簡析回轉類動設備的調試
2022-12-12 10:42:24王益貴金天亮錢奕專何慧慧
中國設備工程 2022年22期
王益貴,金天亮,錢奕專,何慧慧
(中建五洲工程裝備有限公司,江蘇 南京 211100)
1 調試前的準備工作
(1)確定實測滾圈之間的中心距尺寸,根據實測的尺寸作為托輪系、托輪擋輪系的實際安裝跨距。(2)采用四氯化碳洗滌劑或煤油清洗好托輪、滾圈、大齒圈、小齒輪、擋輪等結合表面,并調整擋輪間距待安裝機身。(3)按照回轉類動設備施工藍圖檢查有關部件的標高,跨度,安裝尺寸,具備機身吊放到托輪系統之前的條件。(4)上述工作完成后,經驗收認可,再進行下序工作。
2 基礎劃線
采用平臺作為回轉類動設備調試的基礎,根據擋輪及擋拖輪位置及高度確定支墩的位置及高度,保證設備水平放置在基礎上。
在基礎上劃出中心線,中心線包括固定端/自由端基礎中心線、傳動系統基礎中心線、地基基準線與水平基準線,而且基準線距地基需要有一定高度,如圖1。
3 確定安裝順序
(1)安裝固定端支撐,拆除擋輪。(2)安裝自由端支撐。(3)確定托輪系統中心并調整托輪距離。(4)放置傳動系統的底座到基礎上。(5)安裝罐體。(6)安裝擋輪。(7)安裝傳動系統(大齒圈首先安裝在罐體上)。(8)中心找正并且微調罐體與傳動系統等旋轉部件。(9)安裝旋轉接頭。(10)安裝所有防護罩。
4 安裝支撐系統
(1)安裝墊鐵,在支撐系統的所有地腳螺栓兩側放置調整墊鐵。(2)綜合考慮中心線與水平線,自由端與固定端支撐鋼架的安裝。(3)基礎水平調整:通過調整地腳螺栓處的調整墊鐵以及調整支撐系統的位置,從而達到各個距離誤差控制在1.5mm以內,如圖2,即L-L′≤1.5mm,I-I′≤1.5mm。
(4)支撐系統鋼架水平度的測量與調整需按如下步驟進行:①將一個水平規放在支撐系統鋼架上;②通過調整支撐系統鋼架與水泥基礎之間的斜墊鐵來實現支;③系統鋼架水平的調整,當調整到滿足要求時,水平規的指示是水平的;④固定端與自由端支撐鋼架的相關高差通過使用經緯儀測量鋼架上的基準點的高差來確定。
測量兩底座間垂直方向的高度,如圖3,并根據測量值進行調節,使測量值滿足下式的要求:
式中,H1~H8為水平儀測得的底座上各測點的標高。當標記在固定端支撐與自由端支撐鋼架上的中心線重合后,固定支撐系統。
5 安裝罐體
按照設計圖紙要求尺寸,吊放罐體,吊裝過程中必須小心,避免損壞托輪及擋輪;相關測量的數據符合公差要求后,筒體需要安裝就位,支撐托輪需要進行相應調整,調整時,可用塞尺檢查托輪與滾圈的嚙合情況,整體托輪面與滾圈接觸面間隙均勻后,根據托輪軸承座的中線位置,對其座板進行劃線;要求按照托輪軸承座中線的位置,在座板上刻劃出相應的中線位置。安裝時,將固定端托輪中心線與滾圈中心線重合安裝,由于固定端與自由端支撐系統鋼架之間的安裝距離已經考慮了設備罐體的熱膨脹量(大約4mm),所示自由端支撐的中心線與滾圈的中心線之間有一定偏差。不要將設備罐體快速放到托輪上。這樣很可能會損壞托輪軸承與托輪軸承座,因此在將罐體放置到托輪上的時候要特別小心、緩慢;肉眼檢查托輪與滾圈表面的接觸狀況,如果接觸狀況不理想,對托輪系軸承座通過頂絲進行微調。
6 安裝擋輪
當罐體安裝完成之后,將擋輪系安裝在固定端支撐鋼架的適當位置,并且用緊固件固定。保證擋輪座上的中線與鋼架上的中線重合,通過盤車檢查擋輪與滾圈之間的距離,擋輪與滾圈之間的安裝距離,如圖4。
7 安裝傳動系統
(1)齒輪箱,液力耦合器與電機、盤車系統按照傳動系統預組裝。(2)小齒輪直接安裝在齒輪箱的輸出軸上。調整傳動系統鋼架,使小齒輪與大齒圈的齒面相互平行,并且齒側隙滿足要求(大約3~4.5mm)。(3)安裝傳動系統鋼架的方法與安裝支撐系統鋼架的方法相同。
8 回轉類動設備盤車
鋼架安裝之后,在設備靜態時調整托輪、擋輪與滾圈的接觸面,調整小齒輪與大齒圈的接觸面。確認托輪與滾圈接觸面,大小齒輪接觸面在設備旋轉時接觸良好。
當盤車時,可以在滾圈表面、大齒輪表面進行著色。通過檢查與著色表面相接觸的其他表面的顏色狀況來判斷兩個接觸面的接觸狀況。
9 支撐系統調整
通過調整頂絲來調整托輪,調整時要特別小心,防止罐體與四個托輪的中心線發生偏移。同時檢測:前滾圈與托輪的線接觸率大于等于75%,后滾圈與托輪的線接觸率大于等于75%。當各個測量值與工廠調試值相等時,調整方達到要求。
10 正式空載試運轉
(1)參加試運轉人員須熟知煅燒爐試車全過程的操作要領、檢察要求,且能及時發現故障,并及時處理。(2)試運轉必備的電控操作系統必須調試合格,安全可靠。(3)臨近開車前的短時間內再次清理現場,作好防塵。(4)檢察減速機、軸承等處的潤滑油是否添加充足。(5)再次檢查各部件基礎連接有無松動,并及時加以緊固。(6)前滾圈、后滾圈及托輪、擋輪、大齒圈與小齒輪嚙合,采用人工加油,由專人負責,并加強保護,防止異物掉進各旋轉面出現事故,在試運轉過程中不得私自離開崗位。(7)開車前及停車前分別按下述值檢測各處跳動值:傳動系統檢測:轉動過程中不得有卡阻及異常振動現象。零部件間接觸率的檢測內容,如表1所示。(8)試運轉步驟:①手動盤車。打開盤車電機后風扇罩,旋轉盤車電機冷卻風扇葉輪,使主機緩慢轉動,轉動方向應為從進料側看主機機身逆時針方向為正確,盤車轉動應至少使齒圈的每個齒與小齒輪嚙合一次,盤車的過程中應用油壺往齒輪嚙合面上澆足夠的潤滑油。在盤車的過程中注意觀察不能有任何妨礙機身運轉的任何因素。盤車結束后安裝好盤車電機后風扇保護罩。②點車。通知控制室接通盤車電機電源。由專業操作工人負責現場點車試車,點車試車之前現場所有技術人員、施工人員、安全人員等應在離機身三米線以外,由主操作人員在盡可能短的時間內接通電源并隨即切斷電源造成點車,檢查盤車電機的旋轉方向是否正確,如不正確,切斷電源,通知電工改變接線,之后再次點車,直至盤車電機的旋轉方向與設計旋轉方向一致。機身的設計旋轉方向為從進料側沿煅燒爐軸線方向看以逆時針方向旋轉為正確。注意:點車前應確保盤車電機與主電機的轉向正確,如不能保證,在點車前應將主電機、液力偶合器與主減速機之間的聯軸器連接部分拆除,待點車結束后再正確地連接上,以免損壞電機、減速機。③連續開車。啟動盤車電機,因制造廠無6000V動力電源,試運轉只啟動盤車電機即可,連續開車2~4h。(9)試運轉過程中檢查:①無卡阻、異常振動等現象;②各傳動部位軸承座的溫升情況,每隔30min檢測一次;③施工圖中的要求的各部件跳動量進行測量。(10)在試運轉過程中,由電器人員負責對盤車電機的工作電流及電壓進行測試并記錄。(11)試運轉合格后,由質檢處將全部記錄按技術協議及圖紙的有關要求填入出場檢驗報告中。(12)試運轉過程須由業主代表參加驗收,并在試運轉記錄上簽字,確認空負荷試車結果。
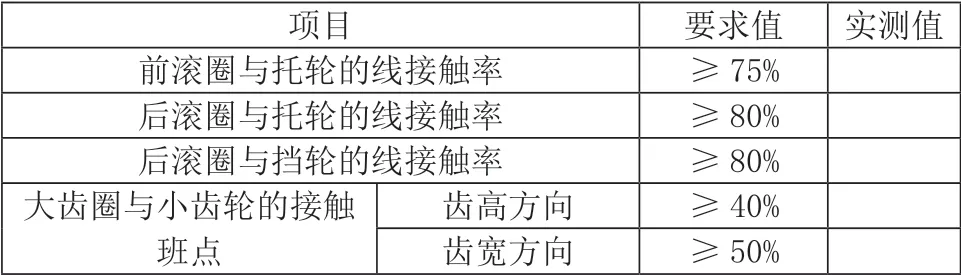
表1
11 結語
通過制定合理的運轉調試方案,模擬生產過程,及時發現相關問題,從而保障設備運轉的順利實施,為后續不同類型的動設備的制造提供經驗。