高含硫球罐裂紋缺陷分析及應對措施探究
2022-12-12 10:43:08張宇寇珊
中國設備工程 2022年22期
張宇,寇珊
(1.中國石油大慶煉化公司儲運部;2.中國石油大慶油田第二采油廠第一作業區,黑龍江 大慶 163000)
球罐是指殼體的形狀為球形的儲罐,根據球罐結構特點,圓筒形儲罐對比球罐在直徑和設計壓力相同的條件下,球罐內壁承受的應力只是圓筒形儲罐所承受應力的1/2,設計所需要的球罐壁板的厚度只需要圓筒儲罐壁板厚度的1/2,當儲罐設計容積和設計壓力相同的情況下,相比圓筒形儲罐,球罐的面積最小能夠節省更多的材料。球罐在石油石化和油氣儲運中最為普遍用作儲存液化石油氣、液體介質或高壓氣體介質等。
1 球罐基本概況
儲運部的Q-5#拔頭油球罐,由大慶石油化工設計院設計,1994年投入使用,在2020年開罐定期檢驗過程中,檢測單位利用熒光磁粉檢測發現罐內焊縫及熱影響區有211處線性缺陷裂紋,按照《固定式壓力容器安全技術監察規程》TSG 21-2016第8.5.4條打磨成表面光滑、平穩過渡的凹坑,直至裂紋全部消除,經熒光磁粉復探檢測,符合NB/T47013.4-2015的I級要求,其中打磨最大深度為4mm,定為3級,下次檢驗周期為2年。表1為球罐設計與操作指標。
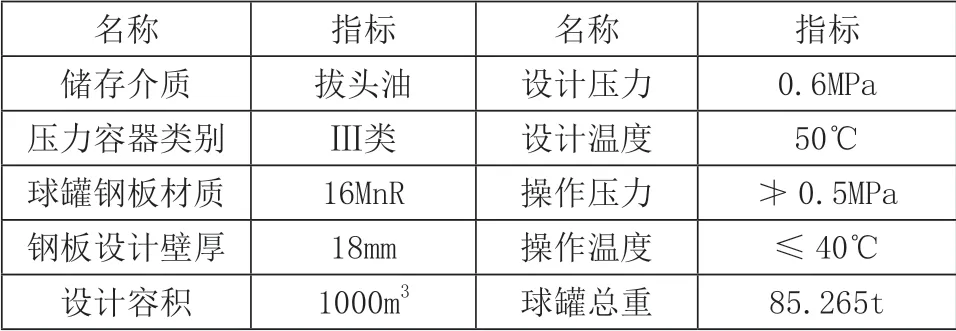
表1 球罐設計與操作指標
1.1 球罐裂紋缺陷分布
內壁上極帶焊縫熱影響區19處,上赤道帶焊縫熱影響區68處,下赤道焊縫熱影響區121處,下極帶焊縫熱影響區3處,共計211處,球罐內部裂紋形貌,如圖1所示。裂紋一般位于焊縫熱影響區域。
1.2 根據定期檢驗實際情況調整相應檢驗方案
根據定期檢驗實際情況,對定期檢驗方案進行了調整。
(1)對出現裂紋缺陷的位置及熱影響區進行材質硬度檢測及相應的金相分析。通過材質硬度檢測沒有出現異常情況,實際檢測硬度值見表2。

表2 裂紋缺陷及熱影響區硬度檢測值
(2)其次,對裂紋缺陷的焊縫位置和鋼板母材進行了相應的金相分析,結果顯示,裂紋缺陷的焊縫位置和鋼板母材的組織為正常的珠光體+鐵素體,沒有出現異常情況,金相分析的結果如圖2、圖3。
2 產生裂紋缺陷的原因分析
針對該臺拔頭油球罐定期檢驗發現裂紋缺陷的情況,組織相關專業共同進行RCA根原因分析,對這臺球罐的原始設計資料圖紙、現場安裝、制造、交工資料、近兩次的定期檢驗報告以及日常運行操作記錄等資料進行了翻閱和分析。
(1)該臺球罐在日常運行使用期間,能夠嚴格按照操作規程進行操作,從未發生過超溫、超壓以及發生泄漏等異常情況。
(2)本次出現的裂紋部位,在2017年定期檢驗報告中,磁粉檢測中并沒有發現裂紋缺陷。
(3)儲存的介質拔頭油硫化氫進行化驗分析,后附化驗分析報告(表3),發現介質中有硫化氫含量超標的情況,超出球罐原有設計10ppm的指標。根據對相關資料的分析,產生裂紋缺陷的原因主要是以下幾點。

表3 球罐介質采樣分析數據表
①該臺球罐安裝結構為混合式,球罐的球殼板采用現場散裝組對的方式,產生裂紋缺陷多的位置主要在上極帶和上溫帶,2塊鋼板組對接的焊縫位置,當時為達到施工方案和規范對焊縫的棱角度與錯邊量的要求,現場可能存在存在強力組對的情況,在焊縫和熱影響區的位置留存有殘余應力。
②該臺球罐采用的是18mm厚材質為16MnR鋼板,屬于低合金結構鋼中的熱軋鋼,鋼板材質化學成分(GB/T6654-1996 C≤0.02%,Si 0.2%~0.6%,Mn 1.2%~1.6%,P≤0.0035%,S≤0.03%),抗拉強度下限540MPa,在實際使用中存在板厚效應明顯,鋼板的韌性和強度隨著鋼板厚度的增加而相應的下降,這種材料在濕硫化氫環境下,十分容易產生應力腐蝕而產生裂紋。
③球罐儲存介質為拔頭油,介質中硫和硫化氫含量偏高,硫化氫含量遠遠超過球罐原設計硫化氫含量≤10ppm的指標要求,同時,不符合中國石油天然氣股份公司《液化烴儲罐技術導則》:“6.1.1液態烴儲罐接收裝置來的液化烴應控制硫化氫含量正常不大于20PPm”的規定。
拔頭油介質中含有一定水,當球罐中同時存在硫化氫和水,這些物質共同存在構成濕硫化氫應力腐蝕環境,通過實驗當硫化氫濃度達到50ppm以上時,在常溫下硫化氫就會誘發產生應力腐蝕裂紋,反應產生的原子態氫被球罐內壁所吸收,其反應過程為:
儲存介質中的水含有硫化氫(H2S)電離分解成H+和HS-在球罐的陰極端不斷集中,水溶液中的氫原子不斷的進行釋放。被釋放的氫原子不斷在球罐鋼材表面上集中,在應力的作用下,氫原子會向鋼材內部進行擴散,由于氫原子的半徑較小,在鋼材的結構中處于晶格的間隙位置,在球罐應力的作用下,很容易以擴散的方式沿著應力的方向發生遷移,并會在高應力位置發生聚集,造成鋼材的韌性、塑性、延性發生下降,然后,在一定的應力作用下便會在鋼材表面產生微小裂紋,發生硫化物應力腐蝕開裂現象。
3 裂紋缺陷處理
根據TSG21-2016《固定式壓力容器安全監察規程》對裂紋缺陷進行打磨消除,打磨保證缺陷凹坑表面光滑、平緩過度;缺陷打磨消除后利用磁粉對缺陷部位進行復探,磁粉復探結果評價Ⅰ級,裂紋缺陷全部消除。裂紋打磨消除后形成最大一處凹坑參數如下:深度4mm,凹坑長度110mm,根據GB150-2011《壓力容器》,球殼設計厚度計算:
δ(球殼體厚度)mm
P(計算壓力)0.5MPa
Di(球殼內直徑)12300mm
Φ焊接接頭系數1.0
[δ]t設計溫度下球殼體材料許用應力185MPa
球罐球殼體計算厚度為12.37mm,最小實測壁厚為14.1mm,滿足強度要求。
處理意見:本次發現的裂紋缺陷經打磨消除后,可暫不處理,2022年再次進行定期檢驗。
4 高含硫球罐硫化物應力腐蝕裂紋的應對措施
4.1 日常運行管理
做好球罐的日常使用管理是預防異常情況的重要手段。球罐在使用過程中做好介質的腐蝕監測工作,主要做好定期監測介質中的硫化氫含量,防止球罐因硫化氫含量超標造成的硫化物應力腐蝕。嚴格按照中國石油股份公司下發的《液化烴儲罐技術導則》6.1.1要求“液態烴儲罐接收裝置來的液化烴應控制硫化氫含量正常不大于20PPm”。
拔頭油球罐中,硫化氫濃度和水的含量是產生硫化物應力腐蝕的關鍵因素。在球罐日常運行中要加強球罐脫水管理,每月定期對球罐中硫化氫濃度進行分析,如果發現有硫化氫濃度過高情況,及時進行倒空和脫水處理,避免硫化氫含量超標和水形成腐蝕開裂環境,通過日常運行管理能夠有效防止發生硫化物應力腐蝕開裂。
4.2 加強裝置外送物料控制
監測重整裝置外送拔頭油中總硫及其硫化氫含量,在裝置外送環節進行脫硫、脫水處理,從根本上消除了球罐儲存介質硫化物應力腐蝕造成開裂的危險性。
4.3 采用可靠防腐,隔絕腐蝕環境
《液化烴儲罐技術導則》中8.2.6“存儲液化烴的儲罐應定期對腐蝕介質的含量進行分析控制其含量,并可適當縮短其檢驗周期,必要時采用可靠的防腐隔離措施,防止儲罐發生氫至開裂、氫鼓泡等風險。”查詢相關論文以及專業防腐會議交流,之前普遍采用噴涂鋁層、玻璃鱗片導靜電涂層等方法用于球罐防腐,結果是越防腐,反倒是在定期檢驗過程中腐蝕缺陷裂紋越多,球罐的局部腐蝕問題越明顯,球罐的腐蝕問題由均勻性腐蝕變為更難解決的局部腐蝕,使得球罐的使用過程中的安全風險大幅提升。
通過項目的前期調研,了解到目前國內外針對硫化物應力腐蝕(SSCC)開裂的儲罐,多采用ZARE合金噴涂防腐措施,通過了解現場實際應用效果明顯。ZARE合金噴涂防腐原理:是將傳統的塊狀犧牲陽極形式,轉化為先鑄造后加入稀土拉拔成稀土合金絲,施工過程中再通過電弧噴涂設備,將稀土合金絲通過電弧的高溫,將稀土合金絲融化,噴涂在球罐內表面,實現了將“犧牲陽極膜”覆蓋在被保護的球罐本體內表面,噴涂形成的ZARE稀土合金層具有特殊的電化學作用原理,能夠源源不斷地給液球罐內表面母材和焊縫腐熱影響區,易產生應力腐蝕開裂的部位持續提供微電流,可以起到隔離硫化氫的作用,避免因介質中的硫化氫等腐蝕性介質與球罐本體發生反應造成氫至開裂等風險。保障球罐安全生產運行,降低使用過程中安全風險,能夠提高和延長球罐的安全使用壽命,是目前針對硫化氫應力腐蝕開裂最經濟有效的措施。
4.4 新建不合格原料罐的特定存儲罐
在具備條件時,選擇適合高硫化氫含量介質的鋼材,選擇硬度和強度較低、抗硫化氫應力腐蝕效果比較好的鋼材,新建一臺存儲不合格原料的球罐,當硫化氫濃度和總硫含量超標期間的特定儲存罐,并應立即脫凈罐內水,盡快進行回煉,減少濕硫化氫的應力腐蝕。
5 結語
通過對球罐的運行工況、使用情況以及定期檢驗中出現的問題分析,能夠確認目前儲存高含硫介質球罐腐蝕問題的主要原因是硫化物應力腐蝕造成球罐出現裂紋缺陷;這就要求我們在日常管理中嚴格控制工藝指標,嚴禁硫化氫含量超標的介質進入球罐,定期做好存儲介質監測分析,發現存儲介質中硫化氫及總硫含量超標的情況,應控制儲存時間不超過48h,并盡快進行脫水和倒空處理;做好球罐的日常運行管理和定期檢驗,以及采取可靠、有針對性的防腐措施,能夠減少硫化氫含量超標對球罐安全運行帶來的危害,保證球罐長周期、安全、平穩運行。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24