明顯。
(a)電弧微鑄鍛增材制造鋁合金 (b)常規(guī)電弧增材制造鋁合金(c)5B70鋁合金圖8 傳統(tǒng)銑削不同主軸轉(zhuǎn)速下的三種鋁合金顯微硬度曲線

(a)電弧微鑄鍛增材制造鋁合金 (b)常規(guī)電弧增材制造鋁合金(c)5B70鋁合金圖9 超聲銑削不同主軸轉(zhuǎn)速的三種鋁合金顯微硬度曲線

(a)電弧微鑄鍛增材制造鋁合金 (b)常規(guī)電弧增材制造鋁合金(c)5B70鋁合金圖10 傳統(tǒng)銑削不同進(jìn)給速度下的三種鋁合金顯微硬度曲線
2.4 刀具磨損
在切削去除相同體積材料(2.4 cm3)后,對電弧微鑄鍛增材制造的鋁合金分別采用傳統(tǒng)銑削和超聲銑削方式加工,得到的銑刀后刀面磨損情況如圖12所示,圖中紅色曲線所包含區(qū)域即為刀具磨損區(qū)域。三種鋁合金采用傳統(tǒng)銑削和超聲銑削得到的后刀面磨損量如圖13所示。結(jié)果表明,傳統(tǒng)銑削的后刀面磨損區(qū)域呈片狀,超聲銑削的后刀面磨損區(qū)域呈條狀,超聲銑削的后刀面磨損面積明顯減小,減小幅度最高達(dá)72.3%。傳統(tǒng)銑削時電弧微鑄鍛增材制造鋁合金較普通電弧增材制造鋁合金和5B70鋁合金后刀面磨損量明顯增加,超聲銑削時三種材料磨損量相近。采用紅外測溫儀檢測電弧微鑄鍛增材制造鋁合金銑削過程的溫度場,結(jié)果如圖14所示,表明刀具發(fā)熱明顯,工件無明顯溫度變化。銑削過程的溫度曲線如圖15所示,其中常規(guī)銑削的最高溫度為117 ℃,超聲銑削的最高溫度為98 ℃。

(a)電弧微鑄鍛增材制造鋁合金 (b)常規(guī)電弧增材制造鋁合金(c)5B70鋁合金圖11 超聲銑削不同主軸轉(zhuǎn)速下的三種鋁合金顯微硬度曲線
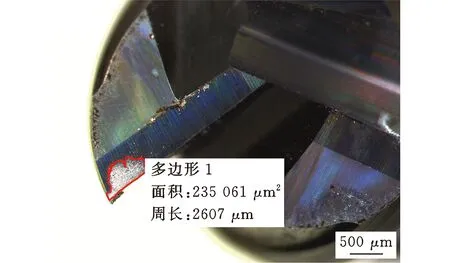
(a)傳統(tǒng)銑削
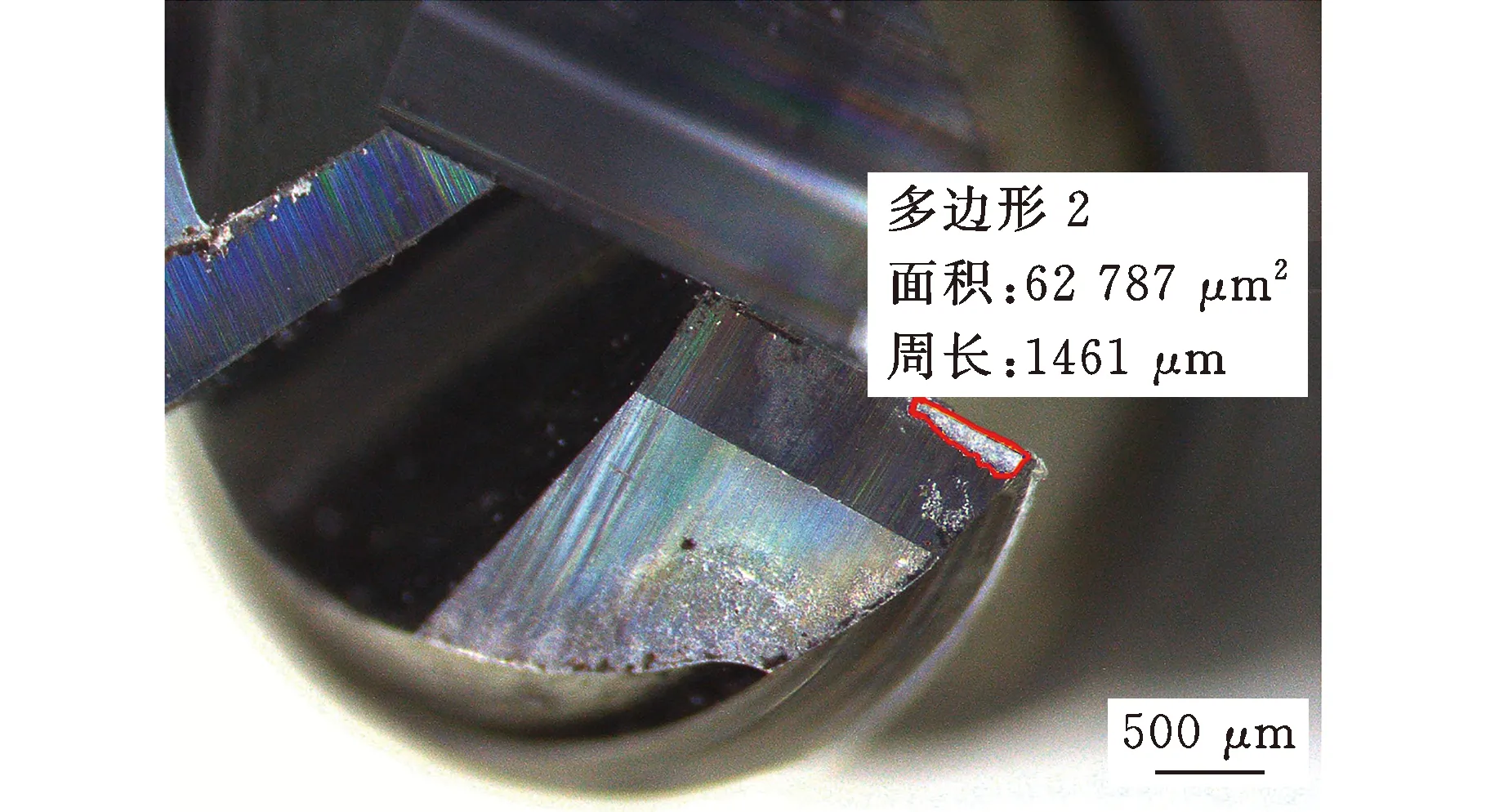
(b)超聲銑削圖12 電弧微鑄鍛增材制造鋁合金刀具磨損狀況
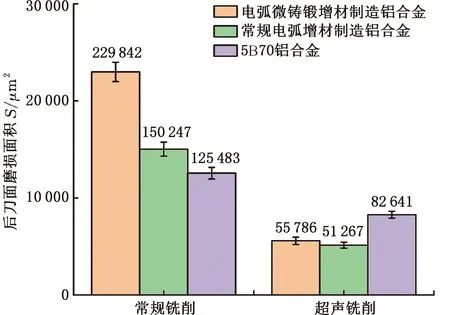
圖13 三種鋁合金的刀具磨損柱狀圖
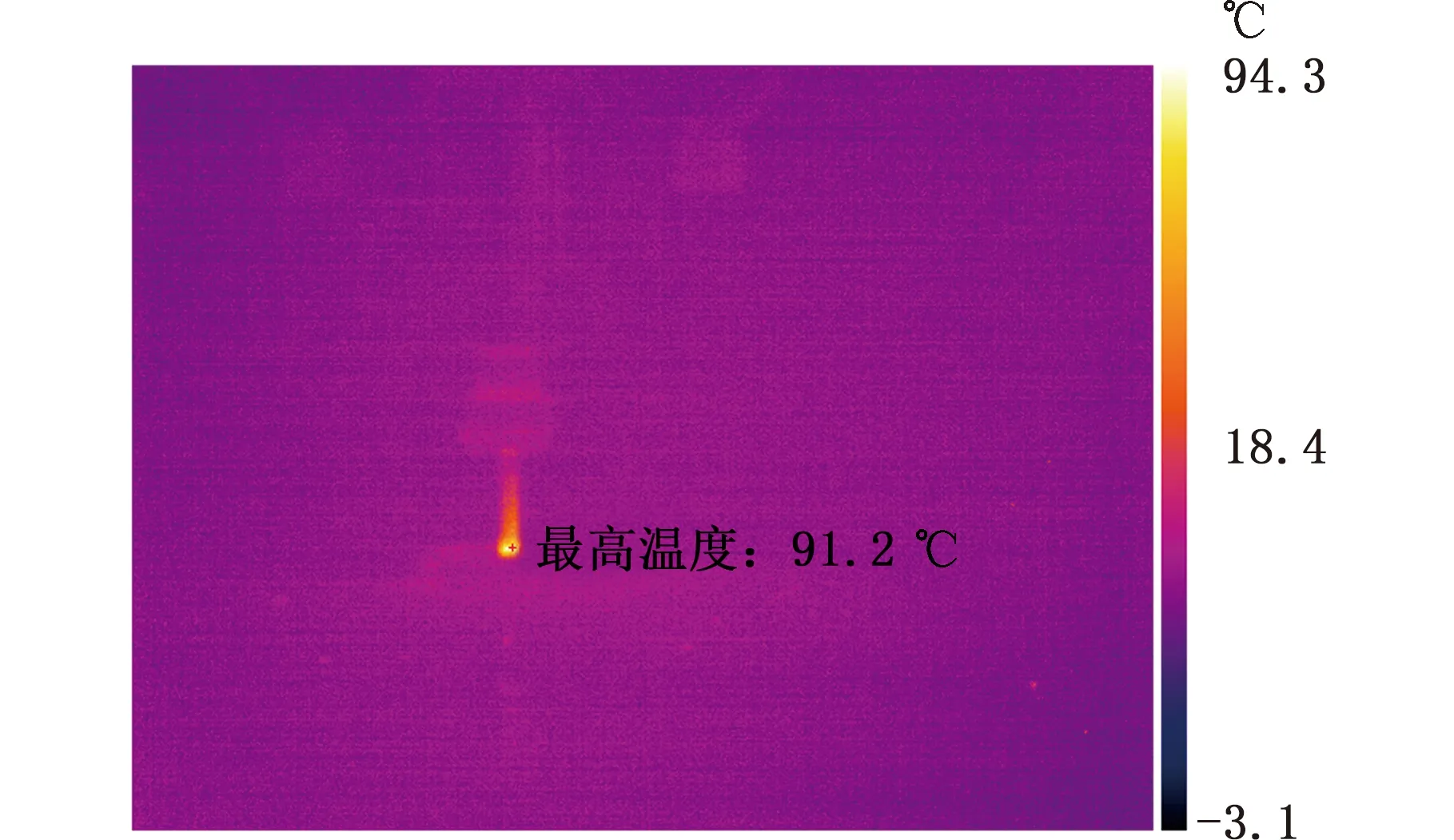
圖14 電弧微鑄鍛增材制造鋁合金超聲銑削過程溫度
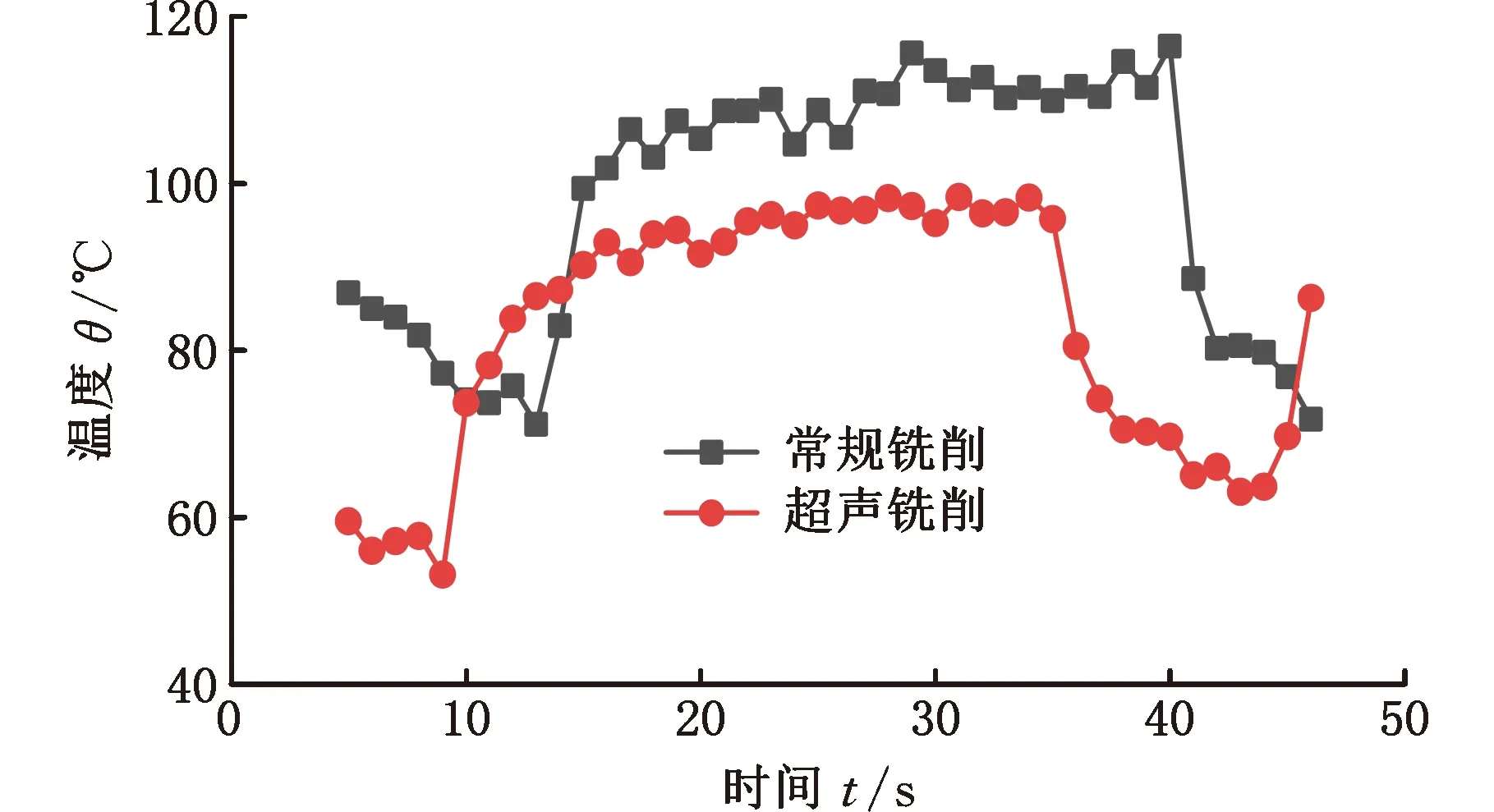
圖15 電弧微鑄鍛增材制造鋁合金銑削溫度曲線
分析產(chǎn)生上述現(xiàn)象的原因:一方面,電弧微鑄鍛增材制造鋁合金由于硬度較高,常規(guī)銑削過程切削力更大,導(dǎo)致刀具的振動以及磨損情況更為嚴(yán)重;另一方面,縱扭復(fù)合超聲振動使得銑刀和工件在旋轉(zhuǎn)切削方向?qū)崿F(xiàn)刀、屑斷續(xù)分離,減少了刀具后刀面對已加工表面的沖擊,并有效改善了刀具在切削過程中的溫升情況,從而有利于減少刀具磨損。
3 結(jié)論
本文對電弧微鑄鍛增材制造鋁合金、電弧增材制造鋁合金和5B70鋁合金三種鋁合金材料的縱扭超聲振動復(fù)合干銑削加工特性進(jìn)行試驗(yàn)研究,得到結(jié)論如下:
(1) 電弧微鑄鍛增材制造鋁合金由于具備細(xì)小的等軸晶和第二相粒子,從而具有比常規(guī)電弧增材制造鋁合金更高的硬度和強(qiáng)度。
(2)三種材料性能的不同使得超聲銑削切削力按照電弧微鑄鍛增材制造鋁合金、常規(guī)電弧增材制造鋁合金和5B70鋁合金的順序依次減小;增材制造鋁合金在銑削過程易出現(xiàn)加工硬化;電弧微鑄鍛增材制造鋁合金的銑削刀具磨損量較大。
(3)電弧微鑄鍛增材制造鋁合金超聲干銑削的表面微織構(gòu)紋理較淺,其表面粗糙度小于常規(guī)銑削鋁合金表面粗糙度;而5B70鋁合金和常規(guī)電弧增材制造鋁合金的表面微織構(gòu)紋理較深,其表面粗糙度大于常規(guī)銑削鋁合金表面粗糙度。
(4)采用超聲銑削可有效減小電弧微鑄鍛增材制造鋁合金材料的切削力和加工硬化層深度,降低刀具切削溫度和減小刀具磨損量。