磨料射流加工技術的發展與研究現狀
2022-12-29 13:10:36胡焰陳加東戴慶文黃巍王曉雷
表面技術 2022年11期
胡焰,陳加東,戴慶文,黃巍,王曉雷
研究綜述
磨料射流加工技術的發展與研究現狀
胡焰,陳加東,戴慶文,黃巍,王曉雷
(南京航空航天大學 直升機傳動技術重點實驗室,南京 210016)
與其他加工技術相比,磨料射流因具有無熱損傷、高柔性、材料適用性強等特點,一直是國內外學者研究的熱點。近年來,磨料射流被廣泛用在微切割、微流道制備、表面拋光等領域,其發展趨勢已經由宏觀尺度向微觀尺度轉變,由粗加工向精加工轉變。從射流的本質或根源來看,傳統技術主要分為(磨料)水射流、漿體射流和磨料氣射流。首先對上述各射流技術的發展背景、工作原理進行了綜述。此外,還介紹了最近出現的多相射流和高壓漿體射流等新技術。面對復雜的應用需求,如何挑選出合適的射流技術是一個難題。鑒于此,對各磨料射流技術的射流速度、工作壓力、射流束直徑、侵蝕輪廓和加工機理進行了深入分析和比較。最后對各磨料射流技術在微流道制備和表面光整加工等領域的應用情況以及存在的問題進行了論述,并詳述了多相射流和漿體射流在表面拋光方面的優缺點。結果表明,磨料氣射流擁有低壓高速的優點,可以快速地去除材料。磨料氣射流的缺點是射流易發散,需要結合掩模制備微流道。目前,掩模磨料氣射流能加工寬度低至10 μm的微流道。漿體射流和磨料水射流的射流束直徑已經可低至50 μm,能直接在表面刻蝕出大于50 μm的微流道。拋光應用中,漿體射流的材料去除率遠低于磨料氣射流,但表面粗糙度要好。考慮到兩者的優點,多相射流試圖在磨料氣射流和漿體射流之間建立一個橋梁。同時,與漿體射流的W形侵蝕輪廓相比,多相射流的U形侵蝕輪廓更有利于表面拋光。
磨料射流加工;混合方式;性能對比;應用領域;表面光整
磨料射流加工(Abrasive Jet Machining,AJM)是利用由噴嘴小孔高速噴出的微小磨料粒子作用于工件表面,通過粒子的高速碰撞剪切作用達到磨削去除材料的加工工藝[1]。在過去的20年里,AJM一直是發展很快的非常規加工方法之一[2-3]。它和激光一樣被歸類為能量束,在運動、控制和軟件系統等方面有著相似的要求。Miller[4]指出非熱源的磨料水射流與激光存在競爭與互補的關系,主要體現在以下幾點:切割超過激光能力的厚材料;適合低激光吸收率的材料,如反光銅等;適合硬脆材料,如玻璃、單晶硅、陶瓷、石頭等;不能有熱損傷的場合。
相較于其他技術,AJM具有很高的柔性、很強的復雜型面適應性。使用非固定的自由顆粒能夠到達許多困難的地方,如角落和孔洞等[5],因此在表面處理、機械制造、土木工程等多個領域已顯示出良好的應用前景(圖1)。在表面處理方面,磨料射流可用于表面光整,包括涂層、焊接和電鍍的前處理或后處理[6]。在制造方面,小的加工點非常適合板材切割[7]、空間表面拋光[8-11]、銑削[12]、車削[13-14]、鉆孔[15]和表面織構化[16],說明磨料射流可以充當砂輪、車刀、銑刀、鉆頭等傳統工具。在土木工程中,磨料射流被認為是破碎建筑物、巖石[17]和煤層,去除銹跡[18]和涂鴉有效的技術之一。在修整砂輪、制備刀具切削刃[19]、去毛刺[20]以及消除切削紋理、重凝固層(例如電火花加工后的表面[21])等方面,磨料射流獲得了越來越多的認可。在醫療行業,含鹽、冰粒、雙糖、糖醇、氨基酸、骨粉等物質的射流也常用于牙齒清潔和骨科手術。
經過多年的發展,磨料射流技術已在多學科融合發展方面呈現出百花齊放的態勢,出現了可以降低磨料堆積的間歇式微磨料射流[22],利用冰粒硬度的環保型冷凍冰粒射流[23],針對彈塑性材料(PTFE、PDMS)低溫下脆性的低溫磨料射流[24-25],利用磁場匯聚效應的磁流變射流[26],使用膠體顆粒代替硬質磨料的納米膠體射流[27],利用瞬間沖擊力的脈沖射流[28-29],處于水下[30]及負壓環境中[31]的磨料射流,以及與超聲振動[32]、空化[33]、電解[34]、激光加工[35]進行復合的射流加工技術等。但從射流的本質或根源來看,磨料射流技術分為(磨料)水射流、漿體射流、磨料氣射流等。圖2從時間軸上簡述了各磨料射流技術的發展歷程。本文首先對這些磨料射流技術的起源、工作原理進行了綜述。面對如此多類型的射流技術,人們在挑選時可能存在選擇性困難,因此需要對各磨料射流技術做一些綜合性對比,以便更好地理解并應用它們。鑒于此,本文第二部分從射流速度、工作壓力、射流直徑、侵蝕輪廓、加工機理等方面進行了深入分析與比較。本文第三部分論述了磨料射流技術在具體應用實例中出現的問題及應用難點,并用第二部分的內容解釋了為什么會出現這些問題。文中主要考慮了在微流道制備、表面光整、表面拋光等應用中存在的問題及應用難點,并著重論述了多相射流和低壓漿體射流在表面拋光方面的優缺點。本文最后給出了總結,并對磨料射流技術的未來發展方向進行了展望。
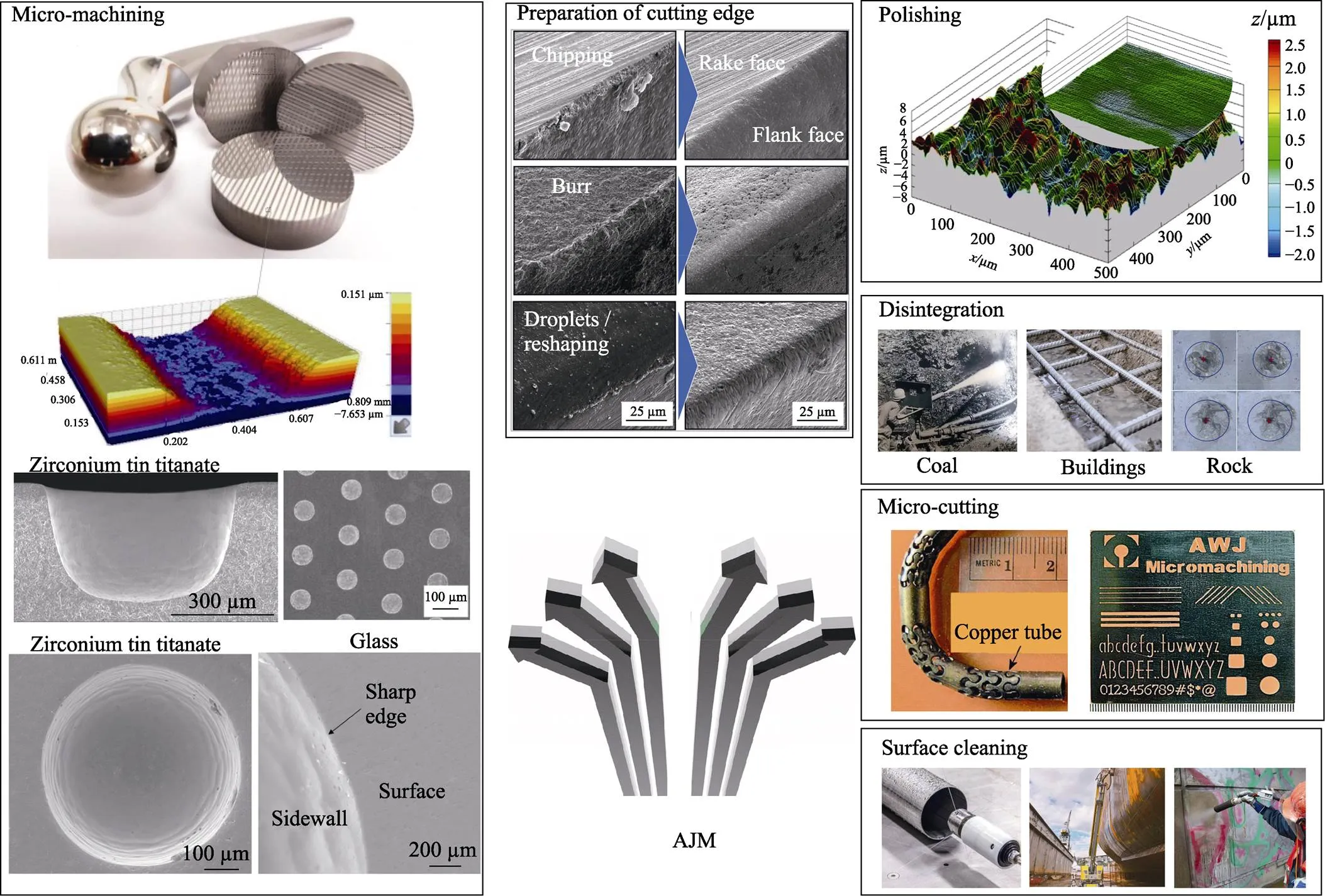
圖1 磨料射流加工技術的應用
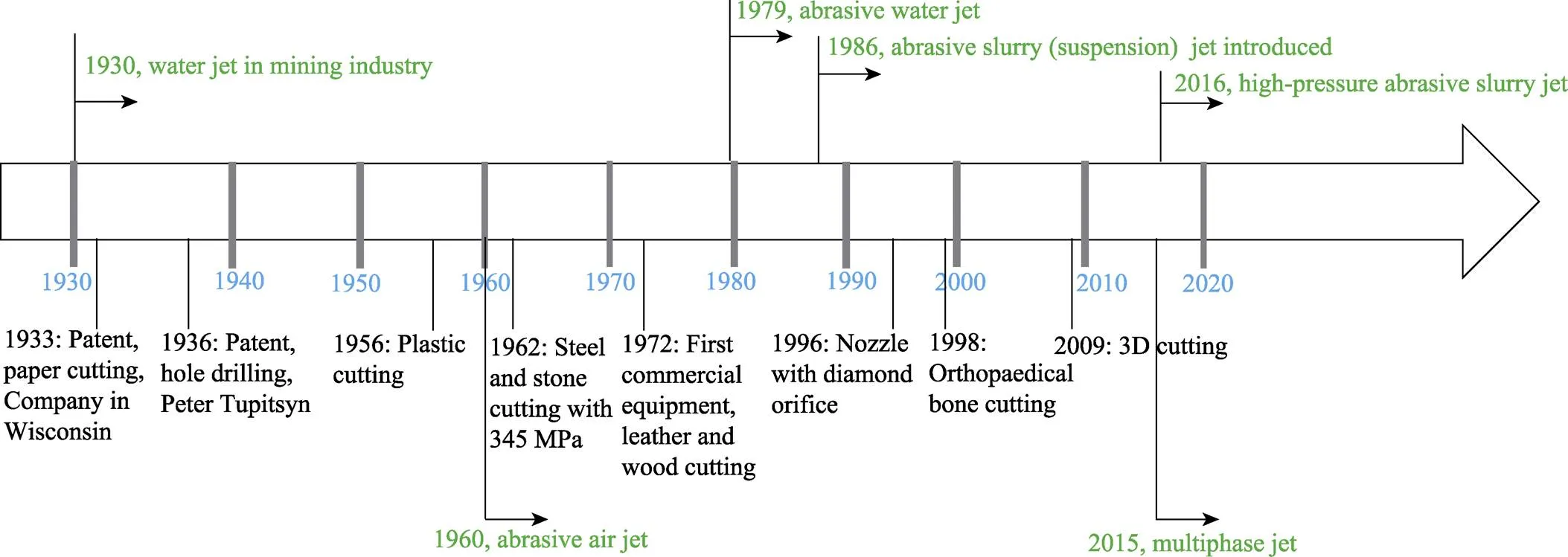
圖2 磨料射流技術的發展歷程
1 磨料射流技術的發展歷程
1.1 磨料水射流
磨料水射流是在純水射流的基礎上發展起來的。純水射流(Water Jet,WJ)起源于20世紀30年代,一種說法是為了開采煤礦, 另一種說法是為了切割某一種特殊材料,其工作原理如圖3a所示[36]。早期水射流能夠達到的壓力在10 MPa以內,只能用于沖刷煤層、切割紙和布匹等軟材料。20世紀50年代,Norman Franz博士將重物放置水柱上,迫使其通過一個小孔,獲得了短暫的高壓射流[2]。雖然此次實驗并不能用于工程生產,但他開啟了高壓水射流切割技術的先河,被稱為“水刀之父”。20世紀60~70年代,高壓泵、增壓器和耐壓管等器件的研制使水射流的壓力不斷提升。此時,已開發出用20~30 MPa的水射流慢速切割煤體。由沖刷到破碎實際上是水射流的一個質變。20世紀70年代開發了100 MPa、大于200 MPa的水射流輔助采煤機、掘進機、清洗機等。
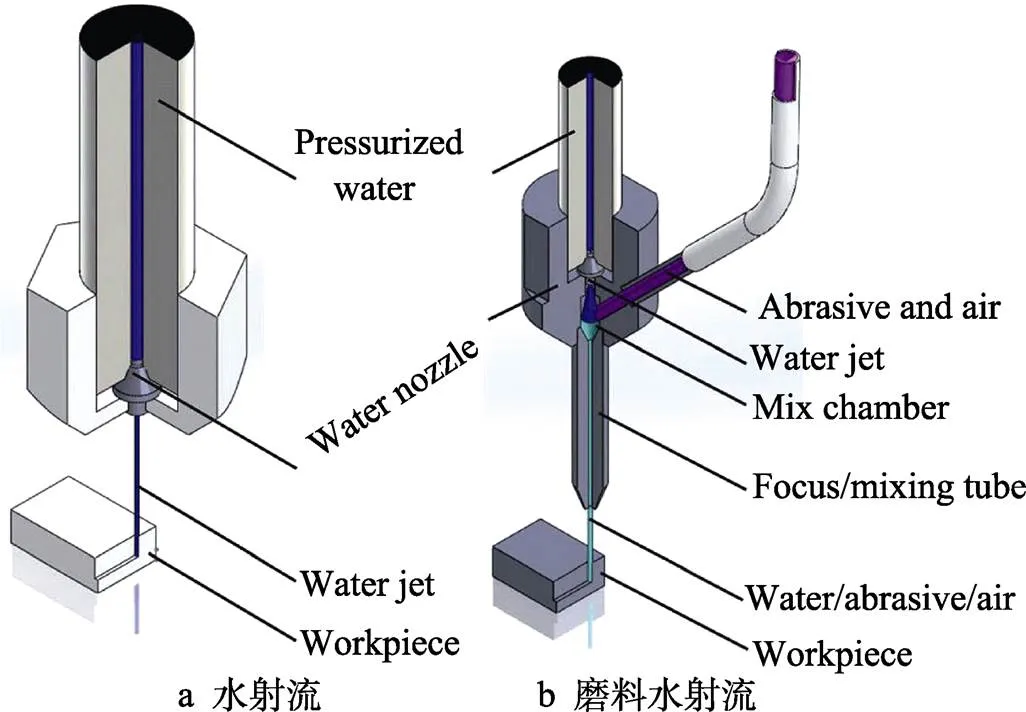
圖3 水射流和磨料水射流原理圖[3]
水射流朝著高壓方向發展的同時,70年代末期國際水射流領域出現了一個引人注目的新動向,即從單一提高水射流壓力的觀點開始轉向研究如何提高和發揮水射流的潛力,這就有了脈沖水射流、高溫水射流、磨料水射流、空化水射流、旋轉射流等新技術。與同等壓力下的普通水射流相比,這些射流大大提高了作業效率。其中具有代表性的是由Mohamed Hashish 博士在1979年提出的磨料水射流技術(Abrasive Water Jet,AWJ),其工作原理如圖3b所示:干燥的磨粒和空氣被水射流產生的負壓吸入混合腔內并加速,最后經噴砂管匯聚噴出。隨著空氣從混砂管吸入水射流,AWJ成為由水、空氣和磨料顆粒組成的氣/液/固三相介質射流。引入磨料后的水射流幾乎可以用來切割任何堅硬的物體[37],而無磨料的純水射流,即使在壓力高達120 MPa時也沒有明顯的材料去除[27]。Haghbin等[38]對AWJ中吸入的空氣進行研究,發現它增加了加工通道的侵蝕率和波紋度。他們還報告說,空氣導致射流束以更大的速度發散,增加了加工通道的寬度。高壓、高速磨料流容易造成噴嘴磨損,使磨料水射流加工在經濟上缺乏競爭力。20世紀80年代,在引入耐磨陶瓷噴嘴后,磨料水射流開始商業化,并在很短時間內成為工業主流,主要用于切割和清洗。進入21世紀后,水射流朝著超高壓、大功率、多用途和高精度的方向發展。隨著噴頭關鍵技術的突破,噴嘴由毫米尺度轉向微米尺度。如今,藍寶石噴嘴、超硬磨料、可靠的高壓泵(600~700 MPa)、多軸數控、精確的管理和過程監控系統等新技術,已經使AWJ成為很有前途的微制造技術之一。
國內于20世紀80年代后期開始設計并制造水射流切割機,取得了令人矚目的成就。近年來,中國礦業大學、山東大學、西華大學、哈爾濱工業大學、重慶大學、西安工業學院、西南科技大學、安徽理工大學、中國石油大學等科研機構,都對AWJ的設備及切割性能進行了研究[10]。其中,中國礦業大學開發了一套適合于煤礦井下高瓦斯環境的磨料水射流切割系統[39]。山東大學驗證了AWJ對陶瓷材料的無損傷加工能力,開發了具有特色的圓柱面車削和螺紋車削工藝[14]。西華大學用AWJ進行三維微雕刻,證明了磨料水射流的微加工潛力[40]。
1.2 漿體射流
由于水射流的能量和密度較高,吸入的磨料難以混入水射流中心,導致顆粒在射流邊緣集中。一種被認為更均勻的混合方式在1986年提出,即漿體射流(Abrasive Slurry Jet,ASJ)。其常見的射流形成方式有2種。第一種如圖4所示,將磨料和水預混合成漿體,利用壓力水(Case 1和 Case 2)、壓力空氣(Case 3)或泥漿泵(Case 4)加壓通過噴嘴噴出。表1列出了它們的主要工作參數。其中,Case 1通過流量閥控制一部分水流向噴嘴,另一部分水流向漿料室頂部,從而驅動漿體與高壓水相互混合。為將水的壓縮性限制在3%以內,同時最大限度地減少漿料流對沿程管路、閥及噴嘴等組件的磨損,其工作壓力通常被限制在100 MPa以內,常用70 MPa來匹配所選用的組件[4]。由于進入漿料罐的水不斷地稀釋漿料濃度,且高壓密閉罐內不便攪拌,容易發生磨料沉降,因此Case 1的漿體質量流很不穩定。Case 2可以視為Case 1的改進版,采用浮動活塞[41]或柔性隔膜[42]將高壓水室和漿料室隔離,并用振動器減緩磨料沉降。但浮動活塞處的動態密封元件容易遭受磨粒磨損;隔膜運動的不確定性使系統容易發生機械振動,導致加工的槽底出現波紋[43]。Case 3采用壓縮空氣擠壓密閉罐內的漿料,而Case 4 通過隔膜泵抽送漿料,加工時長不受限制。相比之下,Case 4產生的漿料壓力和流速均高于Case 3(見表1),這使得微加工能夠在較高的動能下進行。此外,Case 4采用脈動阻尼器來平衡壓力波動,大大提高了流量穩定性,但工作壓力受到低壓泥漿泵的限制。總的來說,漿體射流的工作壓力不超過70 MPa,比(磨料)水射流低2個數量級。
Case 4是常用的一種漿體射流,缺點是8 MPa的泵送壓力僅能實現130 m/s的射流速度。過去人們試圖提高泵送壓力來增加材料侵蝕率,但發現閥、泵、管道等系統部件因異常高的磨損而過早失效。在這些組件的使用壽命得以延長之前,ASJ的應用范圍將長期受到限制。于是,另一種漿體射流,即高壓漿體射流(High-Pressure Abrasive Slurry Jet,HASJ),在2016年被提出[44]。如圖5所示,其原理類似于AWJ,磨粒在噴嘴附近添加,區別在于將吸入的磨粒和空氣替換為磨料和水,所以可以大大提高工作壓力,避免空氣對射流的擾動,防止系統組件過早失效。
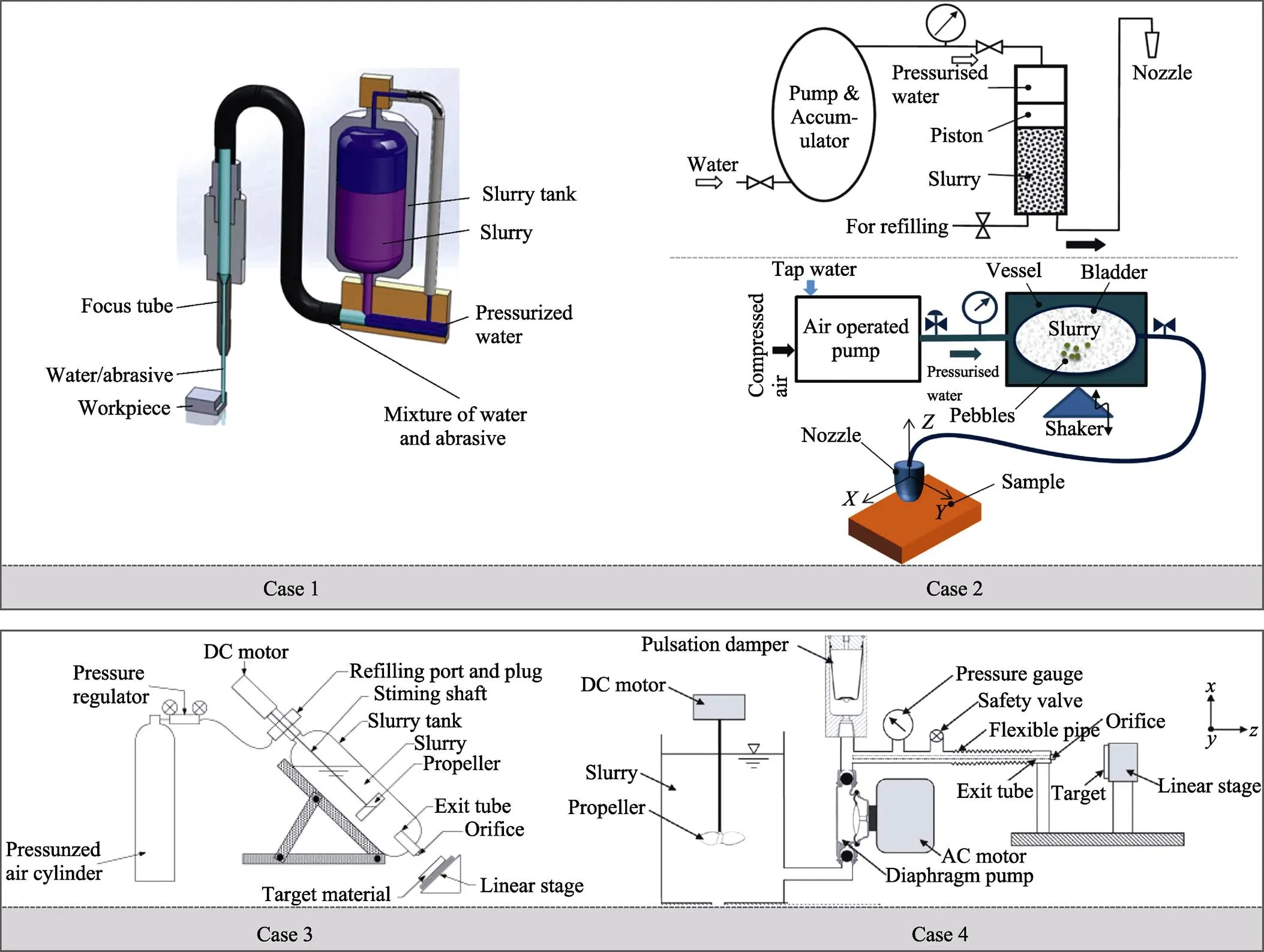
圖4 漿體射流原理
表1 低壓漿體射流的分類及工作條件

Tab.1 Classification and working conditions for low-pressure ASJs
1.3 磨料氣射流
磨料氣射流(Abrasive Air Jet,AAJ)是在20世紀60年代基于噴丸技術發展起來的,采用高速氣流驅動磨料顆粒沖擊材料表面,達到微量去除工件材料的目的[49],區別在于傳統的噴丸處理主要用于表面冷硬化,而AAJ主要用于材料去除。典型的磨料氣射流粉末供給方式有4種,包括壓入式[50-51]、氣流攪拌式[51-52]、振動/重力式[53-54]和吸入式[55],其工作原理如圖6所示。磨料氣射流是一種干式加工,對濕度非常敏感。系統中任何水分都能使顆粒凝結,因此需要進行復雜的前期準備工作,即對空氣進行清潔、除濕和將粉末加熱至120 ℃,以提高投料的穩定性。用于微加工的粉末尺寸通常在3~30 μm,這種細粉的不規則形狀和靜電荷很容易導致粉末架橋、壓實和團聚[51]。圖6a—b均采用加壓式粉末供給系統。粉末在受壓儲料罐中會被進一步壓實,因此需要額外的振動或機械攪拌來促進物料混合,進而改善粉料流動的穩定性,但這種改善對于微細、更有黏性的粉料作用不大[56]。此外,振動和混合器引起的粉末運動通常被認為會促進顆粒分層和產生梯度,因為顆粒容易根據大小和形狀被分離[57]。隨著粉末消耗,儲罐內的粉末層高度也會影響粉末質量流量的穩定性,特別在圖6b所示的進料系統中,這種影響尤為顯著。為創造一個壓差,迫使粉末進入混合室,圖6a中的振蕩閥需要被間斷的打開和關閉。以上這些進料中的任何變化和不連續性都能反映出磨料氣射流侵蝕的不穩定和加工過程的不可重復性[51]。與磨料水射流一樣,磨料氣射流也存在噴嘴的磨損。山東大學鄧建新等[55]發現噴嘴入口處的磨損最嚴重,隨后通過層狀陶瓷設計提高了該處的抗磨損能力。此外,干式AAJ加工中還存在著射流發散、粉塵污染和貴重磨料難以回收利用等問題,這也在一定程度上制約著AAJ的普及和發展[58]。
圖5 高壓漿體射流原理[44]
su等[59]于2015年提出了一種使用高壓氣通過文丘里噴管驅動磨料和水的混合物的多相射流加工技術(Multiphase Jet,MJ),用于表面微織構的加工。其原理如圖7所示,通過攪拌器將磨料和水混合均勻,采用高速氣流通過文丘里噴管對氣流加速,并產生負壓,從而將磨料和水的混合物吸入噴嘴內部,形成包括氣體、液體、固體三相的射流[60]。和磨料水射流一樣,多相射流也是一種三相混合射流,區別在于用氣體驅動磨料。和圖6d所示的方法一樣,多相射流的開放式進料系統很方便更換和添加物料,允許長時間加工。與磨料氣射流相比,通過將磨粒與水充分均勻地預先混合,MJ被證明可以降低磨料消耗量,能匯聚氣射流,能迅速的降塵與磨粒收集,能形成均勻、可重復的顆粒質量流,進而獲得較高的加工重復性。
圖6 磨料氣射流的粉料供給方式
圖7 多相射流原理 [61]
雖然磨料射流技術的種類繁多,但根據混合方式,可以看出磨料介質的輸送要么基于壓縮,要么基于吸力,即前混合和后混合方式[62]。前混合磨料射流中,系統內沒有混合腔,其中磨料通過壓力壓入高壓管,然后經噴嘴射出。圖4和圖6a—c均屬于前混合射流。后混合磨料射流中,磨料與加載流體在噴嘴內混合,其中流體先通過一級孔口在混合腔內形成射流并產生一定的真空度,然后將磨料吸入高速氣射流或水射流內加速,再經聚焦管(混合管)噴出。圖3b、圖5、圖6d和圖7均屬于后混合射流。需要說明的是,除了上述負壓吸入[63]和外壓壓入[64]的磨料輸送方式外,還存在同時使用負壓與外壓輸送的方式。例如,后混合磨料射流中聚焦管內徑較小時,通常采用這種附加壓力來彌補吸力不足[65]。
2 磨料射流技術的對比
2.1 壓力與速度
無論磨料射流被用于微流道制備還是被用于大面積拋光,一個大的射流速度意味著能更快速地完成加工任務,因此有必要了解各磨料射流技術能達到的射流速度及其實現的條件。一般來說,人們希望使用小的射流壓力來實現高的射流速度。如圖8所示,前混合AAJ通常使用0.1~0.8 MPa的低氣壓就能實現100~240 m/s的顆粒速度[42,66]。當配備Laval型聚焦管時,其出口速度可進一步提升,最高可達324~ 440 m/s[64]。后混合AAJ產生的速度要比前混合AAJ產生的速度低,因為最大的空氣速度在噴嘴內部達到,而不是在出口。當后混合AAJ中配備Laval型空氣動力管(一級孔口)時,其噴嘴出口速度可高達200~376 m/s[63]。多相射流(MJ)的速度鮮有報道,其采用后混合進料方法,且由于吸入水的干擾,導致其速度較低,約100~150 m/s[60]。通過優化噴嘴內部結構,多相射流的速度應該還有上升的空間。
圖8 各磨料射流技術的速度和壓力對比
純水射流(WJ)的工作壓力最高可達600 MPa,因此能形成高達1 000 m/s的流速[36]。在金屬、合金等塑性材料的射流銑削工藝中,磨料水射流(AWJ)常采用100~300 MPa的壓力,產生了250~380 m/s的顆粒速度[67]。Papini等[38]對比了AWJ和高壓漿體射流(HASJ)的速度,發現二次流為水和磨粒的HASJ產生的速度要比二次流為空氣和磨粒的AWJ產生的速度略低,為200~280 m/s。相比之下,漿體射流(ASJ,Case 4)產生的射流速度要低得多。當隔膜泵的操作壓力為4~8 MPa時,能產生89~127 m/s的顆粒速度[48];當操作壓力為1~3 MPa時,能產生49~78 m/s的顆粒速度[68-69]。
上述對比表明,水射流、磨料水射流和高壓漿體射流的特點是高壓超高速,而漿體射流的特點是低壓低速。相對而言,磨料氣射流擁有低壓高速的優點。例如,0.8 MPa的氣射流能實現292 m/s的平均顆粒速度[63],而磨料水射流要達到該速度需要至少180 MPa的工作壓力[67]。
2.2 最小射流束直徑
磨料射流的應用涉及微切割和微流道的制備,因此有必要了解各磨料射流技術目前能夠加工出的最小尺寸。射流束直徑在一定程度上反映了磨料射流微加工能力。射流通過噴嘴內腔匯聚成細流束。顯然,射流束直徑取決于噴嘴內孔直徑大小。通過不斷縮小噴嘴內孔,各磨料射流技術已實現對金屬、陶瓷、光學玻璃等難加工材料的無掩模精密微細加工。圖9對比了目前各磨料射流技術能夠實現的最小射流束直徑。從整體上看,由于氣體易擴散,以氣為載能流體的射流所形成的射流束直徑都要遠大于以水為載能流體的射流所形成的射流束直徑[33]。
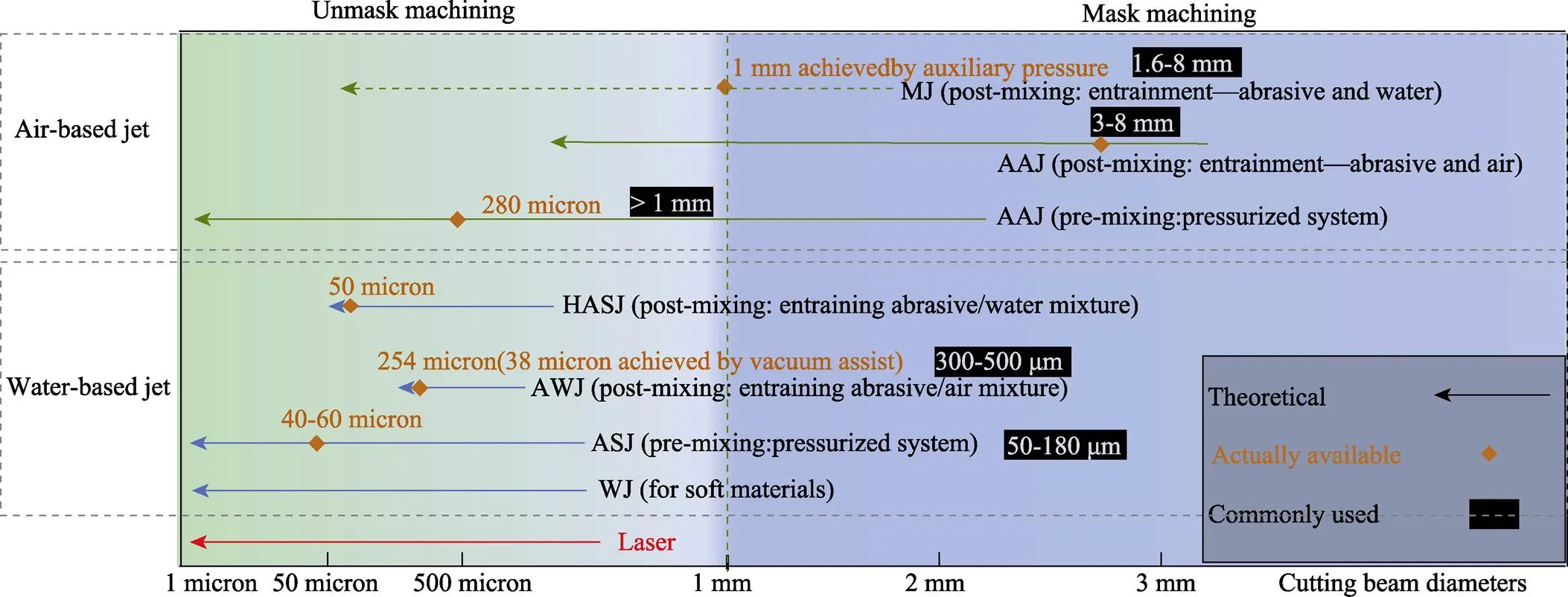
圖9 各磨料射流技術的射流束直徑對比
不同混合方式也影響著磨料射流的射流束直徑。WJ和ASJ的噴嘴本質上是相同的,都是依靠壓力注入細噴管。理論上這些前混合磨料射流可以產生無限細的射流束。目前,ASJ的噴嘴內徑可以低至40~ 60 μm[4,48],產生大約50 μm的射流束直徑,具有很強的微刻蝕能力。該極限尺寸主要受限于顆粒流(50~300 nm)引起的噴嘴堵塞和磨損。顯然,純水射流(WJ)可以突破此極限,與激光相媲美。缺點是沒有磨料參與切削,使得它和激光的應用都僅限于軟而薄的材料[70]。
由于存在混合腔和夾帶空氣,后混合磨料射流(AWJ)產生細射流束的能力明顯弱于前混合磨料射流(ASJ)。為產生足夠的真空度,AWJ聚焦管(有時也叫混合管)的內徑一般比一級孔口內徑大1~2倍。研究者一直試圖通過縮小孔口與聚焦管的內徑來提高微加工能力。美國OMAX公司已經開發出了3種內徑比的AWJ噴嘴:MAXJET5 [360 μm (Orifice Diameter)/760 μm (Mixing Tube Diameter)],MINIJET [250 μm/530 μm],SUBMINIJET [180 μm/380 μm][70]。最新產品OMAX 2626 Jet Machining Centre的噴嘴內徑比可以小至127 μm/254 μm,產生大約455 μm的射流束直徑[71]。如前所述,AWJ依靠干磨料的自由流動特性和足夠高的氣流來懸浮和輸送磨料顆粒至混合管。當混合管內徑低于500 μm時,氣體流動性下降,難以穩定懸浮并輸送磨料,因此AWJ常使用超過500 μm內徑的聚焦管。使用300 μm內徑的聚焦管時,AWJ除了需要使用細磨粒外,還需要一些輔助方法來促使磨料進入混合管。例如,利用螺桿泵強制磨料進入混合管,便可使用127 μm/300 μm的噴嘴內徑比[40]。采用內徑小于200 μm的微型聚焦管還只是在實驗階段(來自OMAX公司)。從上述分析來看,常規AWJ噴嘴的聚焦管尺寸在500 μm左右,通過輔助方法可達300 μm以下,但最低不能低于250 μm。顯然,這些尺寸(250~500 μm)都要遠大于ASJ使用的噴嘴尺寸(40~60 μm)。
縮小內徑比來提高AWJ微加工能力的主要限制是由于噴嘴堵塞,因為水射流通過孔口形成的真空隨著聚焦管內徑的減小而減小。射流泵的作用變得太弱,無法通過重力給料來輸送磨料。值得注意的是,一些優化設計正在縮短AWJ和ASJ在獲取最小射流束直徑方面的差距。例如,Hashish[45]通過使用真空泵抽吸混合腔產生強負壓的方法(即真空輔助法)將AWJ的噴嘴內徑比擴展至75 μm/38 μm,成功實現了半導體材料的微切割和微鉆孔加工。研究發現與懸浮在空氣中的干磨料相比,懸浮在水或水蒸氣中的濕磨料更容易流入混合室,因此可以提高使用細聚焦管的能力。Miller[4]指出,通過水蒸氣輸送磨料(SAW),可以將AWJ的射流束直徑減小至300 μm以下;通過漿料輸送(FAW),可以將AWJ噴嘴的聚焦管尺寸從300 μm擴展至50~90 μm。此外,漿料輸送還可以避免夾帶空氣對射流束的擾動。HASJ正是利用漿料輸送將AWJ的射流束直徑從455 μm減至285 μm[38]。
磨料氣射流通常使用較大口徑的噴嘴。前混合AAJ使用的噴嘴內徑可以相對較小,文獻[72-74]報道有280、500、600 μm。如圖10所示,由于氣射流離開噴嘴后顯著發散,只有通過使用這些微噴嘴并近距離噴射才能獲得小的加工點,即無掩模微細加工。小噴嘴和近距離都使射流速度降低,導致侵蝕率下降。絕大多數磨料氣射流均使用超過1 mm內徑的噴嘴,因此需要掩模(mask)來提高微細加工能力。掩模的使用,可以在更廣闊的區域形成微織構,通常比無掩模單點刻蝕速率高。后混合AAJ常使用3~8 mm內徑的大噴嘴[55]。類似HASJ,多相射流(MJ)在后混合AAJ的基礎上,通過漿料輸送并使用壓力壓入混合腔,能將噴嘴口徑減至1 mm[75],并顯著提高加工分辨率(圖11)。
圖10 漿體射流(a)和磨料氣射流(b)的射流束直徑對比 [33]
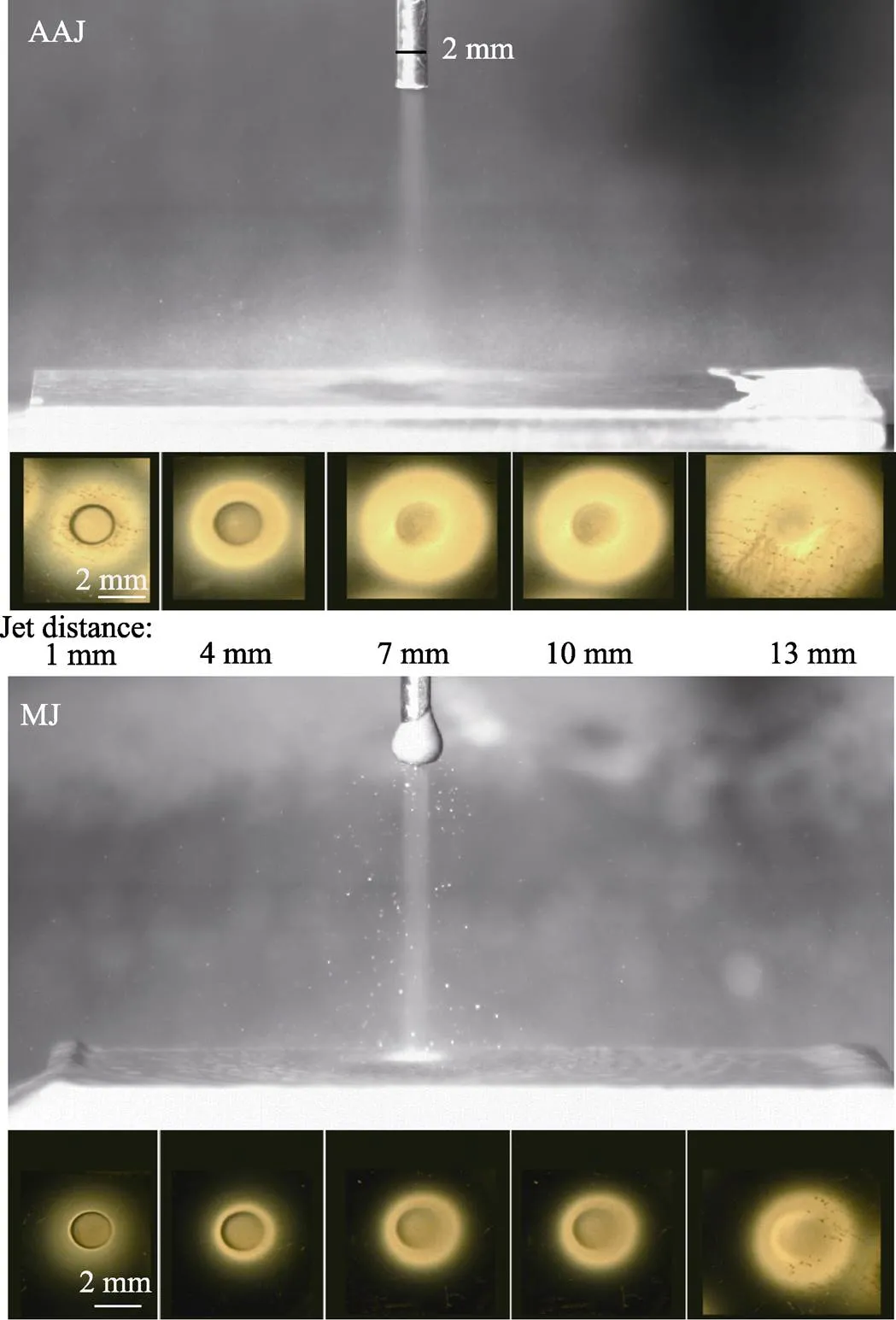
圖11 后混合磨料氣射流和多相射流的侵蝕足跡對比[60]
2.3 侵蝕輪廓
磨料射流加工涉及在工件表面加工微凹坑或微流道,其截面輪廓影響流體的流動特性,因此被廣泛關注。磨料射流拋光面可以看成是由單個侵蝕足跡的疊加運動造成的。侵蝕足跡的輪廓對拋光區形貌有重要影響,因此有必要了解各磨料射流技術在不同工藝參數下的侵蝕輪廓。氣射流和水射流的本質區別在于載能流體的密度、黏度和可壓縮性不同。磨料氣射流是一種干式加工工藝,多相射流是一種濕式加工工藝,而漿體射流是一種黏度和密度更大的濕加工工藝。載能流體的性質影響了顆粒動力學特性,進而影響了射流的侵蝕輪廓。
當射流連續沖擊表面時,由于流動受阻,流體速度突然下降,在液固接觸界面處會形成一個壓力很大、流速很低甚至停滯的區域,通常稱作停滯區域(stagnation zone)。數值模擬的射流速度截面如圖12所示,可以發現磨料氣射流中加入的水形成了一個較強的停滯效應(stagnation effect)[60]。加速粒子接近該區域時,會發生偏轉、減速,甚至失去動能。在相同的工藝參數下,AAJ由于表現較弱的停滯效應而提供較高的材料去除率,其磨料粒子幾乎垂直地撞擊表面,因此形成V形侵蝕輪廓,而多相射流(MJ)中較強的停滯效應,通常導致粒子偏轉并撞擊側壁,因此形成U形侵蝕輪廓[60]。
水的黏度是空氣黏度的100倍,因此漿體射流產生了比氣射流和多相射流更強的停滯效應。沖擊顆粒的動能和到達目標表面時的軌跡(主要影響顆粒的沖擊角)都會受到此停滯效應的影響,從而影響沖蝕過程,特別是微孔的形成過程。如圖13所示,由于這種強停滯效應,低壓漿體射流(ASJ,1~3 MPa)在脆性材料玻璃[69]和塑性材料SUS-304不銹鋼[68]表面均形成了W形侵蝕孔。在漿體射流中,強停滯區域內的阻力使磨粒在接近表面時減速更大。也就是說,黏度增加了停滯效應,降低了粒子的沖擊能量,從而降低了侵蝕能力。漿體射流的顆粒流速本身就低(42~89 m/s),又由于強大的停滯效應進一步降低了顆粒的撞擊速度(19~41 m/s)[47],使其材料去除率在所有射流中表現最低。另一方面,黏性流對顆粒到達目標表面時的運動軌跡也有較大的影響。在相對低壓的漿體射流中,動量平衡系數小的顆粒容易跟隨水流流動,以較小的角度撞擊表面。由于脆性材料的侵蝕強烈依賴垂直于表面的速度分量,撞擊角減小的凈效應是減少侵蝕。因此,在漿體射流中,一般塑性(延性或韌性)侵蝕模式占主導。如前所述,強停滯效應導致粒子偏轉至兩側并以小角度撞擊。顆粒在停滯帶周圍呈環狀沉積,而射流中心粒子濃度降低。塑性侵蝕模式中,小角度撞擊產生的侵蝕率較高,因此與撞擊中心相比,兩側的侵蝕深度較深。總之,強停滯效應使有效侵蝕區從射流撞擊中心向外移動,即形成W形侵蝕輪廓[76]。
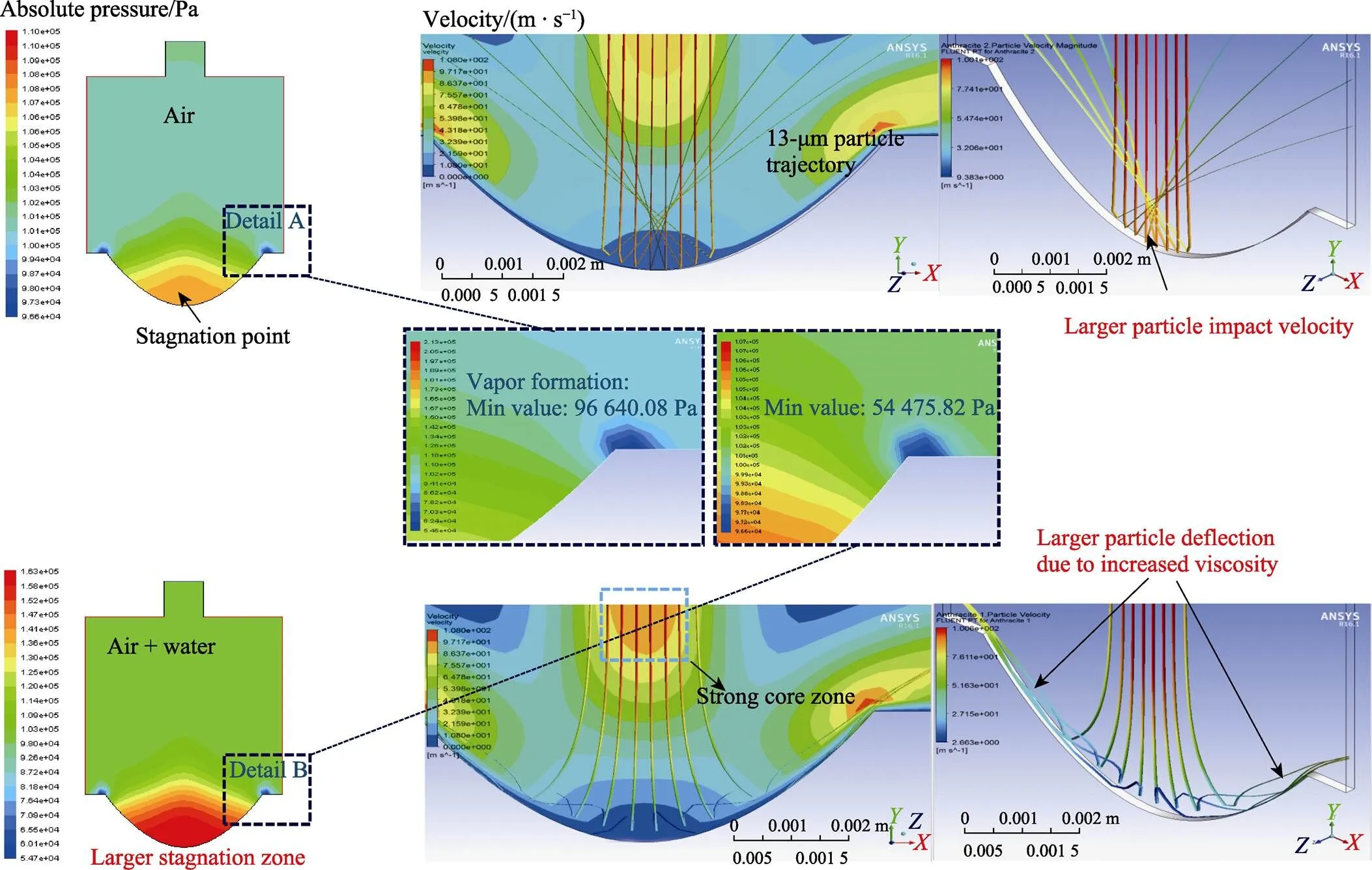
圖12 干濕加工條件下停滯壓力和顆粒運動軌跡的對比[60]

圖13 磨料氣射流和漿體射流加工輪廓的對比[68]
W形侵蝕輪廓需要更復雜的拋光路徑規劃,易產生中高空間頻率紋理分布的拋光面。眾多研究者試圖通過優化工藝參數來避免W形侵蝕輪廓的產生。例如,王軍等[69]發現泵送壓力從1 MPa增加到3 MPa時,中心凸起逐漸被削平。方慧等[76]發現噴嘴直徑從2.5 mm 減小到1.5 mm時,中心區域材料被部分去除,但去除量依然小于邊緣。特別地,Papini等[48]發現使用50~180 μm口徑的小噴嘴并提高泵送壓力至4~8 MPa時,即射流速度提高到90~127 m/s時,W形侵蝕輪廓被U形侵蝕輪廓取代。在Nguyen等[77]的研究中,使用了大口徑噴嘴(6.4 mm)和低射流速度(30 m/s),發現當磨粒粒徑從50~350 μm增大到450~700 μm時,侵蝕輪廓由W形轉變為U形。以上結果表明,高射流速度、大顆粒尺寸和小口徑噴嘴都可以增大顆粒動量平衡系數,使得磨粒可以穿透水停滯區,類似于氣體或空氣中的沖擊,因此漿體射流的侵蝕輪廓將由W形轉變為渴望的U形。
類似地,在相對低壓(150 MPa)、高噴嘴橫移速度下的磨料水射流銑削工藝中,玻璃通道底部也出現了W形凸起[78]。顯然,高壓下的高能量束,包括水射流、磨料水射流和高壓漿體射流(235 MPa)都將產生U形侵蝕輪廓[37,44,79]。
表2對比了磨料氣射流和漿體射流在不同工藝參數下生成的侵蝕輪廓。可以發現,磨料氣射流中的W形侵蝕輪廓主要是由于近距離噴射時顆粒回彈干擾所致,而漿體射流中的W形侵蝕輪廓主要出現在產生低侵蝕動能的工藝參數組合中。需要說明的是,磨料氣射流出現W形侵蝕輪廓很少見。如圖14所示,即使出現W形侵蝕輪廓,其底部凸起也不太明顯。這種輪廓只有在以下條件同時滿足時才能出現:0.5 mm[72]、2 mm[73]的小射流距離;0.05 g/s[72]、0.02~0.06 g/s[73]的低磨料流量;小于40 μm的細顆粒尺寸。顯然,這些條件通常不被采用或不會被同時采用,因此絕大多數文獻中都認為磨料氣射流(AAJ,0~0.8 MPa)中的停滯效應可以被忽略,通常在脆性材料表面產生V形輪廓[75](塑性材料可能偏U形)。漿體射流在0.6~3 MPa的工作壓力中一般都產生W形侵蝕輪廓,且輪廓中心凸起的程度均遠大于氣射流,即漿體射流中心幾乎未發生侵蝕(見圖13)。從表2中還可以發現,在同等射流速度范圍(89~127 m/s)內,磨料氣射流產生V形侵蝕輪廓,而漿體射流產生U形侵蝕輪廓,再次說明載能流體黏度(這里主要指空氣和水)對侵蝕輪廓的影響。
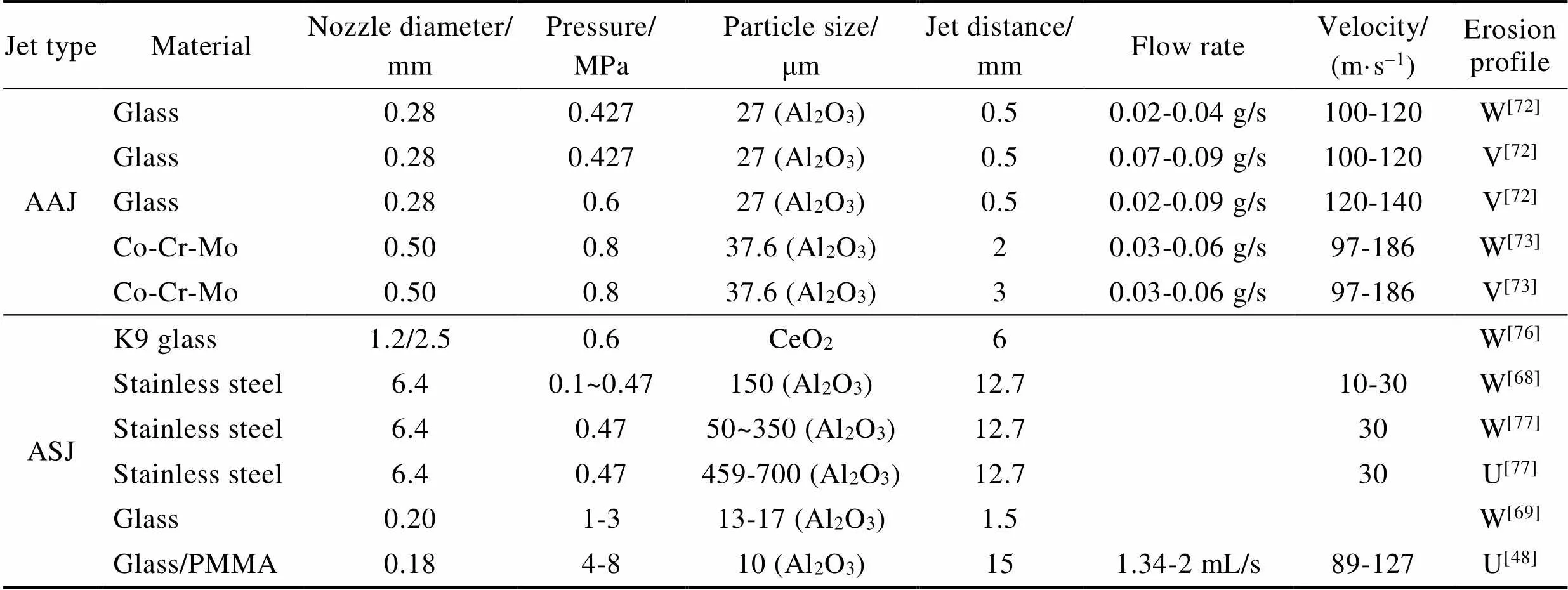
表2 磨料氣射流和漿體射流在不同條件下生成的侵蝕輪廓
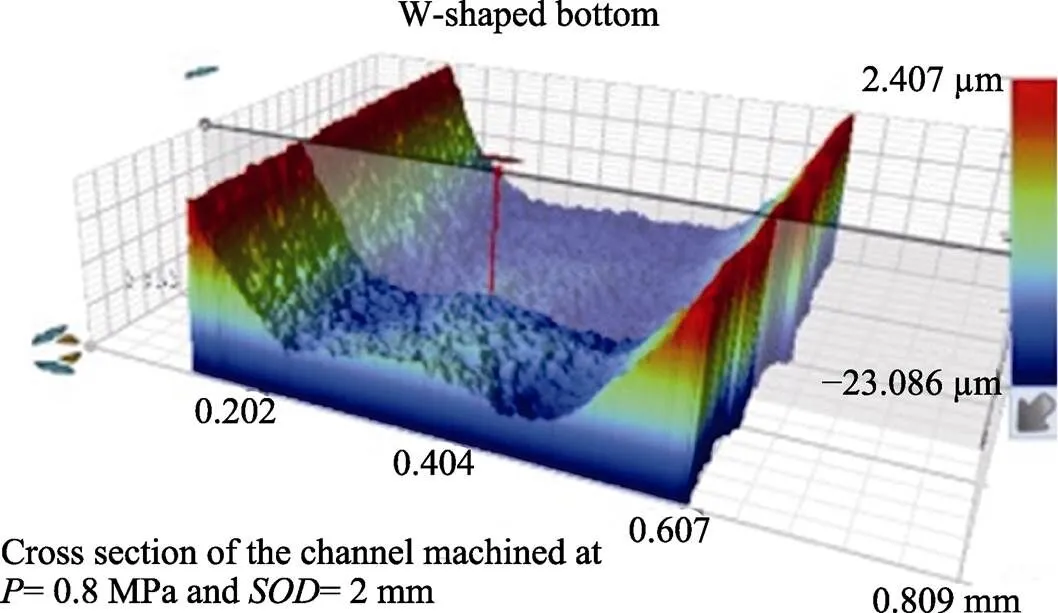
圖14 磨料氣射流中出現的W形輪廓[73]
2.4 加工機理
在磨料射流加工中,顆粒撞擊表面時發生脆性斷裂還是產生微切削效應決定微流道底部表面和拋光表面質量的好壞,因此有必要了解干射流和濕射流之間的材料去除差異。載能流體的性質差異影響著顆粒動力學特性,進而也影響著顆粒的侵蝕機理。使用文丘里效應的后混合射流,包括多相射流、磨料水射流和高壓漿體射流,在混合腔內就開始發生不同程度的液滴破碎現象。由于射流束邊界層氣體擾動、湍流和空化等原因,任何形式的水射流(包含漿體射流)一旦離開噴嘴進入空氣,便開始霧化成一些小水滴[80]。如圖15a所示,Hu等[60]證實,當這些包裹著細顆粒的液滴高速撞擊工件表面時,顆粒會被偏轉,沿著加工表面滑動。顆粒在沖擊時刻的取向對侵蝕機理有很大的影響。如圖15b所示,與干式磨料氣射流加工(AAJ)相比,由于加入的水起到了緩沖潤滑作用,多相射流(MJ)中偏轉的顆粒在加工表面留下了許多劃痕。這種滑動研磨被證明可以提高加工表面的質量[60]。如圖15c所示,在磨料氣射流加工中,垂直撞擊的顆粒在石英表面留下許多貝殼狀脆性侵蝕凹坑,而漿體射流中偏轉的顆粒產生了塑性加工中常見的微切削效應[81]。上述對比表明,干射流加工中的材料去除是由撞擊(impacting)引起的,而濕射流中材料去除主要是由刮削(scraping)引起的。脆性材料在顆粒垂直撞擊時的侵蝕率最大。因此,干式磨料射流特別適合高脆性非金屬材料和高硬度金屬材料的局部加工,而濕式磨料射流有利于降低表面粗糙度,提高表面加工質量。
如圖16所示,濕射流在處理多相材料時也表現出獨特的優勢。脆性材料的侵蝕率在垂直噴射時最大,而延性材料的侵蝕率在垂直噴射時較低。如前所述,干射流加工中的顆粒幾乎垂直地撞擊表面。此時,脆塑材料之間的材料去除率差異較大。因此,如圖16a所示,在加工含銅的氮化鋁陶瓷時,干射流只去除了脆性材料氮化鋁,留下難加工的銅基體[12]。濕射流加工中,顆粒偏轉導致在垂直噴射時(90°)的平均顆粒撞擊角僅為80°,因此能降低多相材料中相材料之間的材料去除差異,使脆塑材料被同步去除。于是,如圖15a所示,在加工含銅的氮化鋁陶瓷時,ASJ加工的表面平坦度要遠高于AAJ[12]。當處理SiC/Si復合陶瓷材料時,濕射流表現出了更大的優勢。圖16b對比了干加工表面和濕加工表面,可以發現濕加工處理的Si表面沒有明顯的撞擊裂紋。如Hu等[60]的工作所述,干式加工(AAJ)中的磨料撞擊表面后垂直反彈,而濕式加工中的磨料被偏轉,沿已加工表面形成二次流。因此,垂直沖擊的磨料容易在硅基上產生裂紋,而偏轉的顆粒可以產生額外的拋光效果,有利于形成無裂紋表面。此外,SiC晶粒和Si基體之間的侵蝕差異導致了加工表面呈溝槽狀形貌。如圖16c所示,在這些狹小的空間中,濕射流會出現一種常見的微漩渦現象,能使磨粒沿著一定方向運動。滾動粒子的這種定向運動可以進一步平滑裂紋表面,從而形成無裂紋侵蝕面,這反映了濕射流加工柔性強于干式射流。
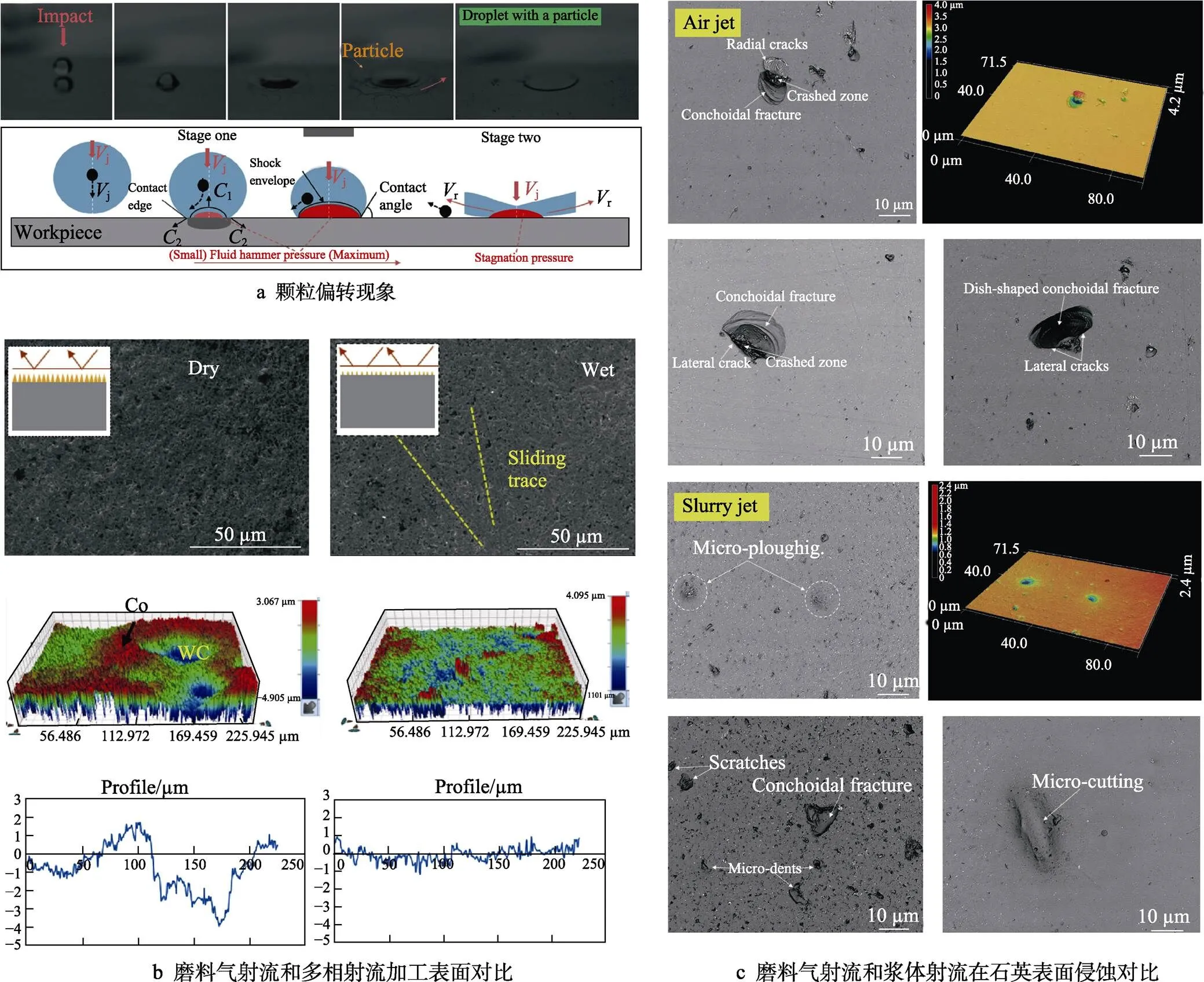
圖15 干射流加工和濕射流加工的侵蝕面對比[60,81]
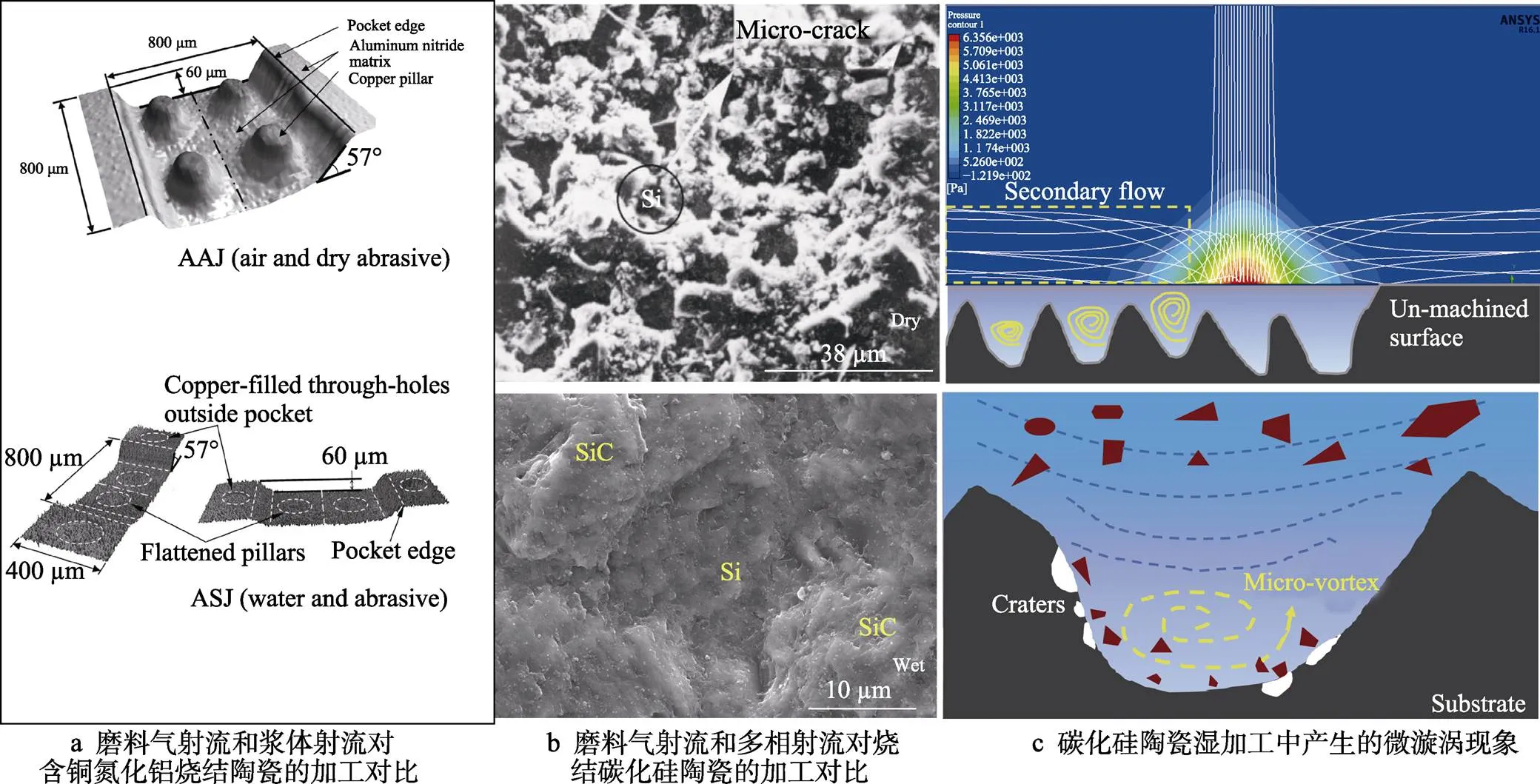
圖16 干射流和濕射流銑削多相材料時的對比[12,82]
3 磨料射流技術的應用難點
磨料射流技術在應用于工程實踐中不可避免地存在許多問題。射流速度、工作壓力、射流束直徑、侵蝕輪廓、加工機理等方面的對比分析有利于更好地理解為什么會出現這些應用難點,也有利于挑選出合適的磨料射流技術。鑒于此,在這里借助應用實例來解釋說明。
近年來,磨料射流技術的發展趨勢是由宏觀尺度向微觀尺度轉變,由粗加工向精加工轉變。在傳統磨料射流技術中采用小噴嘴和更細的磨料,并降低射流壓力在各種基材上進行微鉆孔或微切割(包括生產盲孔或微流道)是此技術的一個發展方向。磨料氣射流的射流速度較高,因此可以快速地在脆性基材上刻蝕出微圖案。漿體射流的材料去除率較低,但可制備出底部質量更好的微流道。100~200 MPa的磨料水射流可在塑性基材上進行微切割或微通孔加工[70]。如2.2小節所述,漿體射流和磨料水射流的射流束直徑可低至50 μm,因此加工50 μm以上的微結構是可行的。更窄的微結構或者復雜的微圖案則需要借助掩模板來定義加工邊界。如圖17所示,使用掩模技術的多相射流可以在機械密封表面蝕刻出復雜的微圖案[82]。如圖18所示,磨料氣射流結合掩模板并使用3 μm顆粒可以在玻璃表面加工出寬度僅為10 μm的微通道[83]。然而,使用這些細磨粒時,低動能會對目標產生韌性侵蝕機制,導致掩模材料和工件之間的選擇性非常差,使得加工深孔或通道變得困難。受限于掩模的制造能力和圖案傳遞精度,磨料射流加工技術很難制備出小于5 μm的微結構。
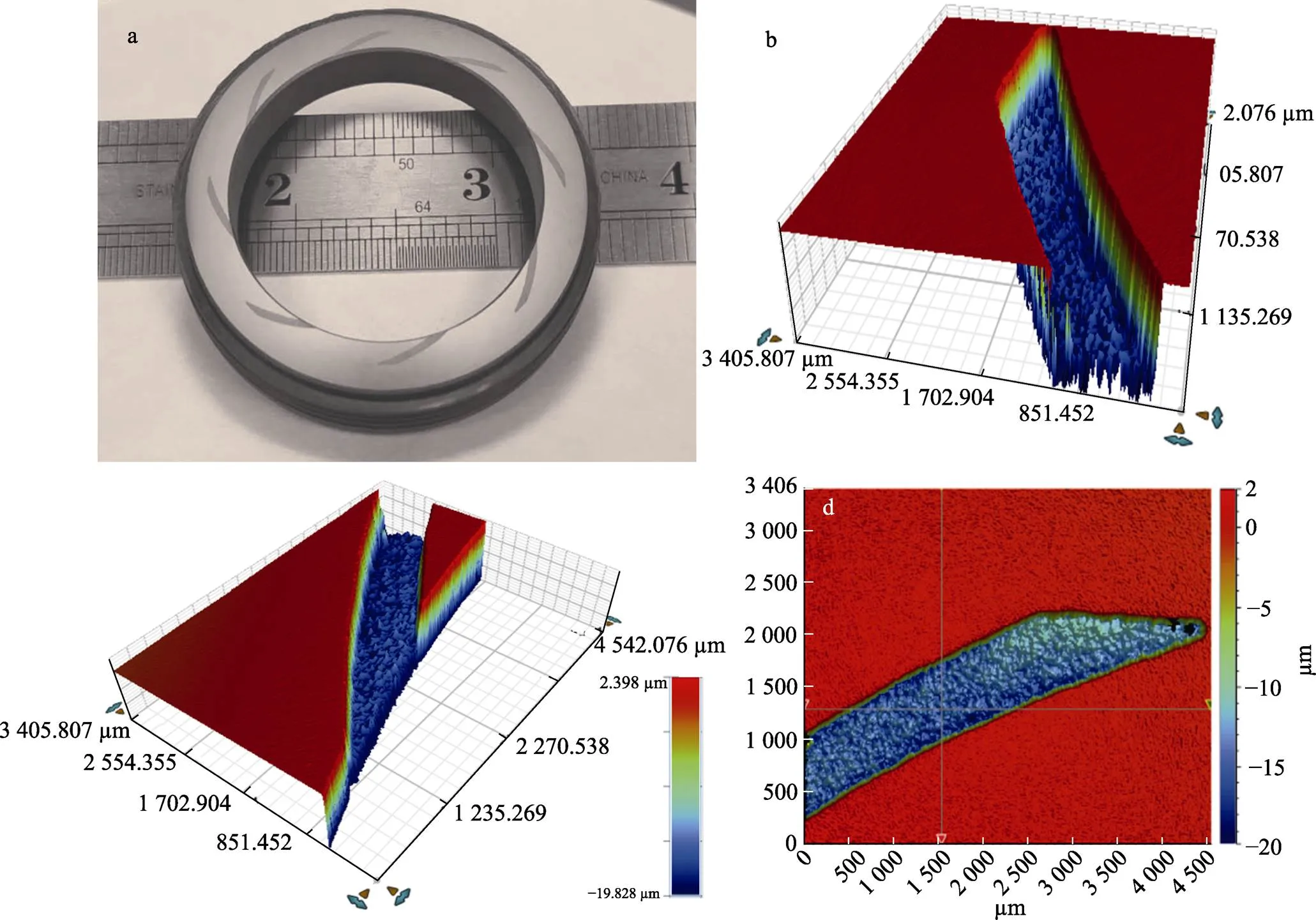
圖17 多相射流在反應燒結碳化硅表面制備的微圖案[82]
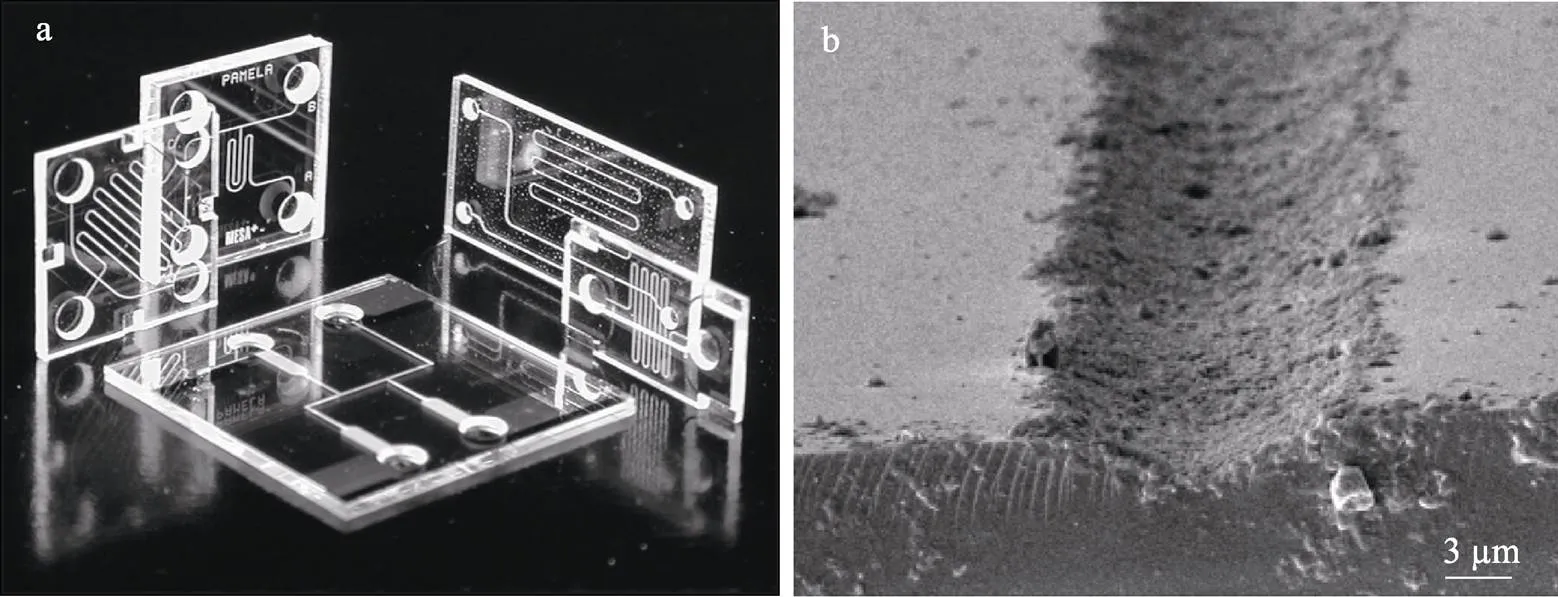
圖18 磨料氣射流在玻璃表面制備的微通道(a)和10 μm微通道(b)[83]
由于接觸力或熱應力的存在,傳統加工技術不可避免地引入加工缺陷,如亞表面裂紋、毛刺、重鑄層、切削紋理等。在傳統磨料射流技術中采用大噴嘴和更細的磨料,并降低射流壓力進行表面光整加工是此技術的另一個發展方向。磨料氣射流和磨料水射流通常用于粗光整,而多相射流和漿體射流多用于精光整,如去除亞表面裂紋。如圖19所示,多相射流可以很好地去除研磨加工表面的脆性缺陷[84]和電火花加工表面的重凝固層[85]。需要注意的是在光整塑性軟材料時,硬質磨料很容易殘留在軟基體表面[85]。低溫磨料氣射流可使軟質材料以脆性方式去除,消除顆粒嵌入,改善表面形貌,但材料屬性發生了改變。使用塑料軟顆粒、冰粒和包裹蠟的硬質顆粒可以大大減少磨料的嵌入,提高表面質量,但降低了光整效率,無法進行大面積光整加工。
拋光是表面光整加工的一個延續,其目的是盡可能地降低表面粗糙度。如2.4小節所述,濕射流中的水可以起到冷卻和潤滑作用,為提高加工表面質量提供了可能。同為濕射流加工的漿體射流(ASJ)和多相射流(MJ)都能夠產生納米深度的拋光足跡,均滿足該項工藝的要求。此時,它們常采用超過1 mm口徑的噴嘴并使用大噴射距離來產生大的拋光覆蓋面。ASJ通常使用的工作壓力為0.2~2 MPa,并對應10~50 m/s的射流速度。MJ通常使用的工作壓力為0.2~0.6 MPa,并對應100~200 m/s的射流速度。一般來說,多相射流比漿體射流更適合拋光,主要體現在以下3點:(1)漿體射流的材料去除率較低,通常只有磨料氣射流的1/3[33,86-87]。已經觀察到在氣體或空氣中攜帶顆粒的目標侵蝕率比在液體中攜帶顆粒的目標侵蝕率高。多相射流采用氣體驅動漿料,其拋光效率要比用泵驅動漿料的漿體射流高。(2)在拋光工藝中,粗糙度和波紋度決定表面質量。由2.3小節分析可知,大流量、大口徑噴嘴和大噴射距離的選用使得磨料氣射流不可能出現W形侵蝕輪廓,而低壓漿體射流容易出現W形侵蝕輪廓。Achtsnick等[63]證實了相較于圓柱形噴嘴產生的V形侵蝕輪廓,Laval型噴嘴產生的U形侵蝕輪廓能夠產生一個更均勻的材料去除,有利于提高表面平整度,因此可以推測MJ產生的U形侵蝕輪廓有利于拋光。雖然ASJ產生了納米級光滑拋光面,但它的W形侵蝕輪廓對拋光不利。ASJ就像一把“鈍刀”,導致材料去除不均勻,進而增加了加工面的波紋度。如圖20所示,在Cao等[88]的研究中,即使采用精心設計的噴嘴移動軌跡,W形侵蝕輪廓也會導致拋光面呈現中高空間頻率紋理。(3)由于高顆粒濃度,漿液有時可歸類為高黏流體。高密度、高黏度的漿料流撞擊工件表面后形成的波狀黏性流將波狀能傳遞到表面,因此在沖蝕坑周圍[69]和銑削槽底[89]都留下了波紋狀侵蝕痕跡。顯然,這些都影響著表面質量的進一步提升。
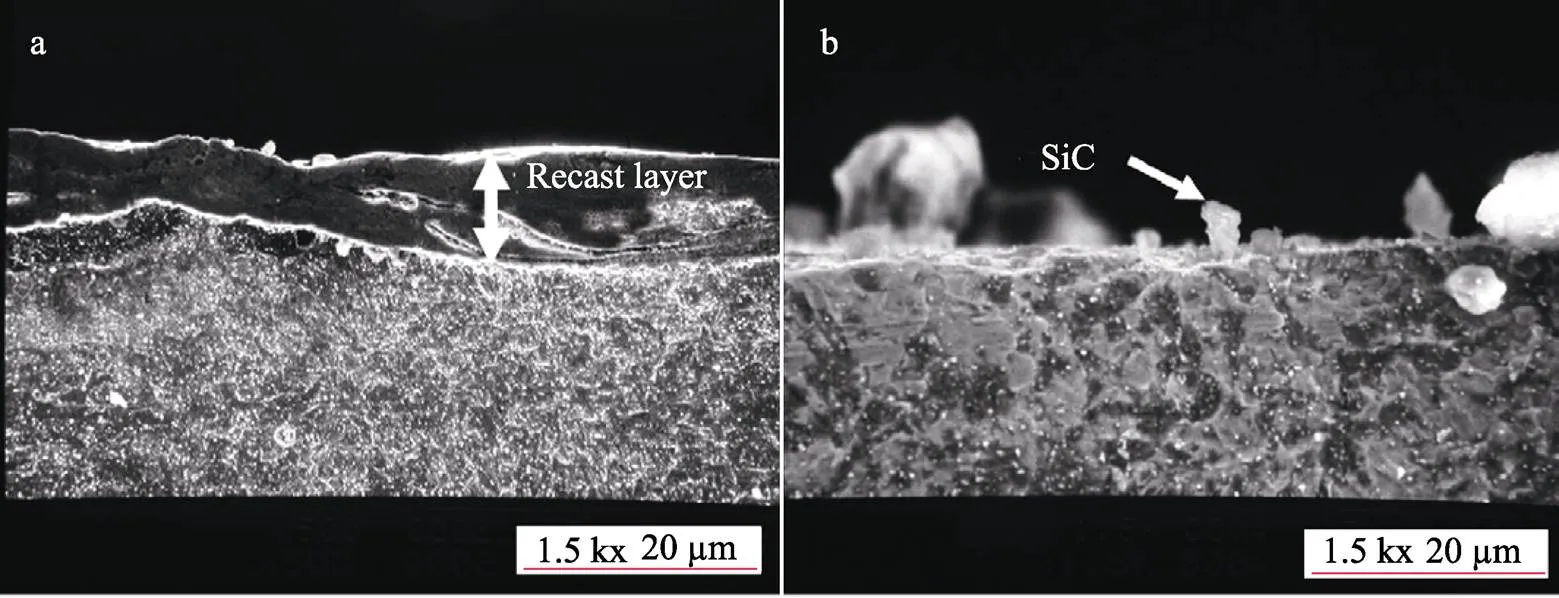
圖19 光整加工中出現的磨粒嵌入現象(材料為工具鋼)[85]
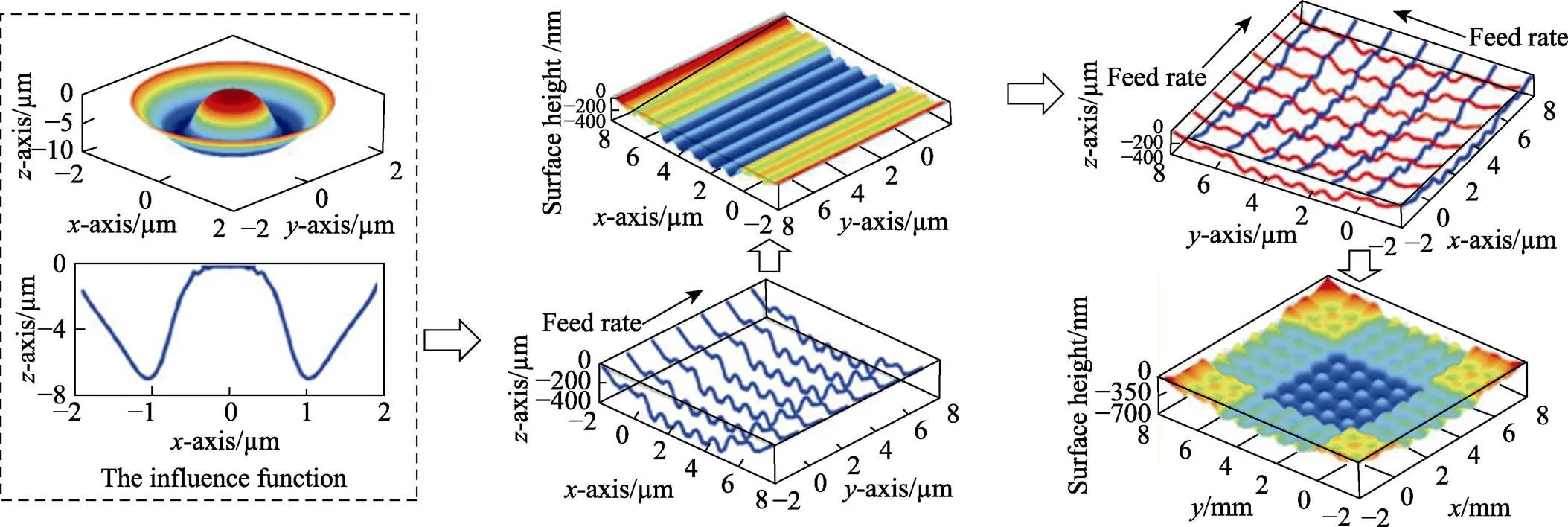
圖20 漿體射流的W形侵蝕輪廓及其用于K9玻璃拋光時形成的拋光面形貌[88]
在此,用常見的待加工材料玻璃做進一步解釋說明。一般來說,玻璃等脆性材料在磨料射流加工中的去除機理可以描述為由于微裂紋的產生而發生的許多局部脆性斷裂坑的疊加。脆性斷裂使侵蝕面變得粗糙,并產生輕微的亞表面損傷。然而,當用小顆粒以低動能沖擊時,玻璃等通常較脆的材料可以通過像延展性金屬一樣的切割模式去除,有望產生光滑的加工面[90]。Nouraei等[47]指出,當使用25 μm的Al2O3顆粒時,玻璃發生這種脆塑侵蝕轉變(Brittle-Ductile Transition[91])的臨界顆粒撞擊速度為32 m/s。在此速度等級下,根據Mansouri等[92]的研究推測,以氣為載能的AAJ和MJ技術都將在玻璃表面產生U形侵蝕輪廓。根據Nguyen等[68]和Wang等[69]的研究推測,在32 m/s的射流速度等級下,以水為載能的ASJ技術將在玻璃表面產生W形侵蝕輪廓。結合前面的分析,可以推測多相射流(MJ)將比漿體射流(ASJ)更適合在玻璃表面進行超精密光整加工。雖然多相射流加工技術有眾多優勢,但對于大面積微織構的加工和大面積的光整加工,其效率還是太低。
4 總結及展望
本綜述有助于研究者了解各常見磨料射流技術之間的差異。通過對各磨料射流技術的對比,可以得出以下結論:
1)磨料水射流和高壓漿體射流的特點是高壓超高速,而漿體射流的特點是低壓低速。相對而言,磨料氣射流擁有低壓高速的優點。例如,0.8 MPa的氣射流能實現高達292 m/s的平均顆粒速度,而磨料水射流為達到該速度需要至少180 MPa的工作壓力。
2)目前,漿體射流和磨料水射流的射流束直徑都可低至50 μm,因此加工50 μm以上的微結構是可行的。更窄的微結構則需要使用掩模板來加工。掩模磨料氣射流的加工極限尺度在10 μm左右。
3)磨料氣射流通常形成深而粗糙的V形侵蝕面,而漿體射流(1~3 MPa)容易形成淺而光滑的W形侵蝕面。也就是說,漿體射流拋光比干磨料氣射流拋光具有更低的材料去除率,但具有更好的表面粗糙度。考慮到兩者的優點,多相射流試圖在磨料氣射流和漿體射流之間建立一個橋梁。多相射流用于拋光時,其產生的U形光滑侵蝕面有利于形成均勻的加工面。
對磨料射流技術的研究還存在一些空白。根據作者的認知,現對磨料射流加工技術做出以下展望:
1)磨料射流的發展趨勢是由宏觀尺度向微觀尺度轉變。掩模磨料射流獲得的最小通道寬度為10 μm。然而,工程應用中常建議使用小于5 μm的特征尺寸。因此,進一步提高表面微圖案的分辨率成為研究的必要。
2)傳統磨料氣射流的粉料供給系統難以穩定地供應細磨料,因此磨料氣射流的一個挑戰是對細磨料的應用。多相射流的出現使磨料氣射流使用細磨粒成為可能。鑒于磨料氣射流使用細磨料(如納米磨料)時可能伴隨著一些新的物理現象,預計這方面的研究是有必要的。
3)均質脆性材料的去除機理與側向裂紋擴展模型很好地吻合,但在延性表達較多的非均質陶瓷材料中,裂紋穿透金屬晶粒間的邊界相使其不能完全用裂紋擴展理論來解釋。鑒于微觀結構是陶瓷侵蝕行為的主要因素這一事實,預計需要將這一因素納入材料去除機制的分析。
4)事實上,磨料射流加工并不是完全意義上的冷加工。對沖擊點瞬時溫度的研究幾乎是空白的。由于瞬時溫度幾乎不可能靠經驗得出,對磨料氣射流加工過程中有關熱方面的基礎研究是必要的。
5)后混合射流采用漿料夾帶(Slurry Entrainment)的方式,即多相射流(MJ)和高壓漿體射流(HASJ)技術,被證明可以提高射流匯聚性,有利于微細加工。同時,它也能大大降低空氣的擾動,提高表面加工質量。其他黏性、黏彈性流體的引入,有望進一步提高射流匯聚性和表面加工質量,這使得新型拋光液的開發成為一個研究熱點。
6)后混合的操作模式非常簡單,但人們并不完全了解其噴嘴內部的重要流體動力學過程。混合腔內有許多比其他工業流動過程復雜得多的物理現象同時發生。在尋找能提供最佳切割性能的噴嘴結構時,需要考慮眾多參數以及它們之間的組合效應。Laval型聚焦管能產生更均勻的顆粒分布,大大提高了射流速度,并改善了足跡幾何形狀。然而,目前還沒有將一級孔口設計成Laval型的報告。因此,研究者可以在噴嘴優化方面進行更多的實驗探索。
7)氣體在射流中扮演著重要角色。一方面,向磨料氣射流中主動加入液體,即多相射流技術,是通過減少氣體含量來提高表面加工質量;高壓漿體射流也是通過減少攜帶空氣的含量來減少射流束的發散。另一方面,向漿體射流中主動引入氣流/微氣泡,則是利用氣體來提高材料去除率。Haghbin指出氣體的存在可以提高加工效率,但會惡化表面質量[38]。因此,通過調控射流中氣體的含量來同步提高加工效率和表面質量將是磨料射流加工領域的一個難點和熱點。
[1] HU Yan, PAN Jia-bao, DAI Qing-wen, et al. Solid Particle Erosion-Wear Behaviour of SiC Particle-Reinforced Si Matrix Composite and Neat Si—A Comparison[J]. Wear, 2022, 496-497: 204286.
[2] MELENTIEV R, FANG Feng-zhou. Recent Advances and Challenges of Abrasive Jet Machining[J]. CIRP Journal of Manufacturing Science and Technology, 2018, 22: 1-20.
[3] LIU Xia-chu, LIANG Zhong-wei, WEN Gui-lin, et al. Waterjet Machining and Research Developments: A Review[J]. International Journal of Advanced Manufac-turing Technology, 2019, 102(5-8): 1257-1335.
[4] MILLER D S. Micromachining with Abrasive Waterjets[J]. Journal of Materials Processing Technology, 2004, 149 (1-3): 37-42.
[5] 計時鳴, 唐波, 譚大鵬, 等. 結構化表面軟性磨粒流精密光整加工方法及其磨粒流動力學數值分析[J]. 機械工程學報, 2010, 46(15): 178-184.
JI Shi-ming, TANG Bo, TAN Da-peng, et al. Structured Surface Softness Abrasive Flow Precision Finish Mach-ining and Its Abrasive Flow Dynamic Numerical Analysis[J]. Journal of Mechanical Engineering, 2010, 46(15): 178-184.
[6] IWAI Y, HONDA T, YAMADA H, et al. Evaluation of Wear Resistance of Thin Hard Coatings by a New Solid Particle Impact Test[J]. Wear, 2001, 251(1-12): 861-867.
[7] WANG Feng-chao, XU Qi-wen, FENG Da-chuan, et al. Experiment Study on Performance of Abrasive Slurry Jet with or without High Polymer in Stainless Steel Machi-ning[J]. The International Journal of Advanced Manufac-turing Technology, 2018, 95(5): 2449-2456.
[8] TSAI F C, KE J H. Abrasive Jet Polishing of Micro- Channels Using Compound SiC Abrasives with Compound Additives[J]. The International Journal of Advanced Manufacturing Technology, 2013, 67(5): 1151-1159.
[9] 李兆澤, 李圣怡, 戴一帆, 等. 磨料射流拋光中各工藝參數對材料去除率及拋光區形貌的影響[J]. 中國機械工程, 2008, 19(21): 2532-2535.
LI Zhao-ze, LI Sheng-yi, DAI Yi-fan, et al. Effects of Various Parameters on Material Removal Rate and the Footprint in Abrasive Jet Polishing Process[J]. China Mechanical Engineering, 2008, 19(21): 2532-2535.
[10] 陳逢軍, 唐宇, 苗想亮, 等. 磨料射流表面拋光研究綜述[J]. 表面技術, 2015, 44(11): 119-127.
CHEN Feng-jun, TANG Yu, MIAO Xiang-liang, et al. Review on the Abrasive Jet Surface Polishing(AJP) Tech-nology[J]. Surface Technology, 2015, 44(11): 119-127.
[11] 車翠蓮. 硬脆材料曲面的磨料水射流拋光技術研究[D]. 濟南: 山東大學, 2011.
CHE Cui-lian. Study on the Abrasive Water Jet Polishing Technology for Curve Surface of Hard-Brittle Materials[D]. Jinan: Shandong University, 2011.
[12] KOWSARI K, SOOKHAKLARI M R, NOURAEI H, et al. Hybrid Erosive Jet Micro-Milling of Sintered Ceramic Wafers with and without Copper-Filled Through-Holes[J]. Journal of Materials Processing Technology, 2016, 230: 198-210.
[13] BEAUCAMP A, NAMBA Y, FREEMAN R. Dynamic Multiphase Modeling and Optimization of Fluid Jet Polishing Process[J]. CIRP Annals, 2012, 61(1): 315-318.
[14] 劉盾. 磨粒高速沖擊陶瓷的響應和磨料水射流車削工藝參數優化研究[D]. 濟南: 山東大學, 2016.
LIU Dun. Study on Response to High Velocity Impact of Particle on Ceramics and Processing Parameter Optimiz-ation of Abrasive Waterjet Turning[D]. Jinan: Shandong University, 2016.
[15] SCHWARTZENTRUBER J, PAPINI M. Abrasive Waterjet Micro-Piercing of Borosilicate Glass[J]. Journal of Mate-rials Processing Technology, 2015, 219: 143-154.
[16] HU Yan, DAI Qing-wen, HUANG Wei, et al. Accuracy of the Pattern Transfer from the Metal Mask to the Workpiece Surface during Multiphase Jet Machining[J]. The International Journal of Advanced Manufacturing Technology, 2020, 106(3): 1355-1364.
[17] 馮曉春, 關硯聰, 孫連祥. 磨料水射流切割石材加工表面質量的試驗研究[J]. 機械工程師, 2012(7): 83-85.
FENG Xiao-chun, GUAN Yan-cong, SUN Lian-xiang. The Effect of Processing Parameters on Surface Quality of Stone with AWJ Cutting[J]. Mechanical Engineer, 2012(7): 83-85.
[18] SOBCZAK R, PRAZMO J, PEREC A, et al. Dust Free Surface Treatment Parameters of the three-Phase Jet, Generated in the Sandbot Device[J]. MM Science Journal, 2016, 2016(1): 872-876.
[19] DENKENA B, BIERMANN D. Cutting Edge Geome-tries[J]. CIRP Annals, 2014, 63(2): 631-653.
[20] YANG M, CHOI J, LEE J, et al. Wet Blasting as a Deburring Process for Aluminum[J]. Journal of Materials Processing Technology, 2014, 214(3): 524-530.
[21] TSAI F C, YAN B H, KUAN C Y, et al. A Taguchi and Experimental Investigation into the Optimal Processing Conditions for the Abrasive Jet Polishing of SKD61 Mold Steel[J]. International Journal of Machine Tools and Manufacture, 2008, 48(7-8): 932-945.
[22] ZHANG Lei, KURIYAGAWA T, YASUTOMI Y, et al. Investigation into Micro Abrasive Intermittent Jet Machi-ning[J]. International Journal of Machine Tools and Manufacture, 2005, 45(7-8): 873-879.
[23] KARPUSCHEWSKI B, EMMER T, SCHMIDT K, et al. Cryogenic Wet-Ice Blasting—Process Conditions and Possibilities[J]. CIRP Annals, 2013, 62(1): 319-322.
[24] GRADEEN A G, PAPINI M, SPELT J K. The Effect of Temperature on the Cryogenic Abrasive Jet Micro- Machining of Polytetrafluoroethylene, High Carbon Steel and Polydimethylsiloxane[J]. Wear, 2014, 317(1-2): 170-178.
[25] 婁元帥, 孫玉利, 劉志剛, 等. 低溫磨料氣射流加工裝置的研制與實驗驗證[J]. 南京航空航天大學學報, 2018, 50(6): 854-859.
LOU Yuan-shuai, SUN Yu-li, LIU Zhi-gang, et al. Devel-opment of Cryogenic Abrasive Air Jet Machining Equip-ment with Experimental Verification[J]. Journal of Nanjing University of Aeronautics & Astronautics, 2018, 50(6): 854-859.
[26] TRICARD M, KORDONSKI W I, SHOREY A B, et al. Magnetorheological Jet Finishing of Conformal, Freeform and Steep Concave Optics[J]. CIRP Annals, 2006, 55(1): 309-312.
[27] ZHAO Xue-chu, MA Li-ran, XU Xue-feng. Mode Transi-tion from Adsorption Removal to Bombardment Removal Induced by Nanoparticle-Surface Collisions in Fluid Jet Polishing[J]. Friction, 2021, 9(5): 1127-1137.
[28] LEHOCKA D, KLICH J, FOLDYNA J, et al. Copper Alloys Disintegration Using Pulsating Water Jet[J]. Meas-urement, 2016, 82: 375-383.
[29] 盧義玉, 李曉紅, 廖勇, 楊新樺, 雷向陽, 康勇. 脈沖磨料射流主要參數對切割性能的影響[J]. 重慶大學學報(自然科學版), 2002, 25(5): 116-118, 123.
LU Yi-yu, LI Xiao-hong, LIAO Yong, et al. Effect of Main Parameters on Cutting of the Pulsed Abrasive Water Jet[J]. Journal of Chongqing University (Natural Science Edition), 2002, 25(5): 116-118, 123.
[30] 向文英, 李曉紅, 盧義玉, 等. 淹沒磨料射流的巖石沖蝕實驗研究[J]. 中國礦業大學學報, 2009, 38(2): 240-243.
XIANG Wen-ying, LI Xiao-hong, LU Yi-yu, et al. Experi-mental Study of Rock Erosion with Submerged Abrasive Water Jets[J]. Journal of China University of Mining & Technology, 2009, 38(2): 240-243.
[31] CHEN Feng-jun, WANG Hui, YIN Shao-hui, et al. Cavit-ation Water-Suction Polishing of Metallic Materials under Negative-Pressure Effect[J]. Journal of Materials Proces-sing Technology, 2019, 273: 116257.
[32] LIU Dun, NGUYEN T, WANG Jun, et al. Mechanisms of Enhancing the Machining Performance in Micro Abrasive Waterjet Drilling of Hard and Brittle Materials by Vibration Assistance[J]. International Journal of Machine Tools and Manufacture, 2020, 151: 103528.
[33] BEAUCAMP A, KATSUURA T, KAWARA Z. A Novel Ultrasonic Cavitation Assisted Fluid Jet Polishing System[J]. CIRP Annals, 2017, 66(1): 301-304.
[34] LIU Zhuang, GAO Chang-shui, ZHAO Kai, et al. Machi-ning of Microchannel at SS316 Surface Using Abrasive- Assisted Electrochemical Jet Machining[J]. The Internat-ional Journal of Advanced Manufacturing Technology, 2018, 95(1): 1143-1152.
[35] MULLICK S, MADHUKAR Y K, ROY S, et al. Develo-pment and Parametric Study of a Water-Jet Assisted Underwater Laser Cutting Process[J]. International Journal of Machine Tools and Manufacture, 2013, 68: 48-55.
[36] MANIADAKI K, KESTIS T, BILALIS N, et al. A Finite Element-Based Model for Pure Waterjet Process Simul-ation[J]. The International Journal of Advanced Manufa-cturing Technology, 2007, 31(9): 933-940.
[37] LOZANO TORRUBIA P, AXINTE D A, BILLINGHAM J. Stochastic Modelling of Abrasive Waterjet Footprints Using Finite Element Analysis[J]. International Journal of Machine Tools and Manufacture, 2015, 95: 39-51.
[38] -HAGHBIN N, AHMADZADEH F, SPELT J K, et al. Effect of Entrained Air in Abrasive Water Jet Micro- Machining: Reduction of Channel Width and Waviness Using Slurry Entrainment[J]. Wear, 2015, 344-345: 99- 109.
[39] 劉浪, 楊春敏, 韓東太, 等. 煤礦井下危險環境磨料水射流切割技術探討[J]. 煤礦機械, 2003, 24(4): 29-31.
LIU Lang, YANG Chun-min, HAN Dong-tai, et al. Discu-ssion on Abrasive Water Jet Cutting in Dangerous Enviro-nment of Coal Mine[J]. Coal Mine Machinery, 2003, 24(4): 29-31.
[40] 雷玉勇, 蔣代君, 劉克福, 等. 微磨料水射流三維加工的實驗研究[J]. 西華大學學報(自然科學版), 2010, 29(2): 7-10, 40.
LEI Yu-yong, JIANG Dai-jun, LIU Ke-fu, et al. Experim-ental Study on Three Dimensional Machining Using Micro Abrasive Water Jet[J]. Journal of Xihua University (Natural Science Edition), 2010, 29(2): 7-10, 40.
[41] NGUYEN T, SHANMUGAM D K, WANG J. Effect of Liquid Properties on the Stability of an Abrasive Waterjet[J]. International Journal of Machine Tools and Manufacture, 2008, 48(10): 1138-1147.
[42] NGUYEN T, LIU D, THONGKAEW K, et al. The Wear Mechanisms of Reaction Bonded Silicon Carbide under Abrasive Polishing and Slurry Jet Impact Conditions[J]. Wear, 2018, 410-411: 156-164.
[43] PANG K L, NGUYEN T, FAN J M, et al. Modelling of the Micro-Channelling Process on Glasses Using an Abrasive Slurry Jet[J]. International Journal of Machine Tools and Manufacture, 2012, 53(1): 118-126.
[44] HAGHBIN N, AHMADZADEH F, SPELT J K, et al. High Pressure Abrasive Slurry Jet Micro-Machining Using Slurry Entrainment[J]. The International Journal of Adva-nced Manufacturing Technology, 2016, 84(5): 1031-1043.
[45] HASHISH M. Abrasive Waterjet Cutting of Microele-ctronic Components[C]//2005 WJTA American Waterjet Conference. Houston: [n. s.], 2005.
[46] WANG Jun, NGUYEN T. Mechanisms and Predictive Models for the Erosion Process of Super Hard and Brittle Materials by a Vibration-Assisted Slurry Jet[J]. Internat-ional Journal of Mechanical Sciences, 2021, 211: 106794.
[47] NOURAEI H, WODOSLAWSKY A, PAPINI M, et al. Characteristics of Abrasive Slurry Jet Micro-Machining: A Comparison with Abrasive Air Jet Micro-Machining[J]. Journal of Materials Processing Technology, 2013, 213 (10): 1711-1724.
[48] NOURAEI H, KOWSARI K, PAPINI M, et al. Operating Parameters to Minimize Feature Size in Abrasive Slurry Jet Micro-Machining[J]. Precision Engineering, 2016, 44: 109-123.
[49] 樊晶明, 王成勇, 王軍. 微磨料空氣射流加工技術的發展[J]. 金剛石與磨料磨具工程, 2005, 25(1): 25-30, 35.
FAN Jing-ming, WANG Cheng-yong, WANG Jun. Devel-opment of Micro Abrasive Jet Machining Technology[J]. Diamond & Abrasives Engineering, 2005, 25(1): 25-30, 35.
[50] JAGANNATHA N, SOMASHEKHAR S H, SADAS-HIVAPPA K, et al. Machining of Soda Lime Glass Using Abrasive Hot Air Jet: An Experimental Study[J]. Machi-ning Science and Technology, 2012, 16(3): 459-472.
[51] GHOBEITY A, GETU H, KRAJAC T, et al. Process Repeatability in Abrasive Jet Micro-Machining[J]. Journal of Materials Processing Technology, 2007, 190(1-3): 51-60.
[52] KUMAR A, HIREMATH S S. Machining of Micro-Holes on Sodalime Glass Using Developed Micro-Abrasive Jet Machine (μ-AJM)[J]. Procedia Technology, 2016, 25: 1234-1241.
[53] WENSINK H, ELWENSPOEK M C. Reduction of Sidewall Inclination and Blast Lag of Powder Blasted Channels[J]. Sensors and Actuators A: Physical, 2002, 102(1-2): 157-164.
[54] CHAND S, CHANDRASEKHAR P. Influence of B4C/BN on Solid Particle Erosion of Al6061 Metal Matrix Hybrid Composites Fabricated through Powder Metallurgy Tech-nique[J]. Ceramics International, 2020, 46(11): 17621- 17630.
[55] DENG Jian-xin, LIU Li-li, DING Ming-wei. Erosion Wear Behaviours of SiC/(W, Ti)C Laminated Ceramic Nozzles in Dry Sand Blasting Processes[J]. Materials Science and Engineering: A, 2007, 444(1-2): 120-129.
[56] TARDOS G I, LU Q. Precision Dosing of Powders by Vibratory and Screw Feeders: An Experimental Study[J]. Advanced Powder Technology, 1996, 7(1): 51-58.
[57] TANG P, PURI V M. Methods for Minimizing Segreg-ation: A Review[J]. Particulate Science and Technology, 2004, 22(4): 321-337.
[58] JAFAR R H M, HADAVI V, SPELT J K, et al. Dust Reduction in Abrasive Jet Micro-Machining Using Liquid Films[J]. Powder Technology, 2016, 301: 1270-1274.
[59] SU Xiao, SHI Li-ping, HUANG Wei, et al. A Multi-Phase Micro-Abrasive Jet Machining Technique for the Surface Texturing of Mechanical Seals[J]. The International Journal of Advanced Manufacturing Technology, 2016, 86(5): 2047-2054.
[60] HU Yan, DAI Qing-wen, HUANG Wei, et al. Charact-eristics of Multiphase Jet Machining: A Comparison with the Absence of Water[J]. Journal of Materials Processing Technology, 2021, 291: 117050.
[61] HU Yan, DAI Qing-wen, HUANG Wei, et al. Tapered Mask and Its Effect on the Fluid Flow and Machining Efficiency of a Multiphase Jet[J]. Journal of Manufact-uring Processes, 2020, 50: 467-474.
[62] 雷玉勇, 蔡黎明, 邴龍健, 等. 微磨料水射流技術及其應用[J]. 西華大學學報(自然科學版), 2009, 28(4): 1-6.
LEI Yu-yong, CAI Li-ming, BING Long-jian, et al. Micro Abrasive Water Jet Technology and Its Application[J]. Journal of Xihua University (Natural Science Edition), 2009, 28(4): 1-6.
[63] ACHTSNICK M, GEELHOED P F, HOOGSTRATE A M, et al. Modelling and Evaluation of the Micro Abrasive Blasting Process[J]. Wear, 2005, 259(1-6): 84-94.
[64] YAN Cheng, CHEN Wei, ZHAO Zhen-hua, et al. A Probability Prediction Model of Erosion Rate for Ti-6Al- 4V on High-Speed Sand Erosion[J]. Powder Technology, 2020, 364: 373-381.
[65] YAN Cheng, CHEN Wei, ZHAO Zhen-hua. Experimental Study on the High-Speed Impact of a Sand Particle on Ti-6Al-4V[J]. Proceedings of the Institution of Mecha-nical Engineers, Part J: Journal of Engineering Tribology, 2020, 234(4): 632-646.
[66] LI Huai-zhong, LEE A, FAN Jing-ming, et al. On DEM-CFD Study of the Dynamic Characteristics of High Speed Micro-Abrasive Air Jet[J]. Powder Technology, 2014, 267: 161-179.
[67] HAGHBIN N, KHAKPOUR A, SCHWARTZENTR-UBER J, et al. Measurement of Abrasive Particle Velocity and Size Distribution in High Pressure Abrasive Slurry and Water Micro-Jets Using a Modified Dual Disc Anem-ometer[J]. Journal of Materials Processing Technology, 2019, 263: 164-175.
[68] NGUYEN Q B, LIM C Y H, NGUYEN V B, et al. Slurry Erosion Characteristics and Erosion Mechanisms of Stainless Steel[J]. Tribology International, 2014, 79: 1-7.
[69] WANG J, NGUYEN T, PANG K L. Mechanisms of Microhole Formation on Glasses by an Abrasive Slurry Jet[J]. Journal of Applied Physics, 2009, 105(4): 044906.
[70] LIU H T. Waterjet Technology for Machining Fine Features Pertaining to Micromachining[J]. Journal of Manufactu-ring Processes, 2010, 12(1): 8-18.
[71] AZARSA E, CINCO L, PAPINI M. Fabrication of High Aspect Ratio Free-Standing Structures Using Abrasive Water Jet Micro-Machining[J]. Journal of Materials Proc-essing Technology, 2020, 275: 116318.
[72] LI Huai-zhong, WANG Jun, KWOK N, et al. A Study of the Micro-Hole Geometry Evolution on Glass by Abrasive Air-Jet Micromachining[J]. Journal of Manufacturing Processes, 2018, 31: 156-161.
[73] MELENTIEV R, FANG Feng-zhou. Fabrication of Micro-Channels on Co-Cr-Mo Joints by Micro-Abrasive Jet Direct Writing[J]. Journal of Manufacturing Processes, 2020, 56: 667-677.
[74] WAKUDA M, YAMAUCHI Y, KANZAKI S. Effect of Workpiece Properties on Machinability in Abrasive Jet Machining of Ceramic Materials[J]. Precision Engine-ering, 2002, 26(2): 193-198.
[75] NAKANISHI Y, NAKASHIMA Y, VAN DER HEIDE E. Microstructuring Glass Surfaces Using a Combined Masking and Microslurry-Jet Machining Process[J]. Precision Engineering, 2021, 67: 172-177.
[76] 方慧, 郭培基, 余景池. 液體噴射拋光技術材料去除機理的有限元分析[J]. 光學精密工程, 2006, 14(2): 218-223.
FANG Hui, GUO Pei-ji, YU Jing-chi. Analysis of Material Removal Mechanism in Fluid Jet Polishing by Finite Element Method[J]. Optics and Precision Engine-ering, 2006, 14(2): 218-223.
[77] NGUYEN Q B, NGUYEN D N, MURRAY R, et al. The Role of Abrasive Particle Size on Erosion Characteristics of Stainless Steel[J]. Engineering Failure Analysis, 2019, 97: 844-853.
[78] DADKHAHIPOUR K, NGUYEN T, WANG J. Mecha-nisms of Channel Formation on Glasses by Abrasive Waterjet Milling[J]. Wear, 2012, 292-293: 1-10.
[79] 張成光, 張勇, 張飛虎, 等. 磨料水射流加工去除模型研究[J]. 機械工程學報, 2015, 51(7): 188-196.
ZHANG Cheng-guang, ZHANG Yong, ZHANG Fei-hu, et al. Study on Removal Model of Abrasive Waterjet Machining[J]. Journal of Mechanical Engineering, 2015, 51(7): 188-196.
[80] HUANG L, FOLKES J, KINNELL P, et al. Mechanisms of Damage Initiation in a Titanium Alloy Subjected to Water Droplet Impact during Ultra-High Pressure Plain Waterjet Erosion[J]. Journal of Materials Processing Technology, 2012, 212(9): 1906-1915.
[81] ZHANG Li, JI Ren-quan, FU Yu-fei, et al. Investigation on Particle Motions and Resultant Impact Erosion on Quartz Crystals by the Micro-Particle Laden Waterjet and Airjet[J]. Powder Technology, 2020, 360: 452-461.
[82] HU Yan. Feasibility of Using Wet Abrasive Jet Machining to Produce Flat and Crack-Free Micro-Textures on Reac-tion Bonded Silicon Carbide[J]. Journal of Materials Processing Technology, 2022, 300: 117423.
[83] WENSINK H. Fabrication of Microstructures by Powder Blasting[M]. University of Twente, 2002.
[84] YIN Ling, BABA T, NAKANISHI Y. Fracture-Free Surfaces of CAD/CAM Lithium Metasilicate Glass-Ceramic Using Micro-Slurry Jet Erosion[J]. Journal of the Mecha-nical Behavior of Biomedical Materials, 2018, 80: 59-67.
[85] YAN B H, TSAI F C, SUN L W, et al. Abrasive Jet Polishing on SKD61 Mold Steel Using SiC Coated with Wax[J]. Journal of Materials Processing Technology, 2008, 208(1-3): 318-329.
[86] HAWTHORNE H M, ARSENAULT B, IMMARIGEON J P, et al. Comparison of Slurry and Dry Erosion Behaviour of some HVOF Thermal Sprayed Coatings[J]. Wear, 1999, 225-229: 825-834.
[87] ZHANG Y, CHENG Y B, LATHABAI S. Erosion of Alumina Ceramics by Air- and Water-Suspended Garnet Particles[J]. Wear, 2000, 240(1-2): 40-51.
[88] CAO Zhong-chen, CHEUNG C F, REN Ming-jun. Modelling and Characterization of Surface Generation in Fluid Jet Polishing[J]. Precision Engineering, 2016, 43: 406-417.
[89] QI H, FAN J M, WANG Jun. An Experimental Study of the Abrasive Water Jet Micro-Machining Process for Quartz Crystals[J]. Advanced Materials Research, 2012, 565: 339-344.
[90] MINETA T, TAKADA T, MAKINO E, et al. A Wet Abrasive Blasting Process for Smooth Micromachining of Glass by Ductile-Mode Removal[J]. Journal of Microme-chanics and Microengineering, 2009, 19(1): 015031.
[91] FINNIE I. Some Reflections on the Past and Future of Erosion[J]. Wear, 1995, 186-187: 1-10.
[92] MANSOURI A, ARABNEJAD H, SHIRAZI S A, et al. A Combined CFD/Experimental Methodology for Erosion Prediction[J]. Wear, 2015, 332-333: 1090-1097.
Recent Advances and Status of Abrasive Jet Machining Technology
,,,,
(National Key Laboratory of Science and Technology on Helicopter Transmission, Nanjing University of Aeronautics & Astronautics, Nanjing 210016, China)
Compared with traditional machining technology, abrasive jet machining (AJM) has attracted wide attention due to its distinct advantages of negligible thermal effect, high machining flexibility and high machining versatility. In recent years, AJM has been widely used in micro-cutting, micro-flow channel preparation, surface polishing and other fields, and its development has been changed from macroscopic scale to microscopic scale, from rough machining to fine machining. From the view of the nature or origin of abrasive jet, traditional abrasive jets are mainly divided into (abrasive) water jet, abrasive slurry jet and abrasive air jet. Firstly, this paper summarized the backgrounds, principles and characteristics of each jet technology. Also, some new technologies such as multiphase jet machining and high-pressure abrasive slurry jet machining developed in recent years were reviewed. When facing the complex requirements of application, how to select the most suitable abrasive jet technology for application is difficult. Then, in order to better understand and apply these abrasive jet technologies, this paper made a deep analysis and comparison from the following aspects: jet velocity, jet pressure, jet beam diameter, erosion profile and machining mechanism. Finally, the applications in microchannel preparation and surface finishing and the existing problems were analyzed. The advantages and disadvantages between multiphase jet and low-pressure abrasive slurry jet in terms of surface polishing were also analyzed in-depth. The results show that the abrasive air jet has the advantage of using low air pressure to achieve a relatively high-speed flow, thus the material removal can be quick. For example, an air jet of 0.8 MPa can achieve an average particle velocity of 292 m/s, while abrasive water jet requires an operating pressure of at least 180 MPa to achieve this velocity. In abrasive air jet, however, the expansion of air usually causes the air-particle jet to diverge significantly after leaving the orifice, thereby enlarging the machining area, i.e., resulting in a poor resolution. A widely used method is to cover a metallic erosion resistant mask on the surface of workpiece to expose only the area processed by the abrasive air jet. At present, masked abrasive air jet can produce microchannels with widths as low as 10 μm. The jet beam diameter of abrasive slurry jet and abrasive water jet can be as low as 50 μm, and thus the microchannel can be directly etched on the target surface. In terms of fluid jet polishing, liquid-based abrasive slurry jet polishing has lower material removal rate than abrasive air jet polishing but provides better surface roughness. With an eye to combine both advantages, an attempt to build a bridge between air and water-based abrasive jet polishing systems was presented as multiphase jet. W-shape removal is more complicated for polishing path planning and would induce mid-high spatial frequency texture on the polished surface. Therefore, compared with the W-shaped erosion profile in abrasive slurry jet, the U-shaped erosion profile in multiphase jet is more beneficial to obtain a flat polished surface. This review helps to understand the subtle differences among the abrasive jets, and provides a reference for applying abrasive jet machining technology to microfabrication and surface finishing.
abrasive jet machining; mixing method; performance comparison; application fields; surface finishing
V261.2+5
A
1001-3660(2022)11-0080-19
10.16490/j.cnki.issn.1001-3660.2022.11.008
2021–08–20;
2022–03–24
2021-08-20;
2022-03-24
國家自然科學基金(52175172);航空科學基金(2020Z040052002);江蘇省研究生科研與實踐創新計劃項目(KYCX20_0182)
National Natural Science Foundation of China (52175172); Aviation Science Fund (2020Z040052002); Funding of Postgraduate Research & Practice Innovation Program of Jiangsu Province (KYCX20_0182)
胡焰(1992—),男,博士研究生,主要研究方向為超精密加工與控制、磨料漿體射流加工。
HU Yan (1992-), Male, Ph. D. student, Research focus: ultra-precision machining and control, abrasive slurry jet machining.
王曉雷(1963—),男,博士,教授,主要研究方向為摩擦學及表面技術。
WANG Xiao-lei (1963-), Male, Ph. D., Professor, Research focus: tribology and surface technology.
胡焰, 陳加東, 戴慶文, 等.磨料射流加工技術的發展與研究現狀[J]. 表面技術, 2022, 51(11): 80-98.
HU Yan, CHEN Jia-dong, DAI Qing-wen, et al. Recent Advances and Status of Abrasive Jet Machining Technology[J]. Surface Technology, 2022, 51(11): 80-98.
責任編輯:萬長清
