基于YOLOv5 的打磨表面質(zhì)量快速評價方法
2022-12-11 09:43:20黃震朱華波陶友瑞
智能計算機(jī)與應(yīng)用 2022年11期
黃震,朱華波,陶友瑞
(1 河北工業(yè)大學(xué) 省部共建電工裝備可靠性與智能化國家重點(diǎn)實驗室,天津 300130;2 河北工業(yè)大學(xué) 機(jī)械工程學(xué)院,天津 300401)
0 引言
在手機(jī)殼噴漆前需要對手機(jī)殼表面進(jìn)行打磨,打磨質(zhì)量直接影響手機(jī)殼噴漆的效果,打磨面粗糙會造成手機(jī)殼表面漆層的不均勻,嚴(yán)重時會導(dǎo)致漆面的剝落。因此在打磨加工后,需對工件表面的質(zhì)量進(jìn)行檢測,并評價其是否符合噴漆標(biāo)準(zhǔn)。傳統(tǒng)檢測是采用針觸法、對比法和模具法等進(jìn)行抽樣檢查,人工抽樣檢測的方法會受到來自多方面的制約限制,可能會出現(xiàn)漏檢的情況,并且長時間的工作也會造成人的視覺疲勞,導(dǎo)致誤檢率逐漸增加。為了避免人工檢測出現(xiàn)的問題,王武等人[1]設(shè)計了基于機(jī)器人視覺的手機(jī)殼表面缺陷檢測的方法,實現(xiàn)了產(chǎn)品缺陷的自動化檢測。為實現(xiàn)手機(jī)外殼表面缺陷的自動檢測,文生平等人[2]成功搭建了手機(jī)殼表面缺陷視覺檢測系統(tǒng)。針對手機(jī)殼面板表面的幾種缺陷類型的檢測,張巖等人[3]設(shè)計了基于黑白面陣CCD在線檢測系統(tǒng),并取得了良好的效果,但卻需要在特定的情況下使用。針對手機(jī)殼表面凹坑、斑點(diǎn)等缺陷特征難識別的問題,劉源泂等人[4]提出將3 種成像光路分別對應(yīng)單臺彩色相機(jī)三通道成像的方法,為多材質(zhì)和多顏色物體表面缺陷檢測任務(wù)提供了一種基于顏色空間的解決思路。現(xiàn)階段采用深度學(xué)習(xí)的算法針對視覺技術(shù)應(yīng)用在特定目標(biāo)的識別上做出了大量的相關(guān)研究,可廣泛應(yīng)用于識別檢測、分類等[5-6]方面。深度學(xué)習(xí)算法主要包括R-CNN[7]、Faster R-CNN[8]、Fast R-CNN[9]和YOLO[10]等檢測算法,YOLO 算法不需要區(qū)域建議尋求目標(biāo),具有檢測速度快,背景誤判率低等優(yōu)點(diǎn)[11]。因此本文提出了一種基于YOLOv5 模型的圖像識別評價方法,實現(xiàn)了對加工件表面質(zhì)量缺陷的檢測識別,可對表面質(zhì)量是否符合標(biāo)準(zhǔn)進(jìn)行快速的評估。
1 打磨表面質(zhì)量評價方法
1.1 加工件表面缺陷
機(jī)器人在加工過程中執(zhí)行器與被加工工件表面接觸,執(zhí)行器受到壓力和摩擦力,從而降低機(jī)器人的整體剛度,造成機(jī)器人執(zhí)行器的振動,在磨削過程中的振動由于振幅過大就會產(chǎn)生振紋[12]。振紋的產(chǎn)生會嚴(yán)重影響工件表面的平滑程度,進(jìn)而影響了后續(xù)的噴裝效果。常見的2 種影響加工件表面質(zhì)量的缺陷如圖1 所示。
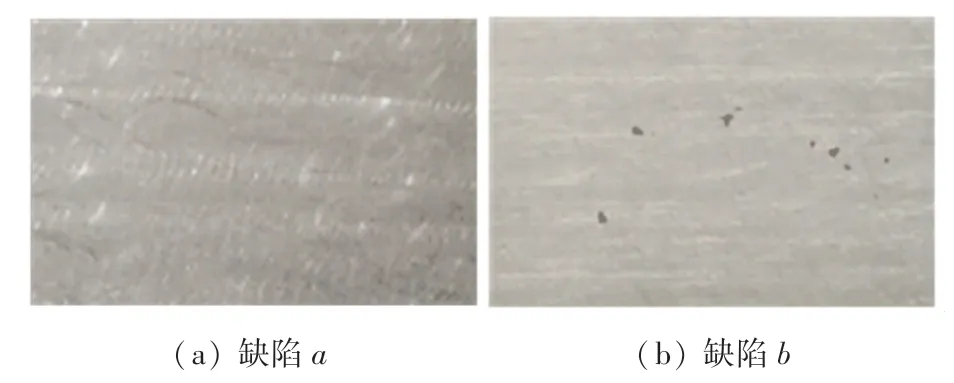
圖1 缺陷圖Fig.1 Defects map
從圖1 中可以看出,圖1(a)中的條紋是加工件表面的振紋;圖1(b)的黑點(diǎn)是加工件表面斑塊,會嚴(yán)重影響噴裝效果,因此當(dāng)出現(xiàn)圖1(b)中缺陷時工件無法進(jìn)行噴漆工作。本文通過對這2 種缺陷的定量分析,從而達(dá)到對加工件表面質(zhì)量評價的目的。
1.2 表面質(zhì)量評價方法設(shè)計
通過對打磨機(jī)器人產(chǎn)生的2 種表面缺陷進(jìn)行定量分析,提出了一種打磨面質(zhì)量評價方法,具體流程如圖2 所示。
由圖2 可知,考慮到圖1(b)中缺陷的出現(xiàn)會嚴(yán)重影響加工件表面噴裝,因此當(dāng)加工件表面出現(xiàn)圖1(b)的缺陷時,工件會直接進(jìn)行返工處理;沒有檢測出圖1(b)的缺陷時,需計算單位面積內(nèi)的振紋數(shù)量,與預(yù)設(shè)的單位面積內(nèi)的振紋數(shù)量m進(jìn)行比較:大于m時、返廠加工;小于m時,工件完成打磨工序,進(jìn)入下一步。
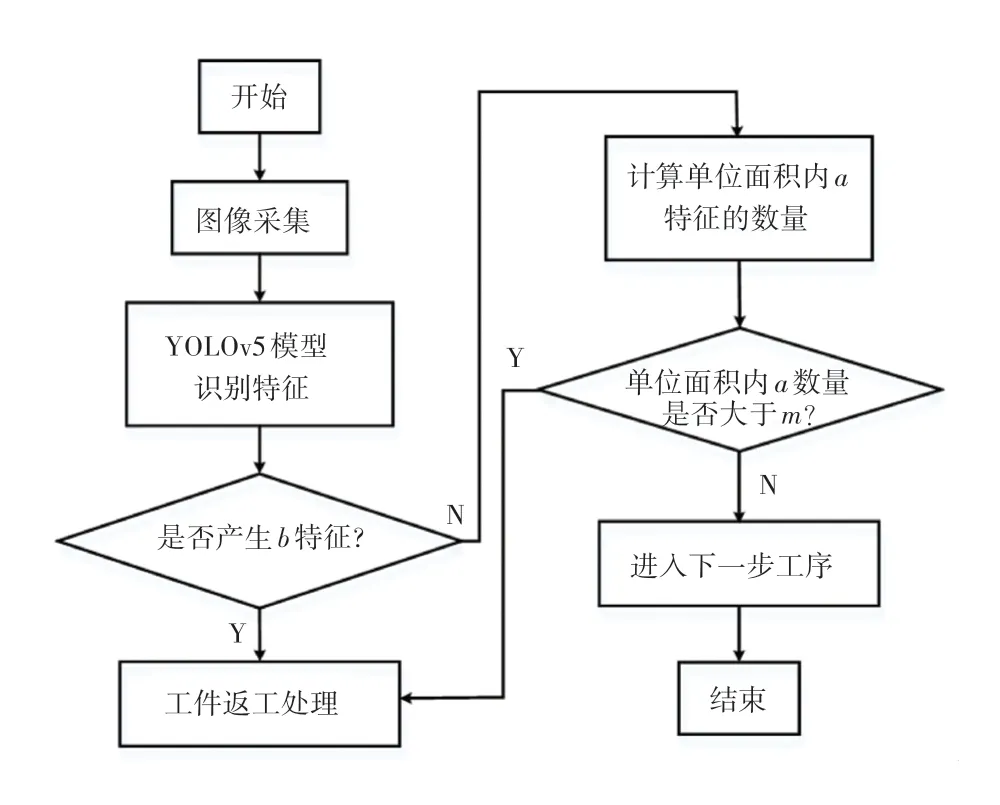
圖2 表面質(zhì)量評價流程圖Fig.2 Surface quality evaluation flowchart
振紋的產(chǎn)生會直接影響工件表面的平滑程度,所以選擇單位面積內(nèi)加工件表面振紋的數(shù)量決定打磨質(zhì)量的高低。研究推得的數(shù)學(xué)公式如下:

其中,p為單位面積振紋數(shù)量;N為加工件表面振紋總數(shù)量;s為加工件表面面積。
2 基于YOLOv5 的表面缺陷檢測
2.1 YOLOv5 介紹
YOLO 是一種基于深度神經(jīng)網(wǎng)絡(luò)的對象識別和定位算法,具有結(jié)構(gòu)簡單、檢測速度快和識別準(zhǔn)確等特點(diǎn)。YOLOv5 是目前YOLO 系列中最新的實時目標(biāo)檢測算法,在集成YOLOv4 算法優(yōu)勢的同時,也對主干網(wǎng)絡(luò)進(jìn)行了優(yōu)化,提高對小目標(biāo)的準(zhǔn)確度。在YOLOv5中,有4 種控制網(wǎng)絡(luò)結(jié)構(gòu)的模型,分別是:YOLOv5s、YOLOv5m、YOLOv5l 和YOLOv5x,網(wǎng)絡(luò)的深度直接影響檢測器的檢測精度和速度。4 種模型的官方性能測試結(jié)果顯示[13],YOLOv5s 模型與其他3 種模型相比,具有模型最小和速度最快的優(yōu)點(diǎn),因此本文選用YOLOv5s 模型。
2.2 改進(jìn)YOLOv5 網(wǎng)絡(luò)結(jié)構(gòu)
為了對模型輕量化的同時提高檢測的精度,采用Ghost Bottleneck 模塊來取代YOLOv5 網(wǎng)絡(luò)結(jié)構(gòu)中的Bottleneck[14],詳見圖3。該模塊是一種即插即用的模塊,由2 個堆疊的Ghost 模塊組成,通過一組內(nèi)在的缺陷映射,利用簡單的線性變化生成更多的Ghost 缺陷映射,這些映射可以充分提取內(nèi)在的缺陷信息,進(jìn)而提高了缺陷提取能力。
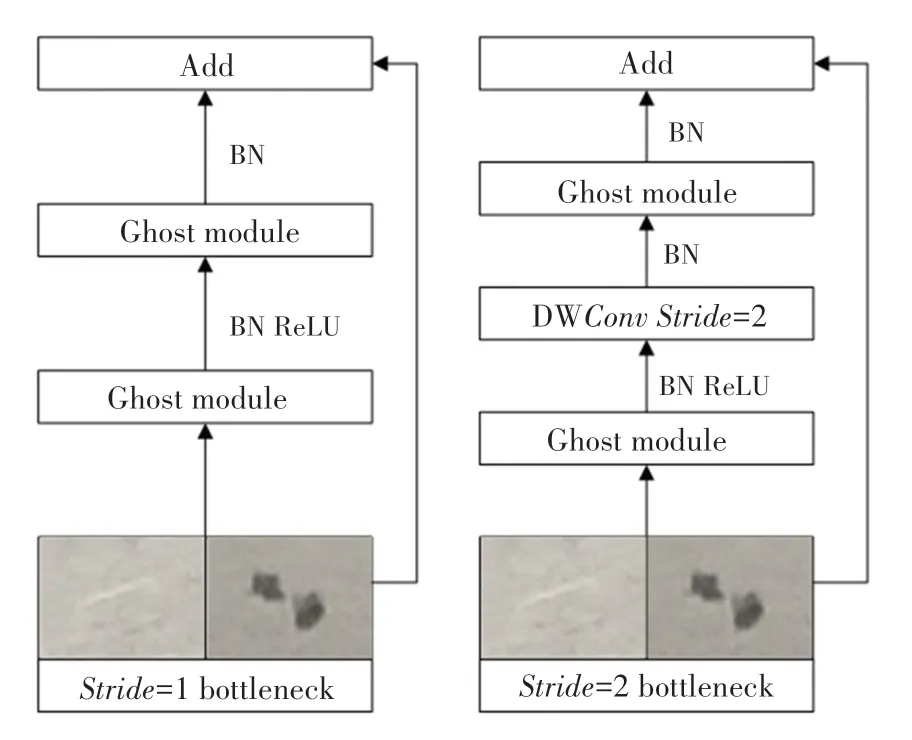
圖3 Ghost Bottleneck 模塊Fig.3 Ghost Bottleneck module
本文研究的打磨表面缺陷具有不易識別、缺陷個體小的特點(diǎn),為了讓網(wǎng)絡(luò)自適應(yīng)地注意一個重要缺陷,因此在模型結(jié)構(gòu)中引入了CBAM 模塊。該模塊會對輸入的缺陷層,分別進(jìn)行通道注意力機(jī)制和空間注意力機(jī)制的處理。其中,注意力機(jī)制的實現(xiàn)主要對單個缺陷層,依次進(jìn)行全局平均池化和全局最大池化,再對2 個結(jié)果利用共享的全連接層進(jìn)行處理,將2 個處理后的結(jié)果進(jìn)行相加,而后通過sigmoid函數(shù),獲得輸入缺陷層每一個通道的權(quán)值。將權(quán)值乘上原輸入缺陷層,最終得到輸出不同比重通道的缺陷圖。空間注意力機(jī)制的實現(xiàn)是對單個缺陷層,在每一個缺陷點(diǎn)的通道上取最大值和平均值,并將2 個結(jié)果進(jìn)行堆疊,利用一次通道數(shù)為1 的卷積調(diào)整通道數(shù),接著又通過sigmoid函數(shù),獲得輸入缺陷層每一個通道的權(quán)值。將權(quán)值乘上原輸入缺陷層,最終得到輸出不同比重通道的缺陷圖。改進(jìn)的YOLOv5 模型結(jié)構(gòu)如圖4 所示。
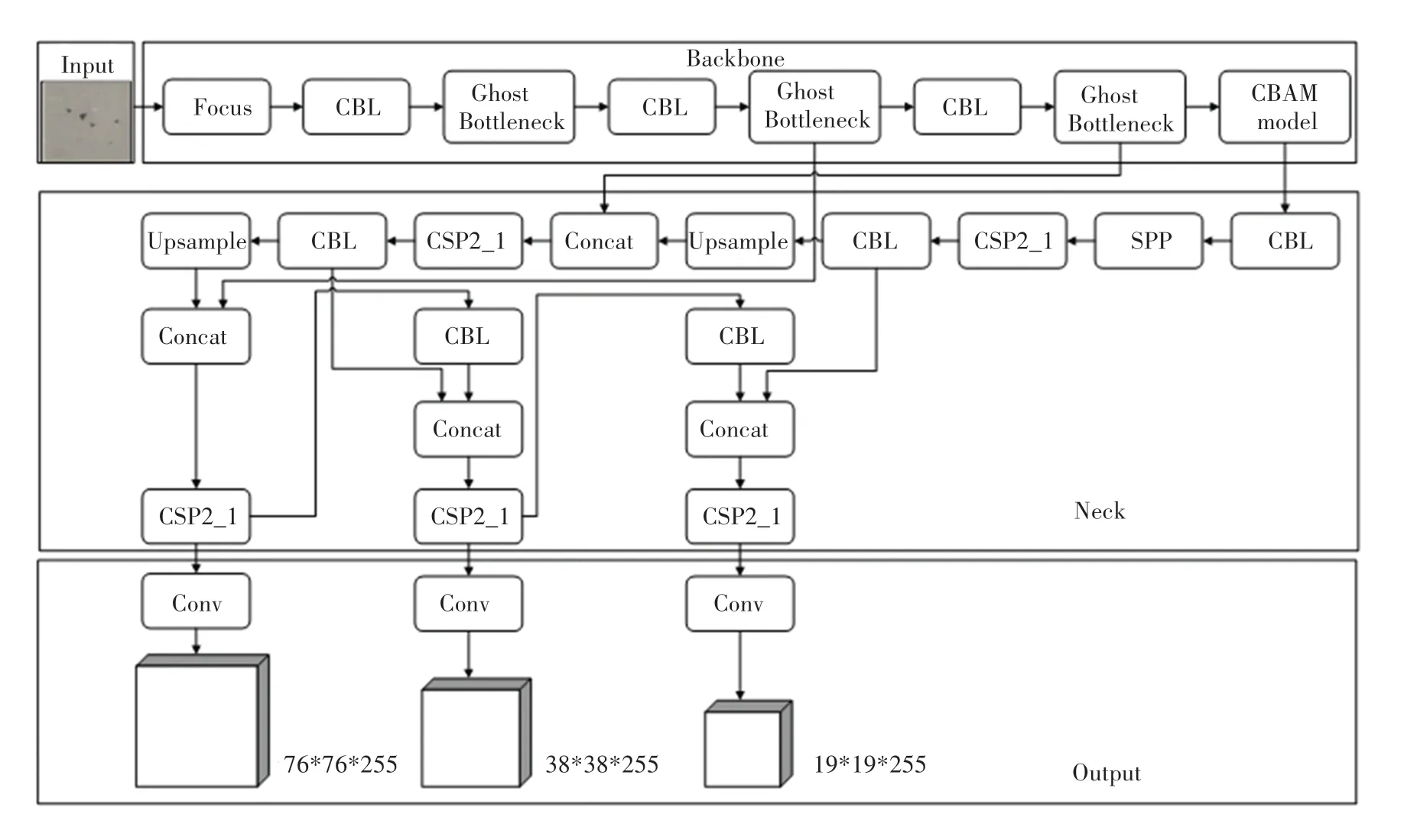
圖4 改進(jìn)的YOLOv5 模型結(jié)構(gòu)Fig.4 Improved YOLOv5 model structure
為了讓模型識別缺陷訓(xùn)練得更好,在損失函數(shù)模型中,利用IoU指標(biāo)[15]構(gòu)建了目標(biāo)框與預(yù)測框位置損失函數(shù)CIoU_Loss,再利用FocalLoss評價指標(biāo)構(gòu)建目標(biāo)框與預(yù)測框類別損失和置信度損失Focal_Loss,CIoU_Loss損失函數(shù)公式如下:
其中,IoU為預(yù)測框與真實框之間的交并比;Dis_C為待檢測目標(biāo)最小外接矩形對角線距離;Dis_2 為待檢測目標(biāo)真實框與預(yù)測框中心點(diǎn)的距離;v為衡量長寬比一致性參數(shù)。
研究指出,IoU是預(yù)測框與真實框之間的交并比,IoU數(shù)學(xué)定義式見如下:

其中,A為預(yù)測框,B為真實框。
這里的v是衡量長寬比一致性參數(shù),其計算公式見如下:

其中,wgt為真實框?qū)挾龋籬gt真實框高度;wp為預(yù)測框?qū)挾龋籬p為預(yù)測框高度。
與此同時,研究推出的Focal_Loss損失函數(shù)計算公式見如下:

其中,pt為預(yù)測樣本概率,γ為常數(shù)參數(shù)。
2.3 實驗設(shè)置
本次實驗運(yùn)行的環(huán)境:CPU 為Intel(R)Core(TM)i7-8650U,GPU 為Intel(R)UHD Graphics 620,內(nèi)存為16 G,操作系統(tǒng)為Windows10,開發(fā)語言為Python,Pytorch 框架。
手機(jī)殼表面質(zhì)量檢測模型訓(xùn)練采用的是打磨機(jī)器人加工出的工件表面數(shù)據(jù)集,作為YOLOv5 模型的訓(xùn)練輸入和檢測目標(biāo),為訓(xùn)練集提供300 張圖片。該數(shù)據(jù)集包含2 種常見的打磨加工件表面缺陷,分別為:振紋和斑塊。
為加強(qiáng)模型的泛化能力,使模型采集到更多的特征缺陷信息,在原始數(shù)據(jù)的基礎(chǔ)上對數(shù)據(jù)進(jìn)行擴(kuò)充。通過對原始數(shù)據(jù)進(jìn)行鏡像、旋轉(zhuǎn)、對比度變換的方法,將300 張已加工手機(jī)殼表面圖片擴(kuò)展到1 500張作為訓(xùn)練集。用labellmg 軟件標(biāo)注圖像缺陷,將振紋缺陷設(shè)定成a,斑塊缺陷設(shè)定成b,將標(biāo)定完成的圖像保存成xml 格式的文件,再將其輸入到訓(xùn)練模型進(jìn)行訓(xùn)練。
模型通過多次的Epoch訓(xùn)練進(jìn)行逐步的學(xué)習(xí),在150個Epoch后逐漸平穩(wěn),在訓(xùn)練過程中記錄模型Precision曲線如圖5 所示。圖5中,Precision表示精度,值越高、說明精度越高。模型改進(jìn)前預(yù)測曲線參見圖5(a),預(yù)測曲線在訓(xùn)練達(dá)到25個Epoch時曲線總體上升趨勢逐漸減小,在150個Epoch達(dá)到平穩(wěn),穩(wěn)定在72%。模型改進(jìn)后預(yù)測曲線參見圖5(b),預(yù)測曲線明顯比改進(jìn)前的上升趨勢大,同時在150個Epoch達(dá)到平穩(wěn),穩(wěn)定在79%。由此可知,改進(jìn)后的模型訓(xùn)練情況更好。
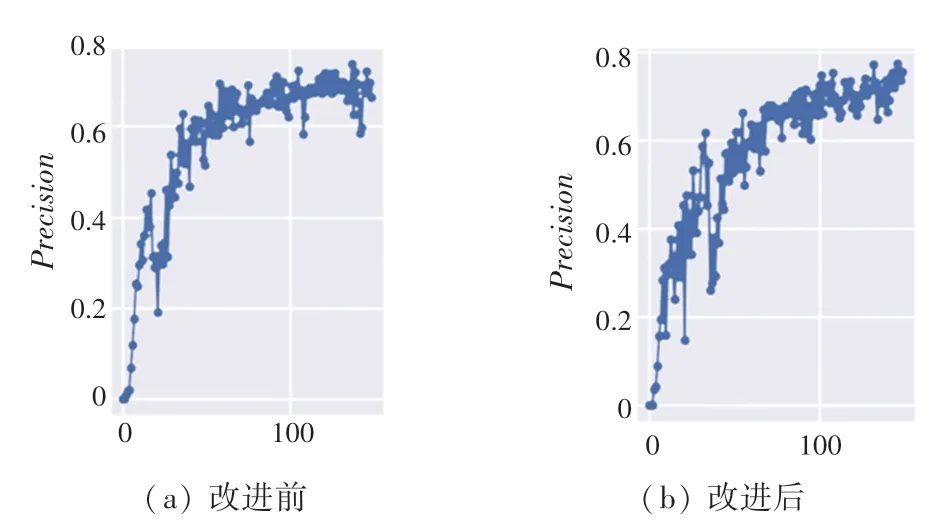
圖5 改進(jìn)YOLOv5 前后對比Fig.5 YOLOv5 model results comparison before and after the improvement
本文為提升YOLOv5 模型的精度,對模型進(jìn)行了改進(jìn)。改進(jìn)后的YOLOv5 在精度方面:對圖1(a)中缺陷的檢測精度提高了19.2%,達(dá)79.5%,改進(jìn)前召喚率為56.1%,改進(jìn)后提升了7.1%;圖1(b)缺陷的檢測精度提高了14.2%,達(dá)85.4%,改進(jìn)前召喚率為70.8%,改進(jìn)后提升了5.4%,有效改善了模型漏檢的問題。因此,本文通過改進(jìn)YOLOv5 網(wǎng)絡(luò)模型可以提高檢測的精度,改進(jìn)的YOLOv5 算法前后性能對比,見表1。

表1 YOLOv5 算法改進(jìn)前后性能對比Tab.1 Performance comparison before and after the improvement of the YOLOv5 algorithm
3 手機(jī)殼表面打磨質(zhì)量評價實驗
3.1 打磨實驗
機(jī)器人在不同的加工路徑、加工位置會對機(jī)器人整體的加工剛度、及表面加工質(zhì)量產(chǎn)生影響,因此本文設(shè)計了機(jī)器人在不同切入點(diǎn)和加工路徑的打磨對比實驗。通過提出的表面評價方法來判定加工表面質(zhì)量是否符合標(biāo)準(zhǔn),同時找出對比實驗中的最佳打磨方式。實驗選擇加工的工件為手機(jī)殼,材質(zhì)為鋁合金,鋁合金具有良好的塑性和易于加工的特點(diǎn)。選取的打磨頭為方形打磨頭,打磨深度為0.2 mm,打磨拋光多功能砂紙為240目,打磨頭進(jìn)給速度為3.75 mm/s,設(shè)定了2 種加工路徑,其運(yùn)動軌跡如圖6 所示。
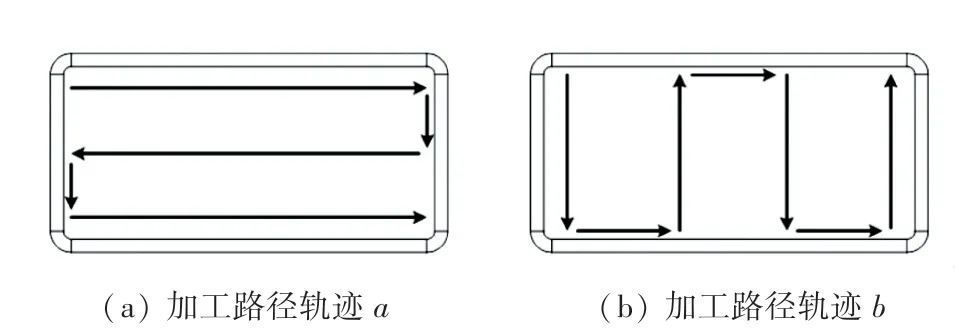
圖6 加工路徑軌跡Fig.6 Machining path track
在磨削深度以及磨削參數(shù)不變的工況下,選擇4 個不同的打磨進(jìn)刀點(diǎn),進(jìn)刀點(diǎn)與機(jī)器人的相對位置如圖7 所示。圖7中,1 和4 距離機(jī)器人最近,2和3 距離機(jī)器人最遠(yuǎn)。
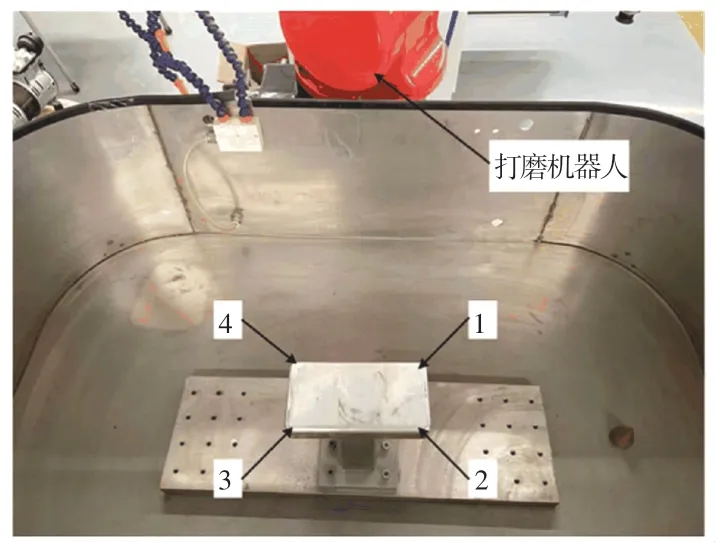
圖7 機(jī)器人與切入點(diǎn)相對位置Fig.7 The position of the robot relative to the entry point
實驗中的4 個打磨進(jìn)刀點(diǎn),每個進(jìn)刀點(diǎn)進(jìn)行軌跡a、b兩種路徑的加工方式。編號1~8 代表工件每個切入點(diǎn)的不同路徑:編號3、4、7 和8 屬于軌跡a在不同切入點(diǎn)的打磨路徑;編號1、2、5 和6 屬于軌跡b在不同切入點(diǎn)的打磨路徑。
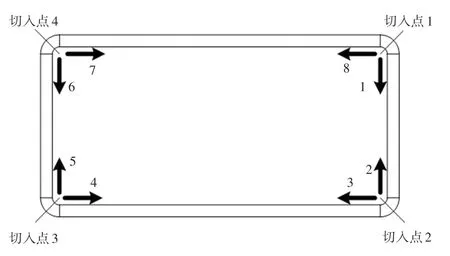
圖8 切入點(diǎn)與路徑Fig.8 Pointcuts and paths
3.2 缺陷檢測
手機(jī)殼是平放在加工臺上,通過打磨機(jī)器人對手機(jī)殼進(jìn)行打磨,要采集加工件表面的圖像,在加工臺的正上方安裝一個相機(jī)。為了讓相機(jī)更好地采集圖像需要在加工臺的側(cè)面進(jìn)行光照,將圖像上傳到訓(xùn)練模型中,得出加工后工件表面的識別效果圖,如圖9 所示。圖9中,標(biāo)號a為對加工件表面振紋的標(biāo)定,標(biāo)號b為斑塊的標(biāo)定,改進(jìn)后的YOLOv5 可以有效檢測出2 種缺陷,滿足實驗需求。
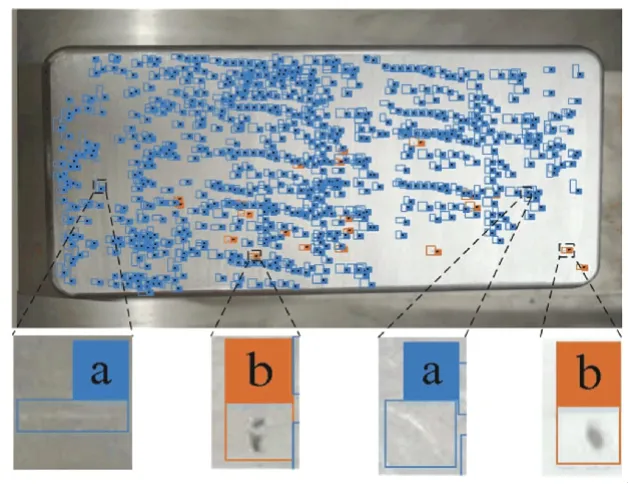
圖9 工件表面檢測效果Fig.9 Workpiece surface detection effect
3.3 實驗結(jié)果與分析
采集8 種路徑下打磨加工實驗的手機(jī)殼表面圖像的缺陷,根據(jù)單位面積內(nèi)振紋數(shù)量判斷打磨質(zhì)量。實驗中將8 種打磨路徑進(jìn)行多組的打磨實驗,經(jīng)過多次的實驗得出:對打磨件缺陷進(jìn)行識別以及評價表面質(zhì)量是否合格的總時長平均在700 ms 左右,遠(yuǎn)高于人工檢測。通過YOLOv5 模型檢測出的打磨表面缺陷數(shù)量,如圖10 所示,各路徑單位面積內(nèi)振紋數(shù)量,如圖11 所示。
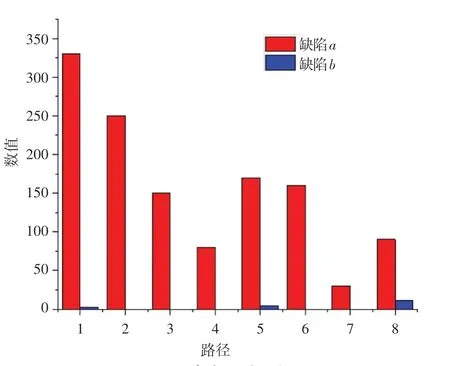
圖10 打磨表面缺陷數(shù)量Fig.10 Number of polished surface defects
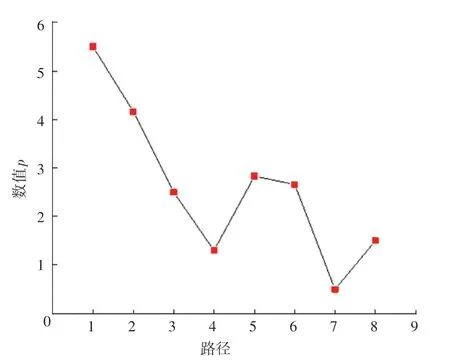
圖11 各路徑單位面積內(nèi)振紋數(shù)量Fig.11 The number of vibration lines per unit area of each path
由圖10 可得,路徑7 打磨質(zhì)量明顯優(yōu)于其他路徑打磨,單位面積內(nèi)的振紋最少,打磨質(zhì)量更好。4種軌跡a的打磨路徑:手機(jī)殼表面質(zhì)量依次7>4>8>3;4 種軌跡b打磨路徑:手機(jī)殼表面質(zhì)量依次為6>5>2>1;說明軌跡a打磨路徑比軌跡b打磨的手機(jī)殼表面質(zhì)量高,且切入點(diǎn)4 位置優(yōu)于其他3 點(diǎn)。但根據(jù)1.2 節(jié)提出的表面質(zhì)量流程評價方法,對8種加工路徑下的表面質(zhì)量進(jìn)行評價,在路徑3、5 和8 中出現(xiàn)了缺陷b,可知2 種路徑不符合加工,因此在加工最優(yōu)的切入點(diǎn)4 時不能按照路徑8 進(jìn)行打磨。預(yù)設(shè)在本實驗中單位面積內(nèi)的振紋數(shù)量m設(shè)定為2,則僅有路徑4、7 符合加工條件。實驗結(jié)果表明該方法可以有效地快速識別表面缺陷,并對加工件表面質(zhì)量是否符合要求進(jìn)行評估。
4 結(jié)束語
為提高加工件表面特征的提取能力改進(jìn)了YOLOv5 模型,引入注意力機(jī)制對特征圖不同通道進(jìn)行權(quán)衡的方法實現(xiàn)對加工件表面振紋和斑塊兩種缺陷的檢測,在檢測精度方面獲得了較大的提升。同時基于YOLOv5 模型提出了一種對打磨加工件表面質(zhì)量快速評價的方法,實驗結(jié)果表明該方法可對加工件表面缺陷進(jìn)行定量有效分析,從而判斷加工件表面質(zhì)量是否符合標(biāo)準(zhǔn)的快速評價,減少了人工測量的主觀干擾,同時使整個加工流程更加自動化。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12