節鎳型中/高氮奧氏體不銹鋼焊接研究進展
2023-01-03 05:03:40黃雅馨孫明輝喬雷馬青軍韋晨武鵬博孫徠博
金屬加工(熱加工) 2022年12期
關鍵詞:焊縫
黃雅馨,孫明輝,喬雷,馬青軍,韋晨,武鵬博,孫徠博
1.天津市特種設備監督檢驗技術研究院 天津 300192
2.福建省特種設備檢驗研究院 福建福州 352100
3.中石化國際事業天津有限公司 天津 300000
4.哈爾濱焊接研究院有限公司 黑龍江哈爾濱 150028
1 序言
在碳素鋼中加入合金元素,通過合金元素與Fe、C以及合金元素之間的相互作用,改變鋼的相變過程和組織,可獲得具有特殊性能的合金鋼。這些合金元素通常以固溶體(溶入鐵素體、奧氏體和馬氏體等組織中)、強化相(形成金屬化合物、滲碳體、碳化物等)、非金屬夾雜物(氧化物、硫化物和氮化物等)及游離態等形式而存在[1]。通常將wCr>10.5%的鐵基合金稱為不銹鋼,按組織結構可將不銹鋼分為鐵素體型、奧氏體型、馬氏體型、奧氏體-鐵素體雙相型及沉淀強化型。無磁性的奧氏體不銹鋼具有優異的強韌匹配、良好的耐蝕性,同時兼具優良的焊接性及可加工性,從而廣泛應用于軌道交通、壓力容器、航空航天及化工機械等重點領域[2]。
不銹鋼的組織結構及性能主要取決于鋼中添加的合金元素,如Si、Mn、Cr、Ni、Mo、W及V等,這些元素在鋼中對鐵的同素異構轉變產生很大影響,根據其作用是擴大、縮小或封閉γ相區可分為兩類:一類是奧氏體形成元素主要包括C、N、Ni、Mn和Cu等,這些元素可擴大奧氏體區;另一類為鐵素體形成元素Cr、Mo、Si、Al等,這些元素會縮小甚至封閉奧氏體區[3]。傳統的奧氏體不銹鋼,大部分以Ni作為奧氏體形成元素,雖然其具有優異的性能,但因為Ni產品價格高,而N作為一種強烈的奧氏體穩定化元素,以N元素取代Ni元素的低/無鎳奧氏體不銹鋼得到了極大的發展,根據不同的氮含量分為高氮鋼(wN>0.40%)、中氮鋼(wN=0.10%~0.40%)和控氮鋼(wN=0.05%~0.10%)[4]。隨著中/高氮鋼應用日趨廣泛,與之相關的焊接技術研究也取得了一定成果,因此本文針對中/高氮鋼焊縫的組織與性能、保護氣體與氮含量關系、氣孔率等方面研究進展進行了闡述。
2 焊縫組織及性能
焊接接頭組織決定了焊接接頭性能,研究接頭的組織可為中/高氮鋼焊接工藝優化及大規模推廣應用提供理論參考依據和技術支撐。杜挽生等[5]使用MIG焊接1Cr22Mn16N鋼,發現焊縫區及熱影響區的組織均為奧氏體和δ-鐵素體,焊縫區的δ-鐵素體呈細長條狀,而粗晶區δ-鐵素體沿奧氏體晶界生長,熱影響區的δ-鐵素體數量較少,但是該區域內有碳化物Cr23C6析出,熱影響區Cr23C6的析出導致該區域硬度高于母材,沖擊韌度降低。彭云[6]研究表明,1Cr22Mn15N鋼焊接熱影響區組織為奧氏體和δ-鐵素體(見圖1),另外還發現熱影響區中存在兩處脆化區,分別出現在峰值溫度為800℃和1350℃的區域,800℃區域的脆化主要是由于Cr23C6(見圖2)在γ/δ界面和γ/γ界面析出導致的,而1350℃區域的脆化主要是由于高溫下導致晶粒粗化,且與δ-鐵素體含量增多有關。
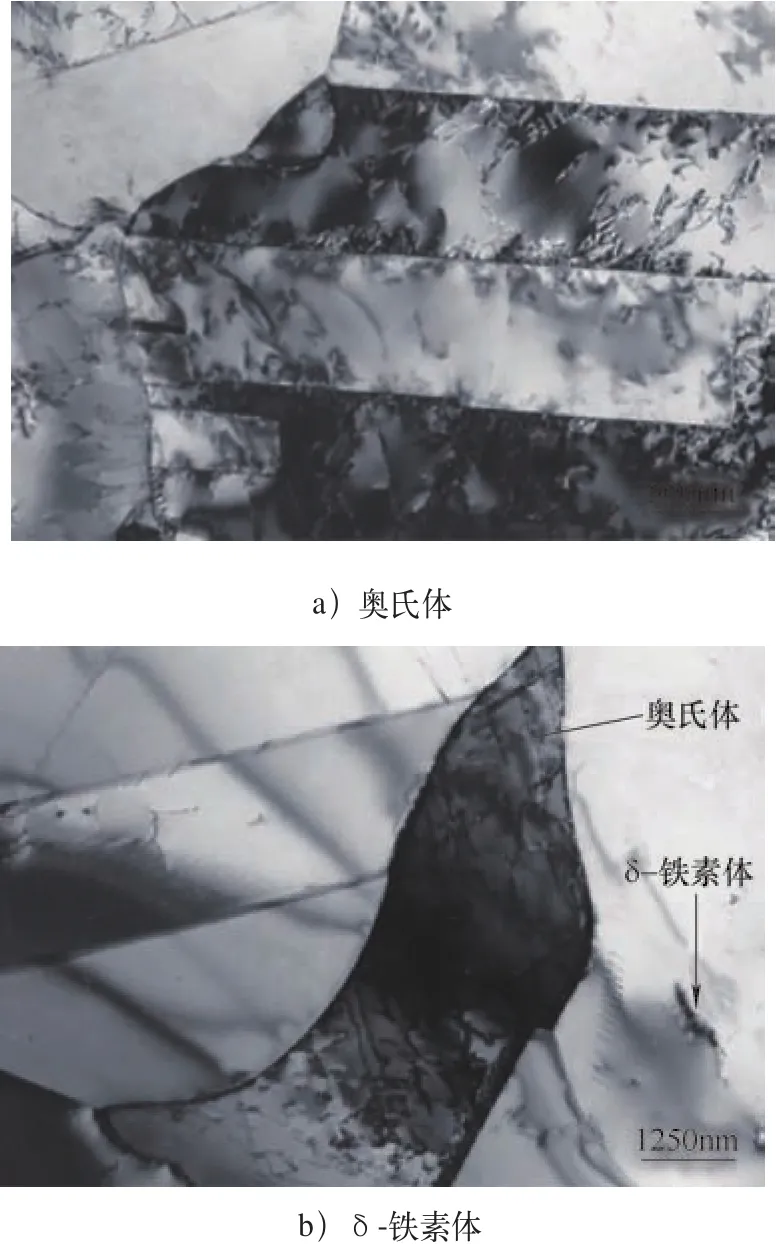
圖1 1Cr22Mn15N鋼MIG焊焊接接頭熱影響區組織的TEM圖像
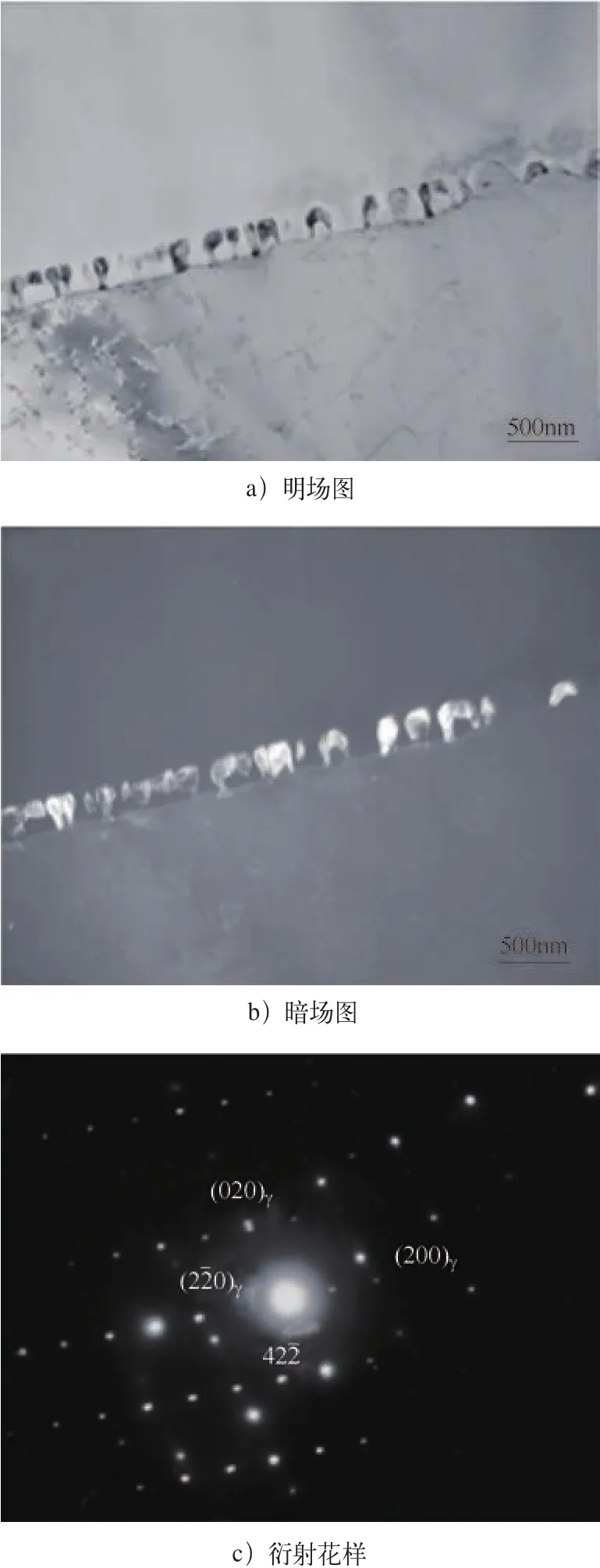
圖2 1Cr22Mn15N鋼MIG焊焊接接頭熱影響區Cr23C6析出物TEM圖像及衍射花樣
哈爾濱焊接研究院有限公司方乃文[7,8]課題組針對08Cr19MnNi3Cu2N中氮鋼的焊接進行了大量試驗研究,使用ER308L和ER307Si焊絲作為填充金屬進行MAG焊接,發現焊縫組織均為奧氏體和δ-鐵素體,在特定焊接參數下獲得的焊接接頭的過熱區未出現晶粒嚴重長大現象,主要是由于該區域晶間析出大量Cr2N產生了“釘扎”作用和N元素的固溶強化作用,阻礙晶界移動且抑制了晶粒合并。另外,焊接接頭沒有受到明顯的影響,最高硬度出現在熱影響區,為235HV5,只比母材略高,但兩組焊接接頭的耐點蝕能力較差。林曉輝等[9]研究了3種焊接熱輸入對中氮鋼MAG接頭組織的影響,研究發現較大焊接熱輸入會造成焊縫中N元素燒損嚴重,加劇氮化物(Cr2N)析出,降低奧氏體穩定性,進而導致焊接接頭沖擊性能下降,但較大熱輸入延長了熔池存在時間且增加了熔池體積,同時能夠更好地攪拌液態熔池,使熔池中氣泡有足夠時間逸出,降低焊接接頭氣孔率(見圖3)。戴紅等[10]在該鋼種的埋弧焊接頭中也發現了Cr2N的存在,另外由于埋弧焊的熱輸入比MAG大,焊接接頭中未出現氣孔。
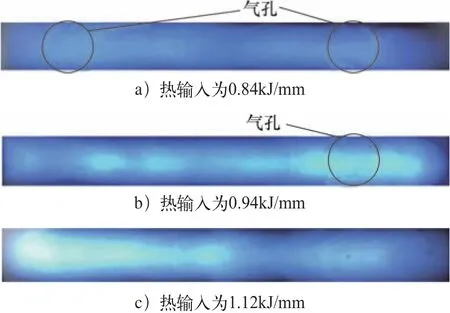
圖3 焊接熱輸入對低氮節鎳鋼MAG焊氣孔的影響
激光-電弧復合焊接兼具激光熱源和電弧熱源的優點,是一種先進的焊接技術。辛秀成等[11]使用激光-電弧復合技術焊接高氮鋼,發現焊縫區組織呈現樹枝晶+少量等軸晶形貌,為奧氏體+少量δ-鐵素體,但與上述研究不同的是熱影響區為奧氏體組織,且焊縫中存在由于冶金反應生成的TiO2、MnAl2O4和硅酸鹽等第二相粒子,這會導致焊接接頭力學性能下降,母材及焊縫微觀組織如圖4所示。王力鋒等[12]采用激光-電弧復合技術焊接高氮鋼時發現焊縫主要是奧氏體組織,而“樹枝狀”δ鐵素體含量會隨著焊接熱輸入增加而增加,甚至會形成鐵素體束,并且激光功率和焊接電流的匹配性對焊接接頭性能產生很大影響,當匹配不好時會在熔合線附近出現“微孔”缺欠(見圖5),導致焊接接頭熔合線部位沖擊吸收能量降低。
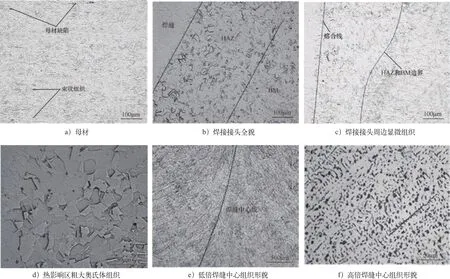
圖4 激光-電弧復合焊接高氮鋼母材及焊縫微觀組織
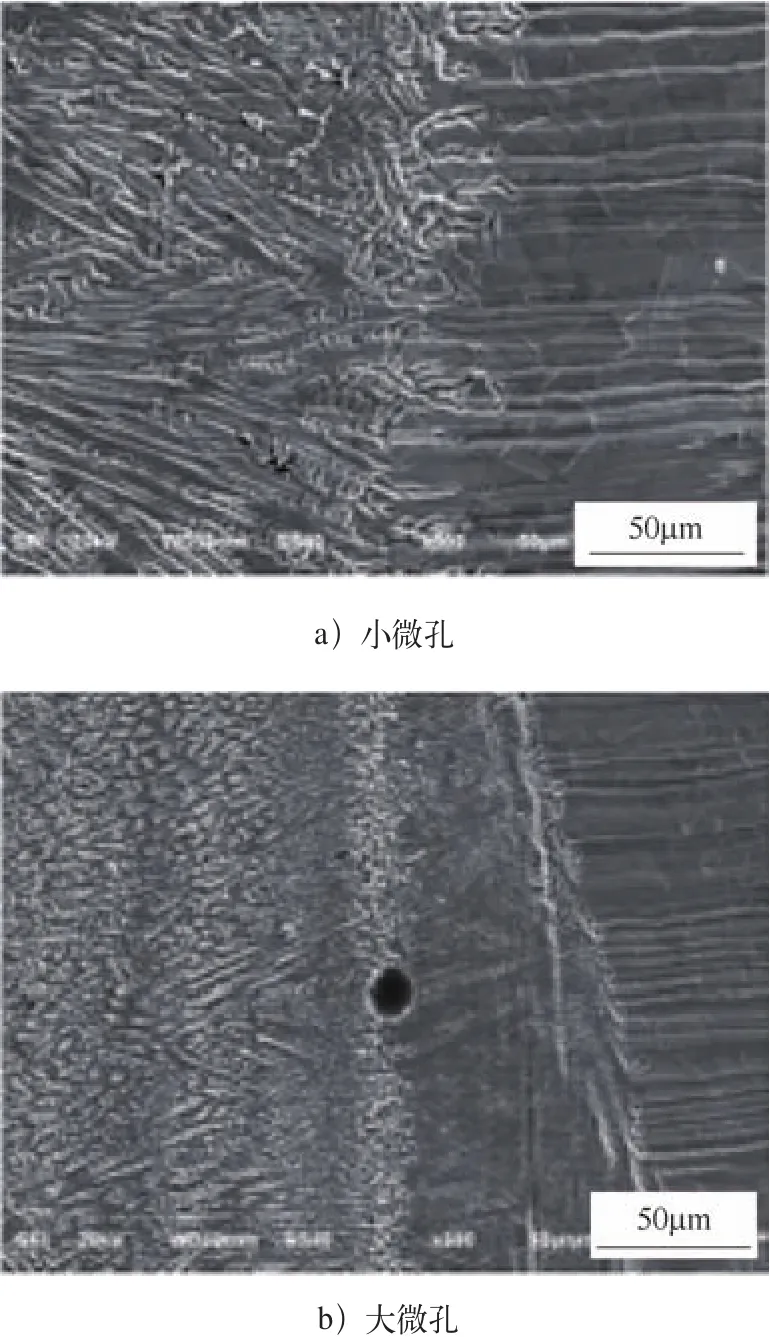
圖5 激光功率和焊接電流不匹配導致的微孔
大量的研究表明,高氮鋼和中氮鋼焊縫區和熱影響區的組織主要是奧氏體及少量δ-鐵素體,δ-鐵素體會降低熱影響區的沖擊性能,但其彌散式分布在奧氏體晶界可以起到釘扎作用,降低晶間腐蝕敏感性,因此要合理控制δ-鐵素體含量及分布狀態[13]。另外,焊縫中可能析出氮化物(Cr2N)、碳化物(Cr23C6)及其余第二相粒子,有研究發現焊接高氮鋼時合金元素的種類和含量會影響氮化物和碳化物的析出情況,當鋼的成分為wC=0.06%~0.32%、wN=0.43%~0.80%)、wCr=17.7%~22.1%、wMn=13.8%~18.5%時,Cr2N和Cr23C6的析出情況見表1[14]。
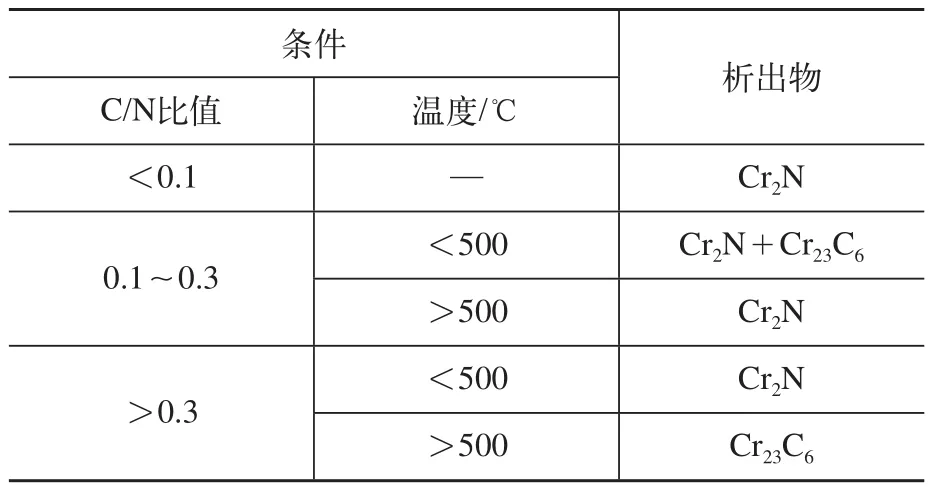
表1 C/N比及溫度對Cr2N和Cr23C6析出的影響
3 焊接過程中氮遷移行為的影響
焊接接頭是焊接構件薄弱區,其性能對焊接構件的安全運行至關重要。高氮鋼和中氮鋼的優異性能主要是得益于氮的固溶強化能力、穩定奧氏體能力和提高耐蝕能力[15]。然而焊接過程中,在熱源高溫作用下鋼中N元素極易發生聚集和析出,導致焊接接頭性能惡化。WOO[16]認為高氮鋼焊接過程中主要存在氮逸出焊縫、氮氣孔、凝固裂紋、液化裂紋和氮化物析出等缺欠(見圖6),并構建了使用含氮保護氣體焊接時焊縫中氮的遷移行為,如圖7所示。
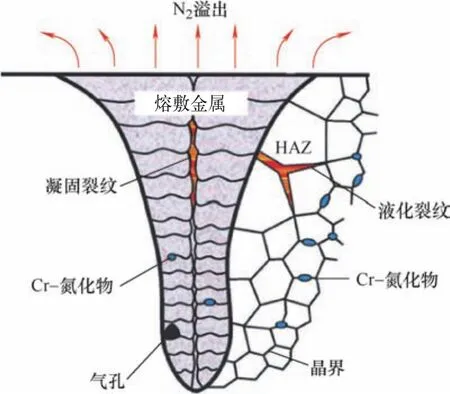
圖6 高氮鋼焊接接頭缺欠示意

圖7 含氮保護氣體焊接時焊縫中氮的遷移行為
為了防止焊縫中氮損失導致接頭性能惡化,通過含氮保護氣體和含氮焊絲向焊縫中過渡氮是現在主流方法,在此過程中要控制好焊縫氮的總含量,以防止焊縫出現氮氣孔缺欠。對于設計生產含氮焊絲而言,通過改變氮在保護氣體中的比例來調節焊縫中氮含量較為容易實現,成本相對較低且可達性好。焊接中氮鋼和高氮鋼所使用的主流保護氣體是氬氣和氮氣組成的混合氣,通過調整氮氣比例可以很好地調控焊縫中氮總量、焊縫組織,避免氮氣孔缺欠。鄭琳等[17]研究了保護氣體中氮氣和氬氣比例及焊接熱輸入對焊縫的影響,隨著保護氣體中氮氣比例的增加,高氮鋼中的氮含量稍有變高(見圖8),較大熱輸入能夠抑制氮氣孔出現(見圖9),這與林曉輝等人的研究結果具有一致性。
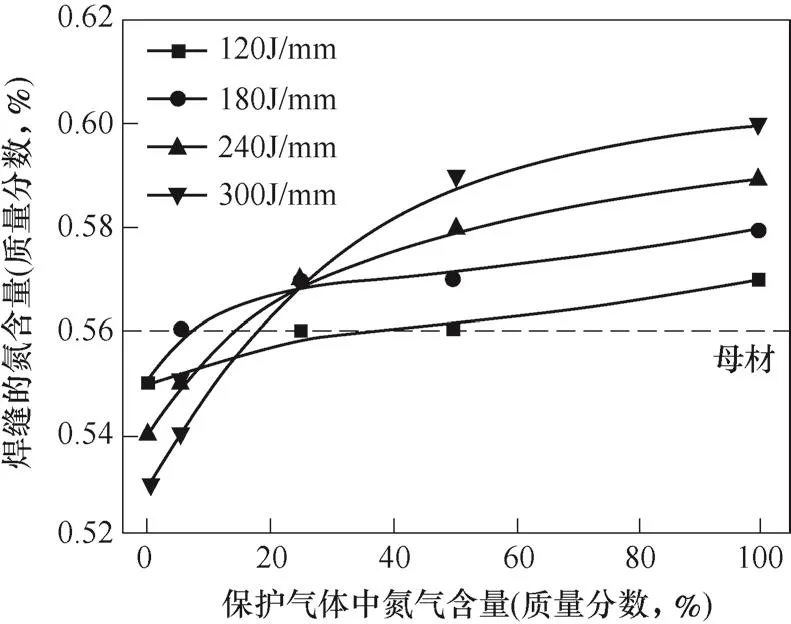
圖8 保護氣體中氮氣含量對焊縫氮含量的影響
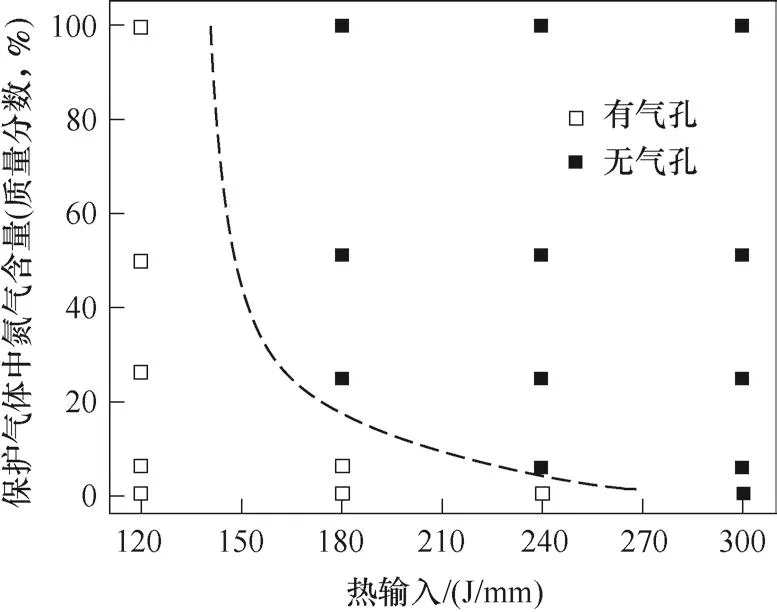
圖9 保護氣體中氮氣含量和熱輸入對氮氣孔的影響
荊皓等[18]通過調節PMIG焊保護氣體中氮氣比例研究了氮含量對高氮鋼焊接接頭組織和性能影響,發現隨著焊縫中氮含量增大,鐵素體含量減少且枝晶形態由斷續骨架狀變細,二次枝晶臂變短,當氮含量達到0.3%時,焊縫凝固模式是由FA模式變為A模式,組織為單相奧氏體。另外,當焊縫中氮含量增加時,焊縫中氣孔數量增多,焊縫室溫下沖擊吸收能量先增大后減小。
在保護氣體中加入氮氣調控焊縫中氮含量的同時,也會導致其他問題的出現。由于氮氣與氬氣的電離能不同,氮氣的加入會導致電弧形態發生改變,進而影響焊接電弧穩定性。方乃文等[19,20]通過激光-MAG電弧復合焊工藝焊接了QN1803鋼,并使用高速攝像觀察92%Ar+8%N2和95%Ar+5%CO2兩種保護氣體下電弧形態,發現氮氣的加入導致電弧弧柱寬度減小(見圖10),電弧穩定性降低,飛濺增加,該現象也存在于激光-脈沖MAG,并且隨著保護氣體中氮氣比例的增加會使焊縫熔深變大,而熔寬變窄(見圖11)。強偉等[21]使用雙面同軸TIG焊接高氮鋼時,發現保護氣體中氮氣含量增加,會使DSCTW平均弧壓以三次函數的速度變大且波動增加,同時氮氣會引起鎢極表面燒損,且其燒損程度與氮氣比例無關。
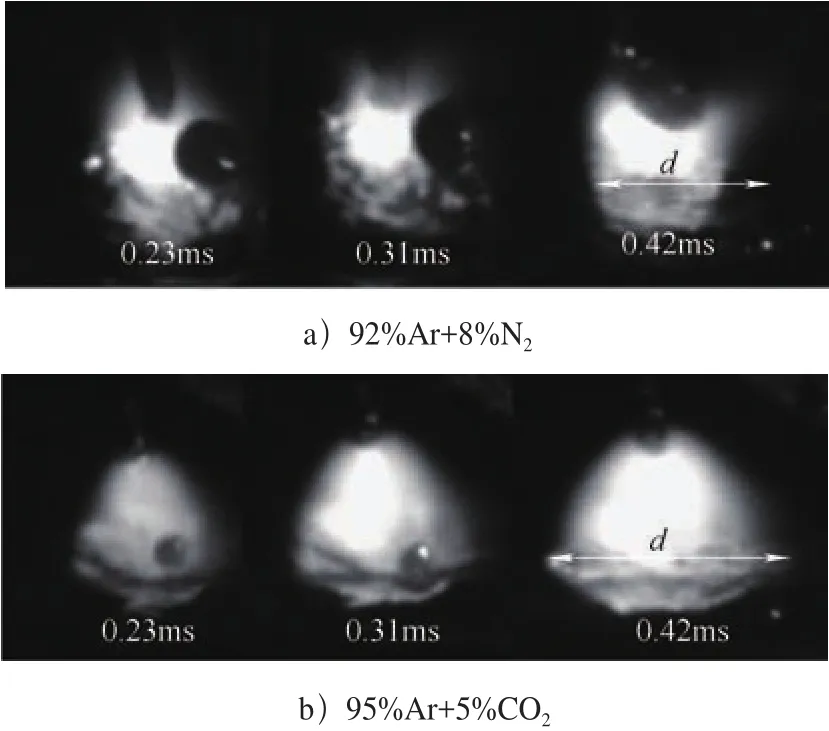
圖10 兩種保護氣體下的電弧形態
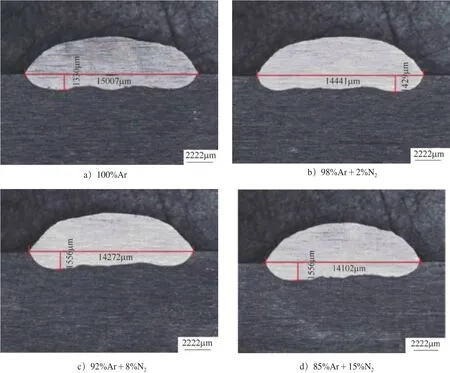
圖11 不同保護氣體對熔深和熔寬的影響
焊絲中氮含量變化對焊縫影響規律與保護氣體大體一致,隨著焊絲氮含量的增加,焊縫氮含量增加,出現氣孔傾向變大,拉伸性能提高,同時氮含量增加可以減少焊縫中鐵素體含量,進而降低接頭硬度。明珠等[22,23]研究發現焊接電流對焊縫的影響主要取決于焊絲中氮含量,含氮量的增加會使鐵素體變得粗大(見圖12),該現象還與焊絲鎳含量有關,研究所使用的0.35%N焊絲鎳含量高達7.42%,有效地抑制了焊縫中鐵素體的形成與長大,而0.85%N焊絲鎳含量僅有0.05%。另外,焊絲成分也會對高氮鋼焊接穩定性及熔滴過渡行為產生影響,焊絲中氮含量的增加會使熔滴表面張力增加,平均過渡時間增加,熔滴尺寸較大,但熔滴不容易爆破,使過渡頻率和電信號穩定,另外增加焊絲中氮、錳含量和降低鎳含量,可以降低達到射滴過渡所需要的極限電流。
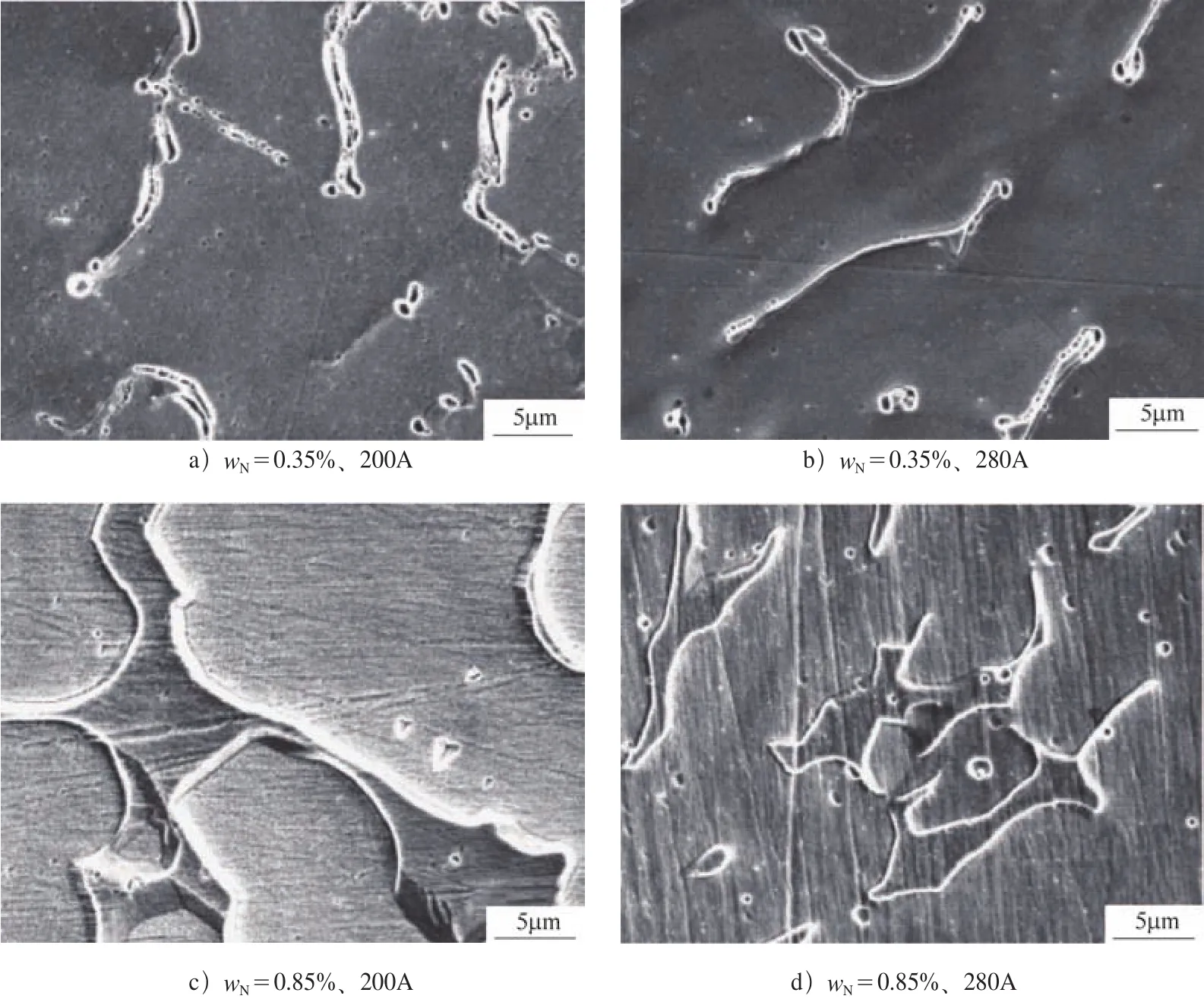
圖12 不同氮含量焊絲焊縫中鐵素體形貌對比
4 結束語
大多數研究表明,節鎳型中/高氮奧氏體不銹鋼的焊縫組織為奧氏體+少量δ-鐵素體,焊縫組織
形態、氮化物(Cr2N)、碳化物(Cr23C6)及其余第二相粒子的析出,與焊接方法、焊接工藝、母材及填充金屬成分有關。通過調整保護氣體和焊絲中氮含量,可以很好地調控氮元素在焊接過程中的遷移行為,焊縫金屬中氮含量對保證焊接接頭性能、避免出現氮氣孔缺欠至關重要,但要綜合考慮氮對焊接電弧形態、焊縫成形、熔滴過渡過程的綜合影響,在確保焊接過程穩定的前提下,獲得性能優異的焊接接頭。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
