考慮氣流分布的絹紡直梳梳針設計
2022-12-09 11:26:38李鴻秋陳慧鑫
紡織科技進展 2022年11期
李鴻秋,萬 宏,陳慧鑫
(金陵科技學院 機電工程學院,江蘇 南京 211169)
絹紡行業較為成熟的制綿工藝有圓梳工藝和精梳制綿工藝[1]。前者梳理質量高,但機械化程度低,生產效率低;后者生產效率高,但梳理質量卻差強人意。近年,絹紡研究成果大部分集中在梳理質量上,浙江嘉興絹紡廠[2]提出了降低前后梳理滾筒轉速、輕定量、薄綿喂入工藝;姜宏[3]提出用頭道圓梳機生產二道綿;劉紅艷等[4]提出增加第一道梳理區齒密以提高梳理區效果;Shanshan He提出了一種利用流體仿真技術檢測梳理區氣流強度大小的方法[5]等。借鑒長麻紡工藝流程,參考圓梳的“圓型錫林-夾綿板-圓型滾筒”[6]的梳理模式,考慮到提高梳理效果最明顯直接的方式就是增加梳理面[7],設計了一種適用于絹紡自動化系統的“平面針簾-副夾板-平面針簾”梳理模式,參考圓梳參數,對絹紡直梳梳理區梳針和梳簾主要參數進行初步選擇和計算,進而建立了梳簾-梳針-空氣模型,利用流體仿真軟件對梳理區不同速度運轉下的氣流工況進行分析,提出可以通過調整針簾速度來避免氣流紊亂,通過與外界貫通避免氣壓偏低,從而提高梳綿質量和效率。
1 新型直梳梳理機構設計
設計采用“平面針簾-副夾板-平面針簾”梳理模式,共有A、B、C、D 4個雙側針簾,其中A、B為中低速梳簾,C、D為較高速梳簾(圖1)。原材料到達直梳梳理區后,利用副夾板對綿進行握持梳理,綿的兩側為針簾,針簾上搭載角度針,針簾做回轉運動,副夾板夾取綿往下進給,角度針對綿進行精細的雙梳理面梳理。進給完畢后,針簾在軌道的作用下向兩側分開并停止回轉運動,防止在副夾板往上撤離時對綿產生損傷。副夾板下降進給值、梳針密度、針簾回轉速度都采用循序增大的設計理念,使針簾對綿梳理度的分布更加合理。兩針簾間的隔距通過調整針簾支座的距離加以控制,兩側針簾間的隔距幾乎可以縮小到0(圖2),使得兩側梳針可以充滿梳理區,從而消除梳理死區。

圖1 新型直梳梳理機構

圖2 針簾隔距
2 絹紡直梳梳理區梳簾和梳針參數
2.1 梳針作用數的確定和分配
各副夾板中綿的梳理程度,在理論上可以用針尖對于綿上一個點的打擊頻率即單位重量的纖維受到梳針針尖的作用數的值——梳針作用數[8]N表示:

式中:D表示梳理裝置的針尖密度,根/c m2;B表示副夾板寬度,c m;T表示副夾板中的綿被梳理的時間,min;v表示梳理裝置相對于副夾板運輸綿的速度,c m/min;G表示被梳理的纖維質量,g。
參考CZ161 A型圓型梳棉機,利用中低速梳簾A、B搭載22號角度針,梳針作用數總和取17 691。考慮到蠶絲價格更高,梳理難度更大,將A針簾與B針簾梳針作用數的比值設定為3∶10,取A針簾梳針作用數為4 082,B針簾梳針作用數為13 609。較高速C、D針簾搭載23號角度針,梳針作用數總和取99 476,C、D針簾梳針作用數比設定為1.3∶2.09,取C針簾梳針作用數為38 056,D針簾梳針作用數為61 420。并設定副夾板下降速度與錫林工作表面的切向速度相等,為1 050 mm/min。
2.2 梳針密度選擇
梳針密度的配置從一個梳理區到下一個梳理區逐漸增加,以降低對纖維的損傷[9]。A針簾梳針密度取一個較為保守的值1.5根/c m2,B針簾梳針密度定為3根/c m2,這樣既可以滿足梳理度的要求,也可以減少對纖維的損傷。進入C和D針簾梳理后,此處綿層較薄,雜質、綿結的數量也較少,使用密度值較大的針布,增加梳理效果,因此,C針簾梳針選擇3.2根/c m2針布,D針簾則選取3.6根/c m2針布。
2.3 針簾與副夾板組成工作區長度設定
A針簾、B針簾梳理時,采取先梳直線度較好、打結數較少的末端。參考CZ161 A型圓型梳棉機,將A針簾副夾板下降的進給量設定為12.18 c m,B針簾副夾板下降的進給量設定為17.43 c m,C、D針簾則均設定為25.7 c m。
2.4 低中速A、B針簾和較高速C、D針簾梳理速度的初步確定
由副夾板進給速度1 050 mm/min,得到運行時間,并代入式(1),得vA=3 665 mm/s。考慮到梳綿損失,并對梳綿損失按照梳理作用數進行再次分配,計算得到針簾B的梳理速度,vB=4 129 mm/s,同理可以得到vC=6 507 mm/s,vD=8 730.1 mm/s。
綜上,A、B、C、D針簾和梳針的參數見表1。

表1 針簾和梳針參數
3 梳理區氣流工況分析
3.1 梳理區三維模型
利用Solid works建立梳簾-梳針模型。以B針簾為例,梳針高8 mm,加上底部的彈性針布,總高為9.5 mm,每列梳針之間的距離為3 mm,每行梳針的間距為3 mm。針簾與針簾之間的隔距近似為0 mm,每個針簾大小簡化為9 mm×22.5 mm×9.5 mm,每行3個梳針,共設置8行(圖3)。針布材料由8層膠布膠合而成,針布材料并不影響氣流工況,為簡化模型,針布和梳針統一設定為45號鋼。將結構模型導入流體仿真分析軟件,并設定流體區域,建立梳簾-梳針-空氣模型(圖4)。

圖3 單側針簾橫向
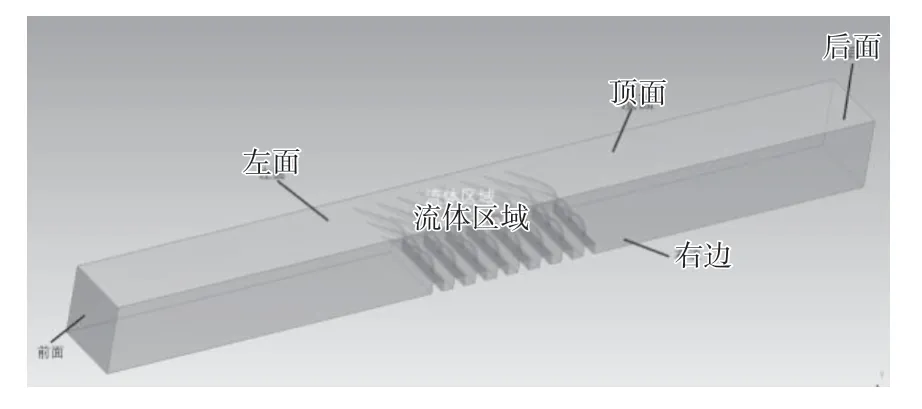
圖4 針尖匯集平面位置示意
為分析相鄰梳針之間梳理面的氣流工況,以確定空氣流動對纖維運動的影響。定義針尖匯集的平面為f1(圖5)。將兩列梳針之間的距離5等分,得到6個梳理面,分別記為A1、A2、A3、A4、A5和A6(圖6)。平面f1與梳理面A1的交線定義為f1-A1(圖7)。同樣,定義交線f1-A2、f1-A3、f1-A4、f1-A5、f1-A6。
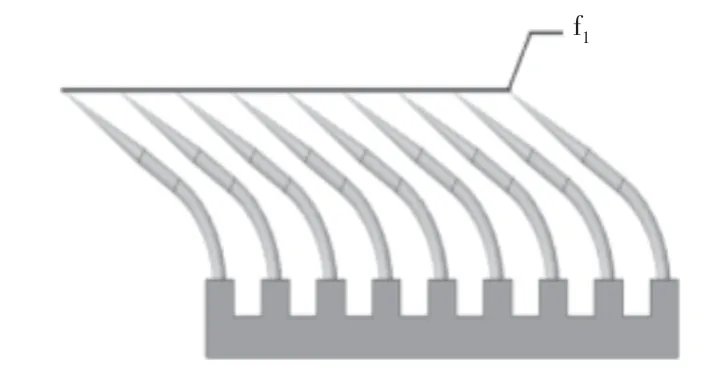
圖5 梳理面示意
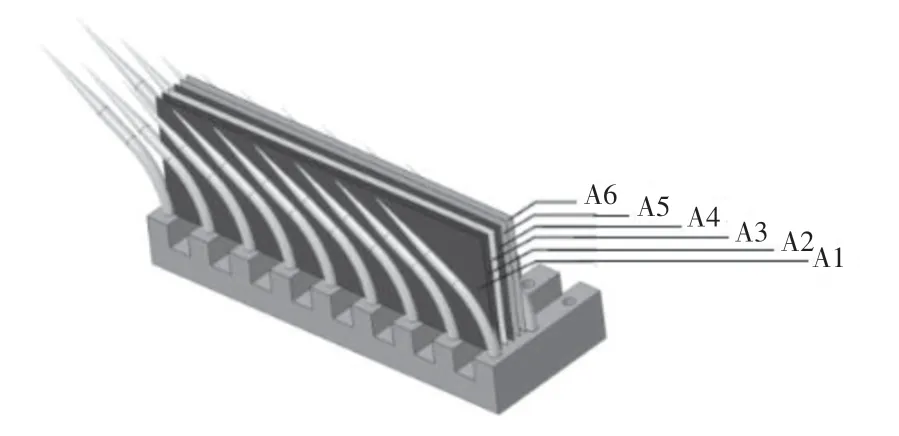
圖6 針尖匯集平面位置示意

圖7 梳簾-梳針-空氣模型
3.2 平面位置氣流工況
利用流體仿真軟件分析直梳梳理區不同速度情況下,梳針頂部以及梳針列與列之間梳理面的氣流工況。定義邊界條件,前面(左側)為氣流進口,后面(右側)為氣流出口,氣壓設置為一個標準大氣壓。左面及右面均設置為周期面,頂面設置為對稱面。分別得到針簾速度分別為3 665、4 129、6 507、8 730 mm/s時,A1、A2、A3、A4、A5和A6梳理面氣流速度云圖,如圖8所示。
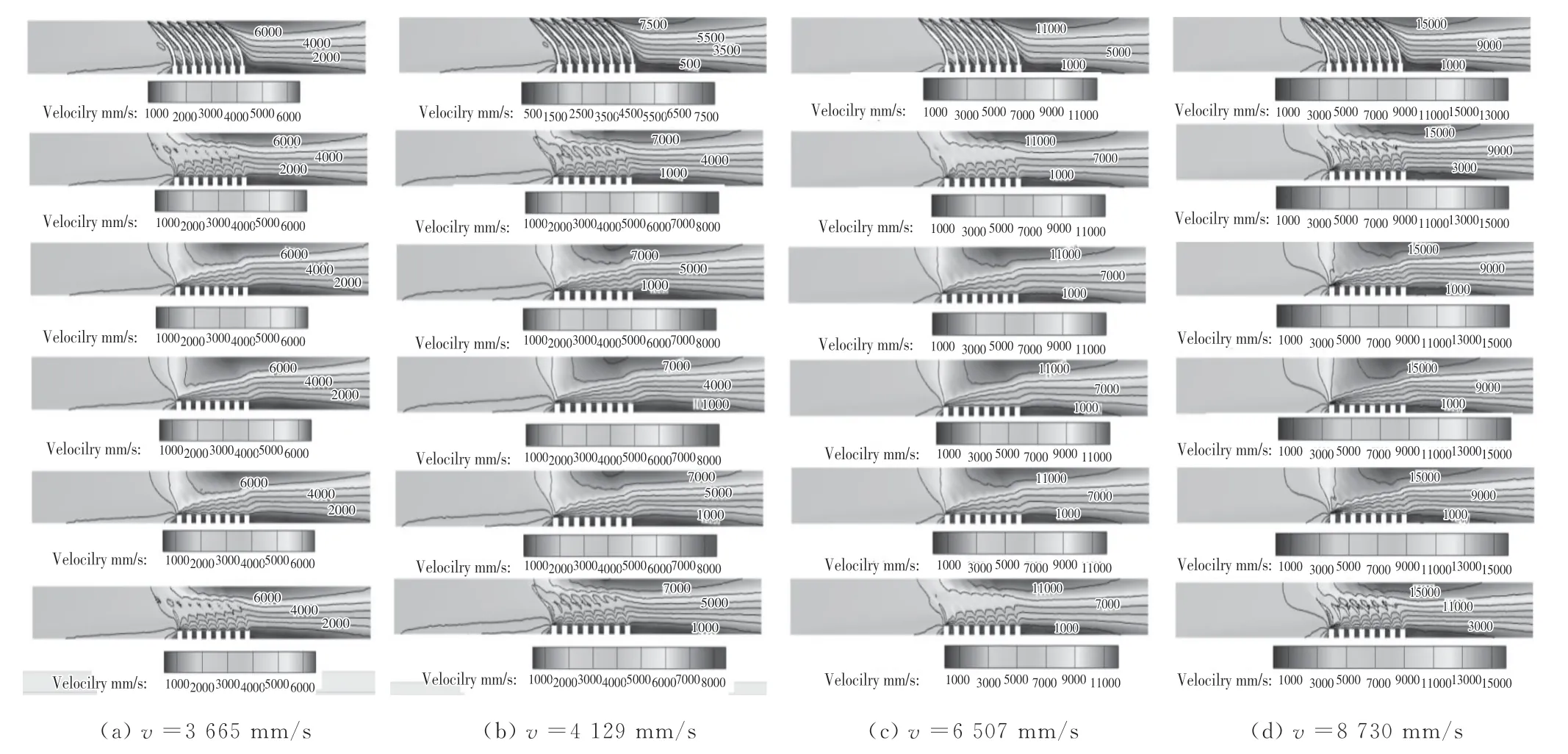
圖8 針簾速度分別為3 665、4 129、6 507、8 730 mm/s其A1、A2、A3、A4、A5、A6梳理面氣流工況
從圖8(a)看出,針簾速度為3 665 mm/s時,最高氣流速度約為7 000 mm/s,在同一梳理面,越靠近梳針頂面,氣流速度越高;處于兩列梳針中間的A3、A4、A5梳理面位置的氣流速度值較梳針位置大,各個梳理面氣流速度較低且較為穩定。從圖8(b)可以看出,當針簾速度為4 129 mm/s時,針簾速度僅增加了464 mm/s,但最高氣流速度卻增加到約9 000 mm/s。與圖8(a)不同的是,A2、A6中靠近梳針處的氣流發生了紊亂,這種紊亂的氣流可能會導致纖維發生纏繞,甚至會使纖維與梳針發生纏繞,產生無法梳理的綿結。圖8(c)中,針簾速度增加到6 507 mm/s,氣流速度最大值達到了12 000 mm/s,相較圖8(b),增加了2 000 mm/s左右,但此時A2、A6靠近梳針處的氣流趨于穩定。圖8(d)中,針簾速度為8 730 mm/s,比圖8(c)增加了2 223 mm/s,氣流速度最大值達到16 000 mm/s。靠近梳針的A2、A6面位置氣流與圖8(b)一樣,產生了紊亂,而且此時紊亂的氣流速度值較大,約為12 000 mm/s,會對纖維的梳理產生更加嚴重的影響。
此外,單一工況圖中,兩列梳針之間的氣流情況基本對稱,氣流呈現整體穩定狀態。在針尖平面與梳理面交線位置,右側氣流速度大于左側,即入口的氣流值較出口大,在氣壓的表現上即為入口處氣壓值偏低,且隨著針簾速度的遞加,該現象更為明顯。這將導致副夾板送綿進入針簾之間時,綿會被吹向副夾板。
由仿真結果可知,針簾速度為4 129、8 730 mm/s時,梳針針體附近會發生氣流局部紊亂。因此針簾梳理速度應避免選擇這2個速度,而應選擇氣流工況整體穩定的速度,因此選擇B針簾速度為3 665 mm/s,而將D針簾速度降為6 507 mm/s。減少的梳針作用數可以通過增加D針簾梳理時間彌補。
4 結束語
鑒于現有圓梳工藝效率較低,設計了新型直梳梳理機構并探究其合理性,確定梳針作用數為關鍵量,選擇并計算直梳梳理區針簾和梳針參數,建立直梳梳理區梳簾-梳針-空氣模型,利用流體仿真技術探知其梳理區的氣流工況,發現在不同梳理速度情況下,靠近梳針處的氣流可能會發生紊亂,氣流紊亂會導致纖維發生纏繞,產生無法梳理的綿結。且隨著針簾速度的增加,入口處氣壓值出現偏低現象。提出通過選擇合適的針簾速度,并適當改變針簾梳理時間來避免產生氣流紊亂且不影響梳理效率的方案。