三銷軸叉鍛件冷精整拉毛改善
2022-12-23 09:05:46楊金成曾凡上海納鐵福傳動系統有限公司鍛造中心
鍛造與沖壓 2022年23期
文/楊金成,曾凡·上海納鐵福傳動系統有限公司鍛造中心
汽車傳動軸是車輪轉動的直接驅動件,汽車行駛時,發動機輸出的扭矩,經過多級變速和主動器傳遞給傳動軸,再由傳動軸傳遞到車輪上,推動汽車前進或倒退,是汽車傳遞扭矩的一個重要零件。其中三銷軸叉又是汽車傳動軸的主要受力部件,其性能優劣直接影響汽車傳動的安全性和可靠性。
生產特點
三銷軸叉精鍛件一般采用鋸切或精密剪切方式下料和溫鍛-冷精整聯合成形工藝成形。典型溫冷聯合成形工藝流程為(以汽車等速萬向節三銷軸叉精鍛件為例):下料→拋丸→預涂石墨→感應加熱→正擠柄部→鐓粗預成形頭部型腔→反擠成形溫鍛件毛坯→控溫冷卻→拋丸→皂化→冷精整(縮徑冷擠壓)。
采用鋸切或精密剪切方式下料。坯料的重量公差控制在名義重量的±1%,坯料的長度和直徑比保證在1.2 ~2.3 之間;坯料在中頻加熱爐加熱到(850 ~940)℃,在20MN 溫鍛壓力機上采用四個工位模具型腔進行四工步溫鍛成形。
采用溫鍛-冷精整聯合成形工藝成形。在機械壓力機上溫鍛生產預成形溫鍛件毛坯,在壓力機上冷精整成形獲得具有符合三銷軸叉產品圖要求的精鍛件,其球道內腔尺寸只補償后工序熱處理變形量,不再進行機加工。溫鍛避免了熱鍛會產生的較多氧化、脫碳缺陷,又避免了冷鍛時較大的金屬變形抗力,冷精整可以得到高精度、高表面質量的精密鍛件。
冷精整變形量設計
三銷軸叉冷精整凹模的內腔輪廓則是由三銷軸叉截面外輪廓線做等距偏移而確定的。通過計算,冷精整變形前溫鍛件截面積為1677.3mm2,變形后的截面積為1344.7mm2,斷面收縮率約為19.8%,屬于合理的精整減徑變形量,但是,實際生產中在精鍛件頭部球面碗口外側出現了局部拉毛(圖1)、凹模壽命低的問題。冷精整裝配圖見圖2。

圖1 冷精整精鍛件局部拉毛

圖2 冷精整裝配圖
尺寸設計和數值模擬分析
三銷軸叉精鍛件因其頭部內、外腔形狀復雜,尺寸精度要求高,故一般采用溫鍛預成形+冷精整成形復合成形技術,而預成形溫鍛件設計不合理,在冷精整成形中,存在精鍛件局部拉毛的問題。利用數值模擬技術,分析了三銷軸叉精鍛件冷精整成形過程的成形力、應力、應變的變化,對預成形溫鍛件進行了優化,設計了不同的冷精整起始點距離,工程實踐后,優化后的預成形溫鍛件在冷精整時,沒有拉毛產生,精鍛件產品質量顯著提高。
關鍵尺寸設計
⑴改善前溫鍛件毛坯在冷精整起始點位置的尺寸形狀設計。
改善前溫鍛件毛坯(圖3)冷精整變形量起始點的設計方法:在三銷軸叉溫鍛件頭部的末端沿周向有7°入模角,內腔的基準平面至入模角的上端距離為8.8mm。在冷精整時,沖頭的頭部先接觸三銷軸叉的型腔底部,施加往下的拉深力,同時利用已經變薄的工件部分將拉深力傳入變形區。

圖3 改善前溫鍛件冷精整起始點尺寸形狀設計方法
⑵改善后溫鍛件毛坯在冷精整起始點位置的尺寸形狀設計。
為降低冷精整時三銷軸叉冷擠壓力,改善后溫鍛件毛坯(圖4)冷精整變形量起始點的設計方法:在三銷軸叉溫鍛件頭部的末端沿周向有7°入模角,將內腔的基準平面至入模角的上端距離為13.8mm。在冷精整時,沖頭的頭部先接觸三銷軸叉的型腔底部,施加往下的拉深力,同時利用已經變薄的工件部分將拉深力傳入變形區。

圖4 改善后溫鍛件冷精整起始點尺寸形狀設計方法
數值模擬分析
用鍛造成形模擬Deform-3D 軟件模擬,如圖5所示,材料數據選取Deform-3D 軟件材料數據庫中已有鋼材,摩擦條件采用剪切摩擦模型,根據現場實際生產情況,摩擦因子選為0.12,冷精整沖頭速度選為15mm/s,溫度設為室溫25℃。

圖5 Deform-3D 軟件數值模擬冷精整成形
針對兩種不同形狀的溫鍛件毛坯,用相同冷精整模具進行冷精整,冷精整成形后,分別對兩種冷精整件的成形力、應力、應變、損傷進行分析。
⑴成形載荷分析。
圖6 為改善前與改善后的載荷-行程曲線。從圖6 可以看出,成形載荷曲線走勢分為4 個階段,剛開始溫鍛件在冷精整沖頭的作用下與凹模接觸,開始進入塑性變形階段,載荷迅速上升;接著溫鍛件與凹模完全接觸,進入穩定變形階段,成形載荷趨于平穩;然后成形型腔頭部碗口最高處毛刺部位(圖1 所示精鍛件局部拉毛部位),成形載荷又迅速上升達到最大值,最后毛坯開始與凹模分離,載荷迅速下降,直至到0。
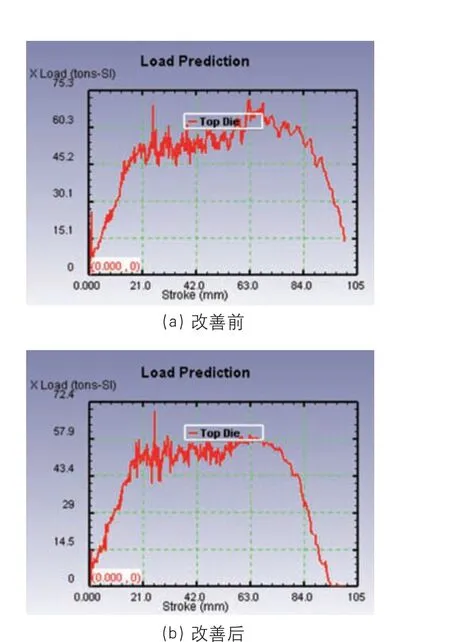
圖6 載荷-行程曲線
對比載荷-行程曲線,改善前與改善后的成形載荷總體相差不大,但在成形載荷曲線走勢的第3 個階段時(即冷精整鍛件拉毛部位時),改善設計后最大成形載荷減小了約0.12MN,最大冷擠壓力降低了20.6%,成形力降低,工藝實現較為方便,對冷精整拉毛有一定的改善。
⑵等效應變分析。
圖7 為三銷軸叉冷精整變形的等效應變云圖,從圖7 可以看出,改善前,等效應變分布非常不均勻,特別是在頭部球面碗口外側出現局部拉毛的部位,最大應變值達到約1.8;而改善后的應變分布較為均勻,在頭部球面碗口外側出現局部拉毛(見圖1 所示)的部位,最大應變值約為0.8,與其他節型產品相比,最大應變值在合理范圍內,說明改善后的設計方案取得了較好的效果。

圖7 等效應變云圖
⑶等效應力分析。
等效應力代表復雜應力折合成單向應力狀態的當量應力,可用其度量塑性變形過程中受力與變形的程度。圖8 為三銷軸叉冷精整變形的等效應力云圖,從圖8 可以看出,改善前,等效應力分布非常不均勻;而改善后的應力分布較為均勻,在頭部球面碗口外側出現局部拉毛的部位,最大應力分布區域有所減少,說明改善后的設計方案取得了較好的效果。

圖8 等效應力云圖
⑷損傷分析。
圖9 為三銷軸叉冷精整變形的損傷云圖,從圖9可以看出,改善前,損傷分布非常不均勻,特別是在頭部球面碗口外側出現局部拉毛的部位,最大損傷值達到約0.6;而改善后的應變分布較為均勻,在頭部球面碗口外側出現局部拉毛的部位,最大損傷值小于0.2。與其他節型產品相比,最大損傷值在合理范圍內,損傷值變小,說明這個部位發生破壞(拉毛、拉裂)可能性就越低,改善后的設計方案取得了較好的效果。

圖9 損傷云圖
結論
⑴本文主要闡述了三銷軸叉冷溫鍛鍛件成形工藝流程。
⑵對冷精整擠壓力的溫鍛件毛坯在冷精整起始點位置的尺寸形狀設計及影響,利用數值模擬技術,分析了三銷軸叉精鍛件冷精整成形過程的成形力、應力、應變、損傷的變化,工程實踐后,優化后的預成形溫鍛件在冷精整時,沒有拉毛產生,證明優化后的預成形溫鍛件,經冷精整成形后,精鍛件產品質量顯著提高,可有效防止拉毛產生,通過Deform 3D模擬和生產驗證,為解決類似冷精整拉毛的問題提供了一些借鑒。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
