空調冷凝器折彎機控制系統設計及應用*
2022-12-09 09:13:34尚玉廷
科技與創新 2022年23期
尚玉廷
(廣州番禺職業技術學院,廣東 廣州 511483;珠海格力智能裝備有限公司,廣東 珠海 519000)
眾所周知,制冷技術的心臟是“一機”加“二器”,“一機”即制冷壓縮機,“二器”即冷凝器、蒸發器,通稱熱交換器[1]。空調冷凝器折彎機是兩器成型加工關鍵裝備,主要用于空調兩器中的冷凝器及蒸發器的整體折彎,將空調室外機冷凝器折彎成一定角度,呈“L或U”型,以滿足空調器整體設計及生產工藝的要求[2]。
1 折彎機結構設計
1.1 主要結構及功能
空調兩器折彎機系統主要包括機械部分和控制系統部分[3],其主要結構如圖1所示。折彎機結構部分主要由拖U機構、送料機構、平臺升降機構、折彎機構共4部分組成。
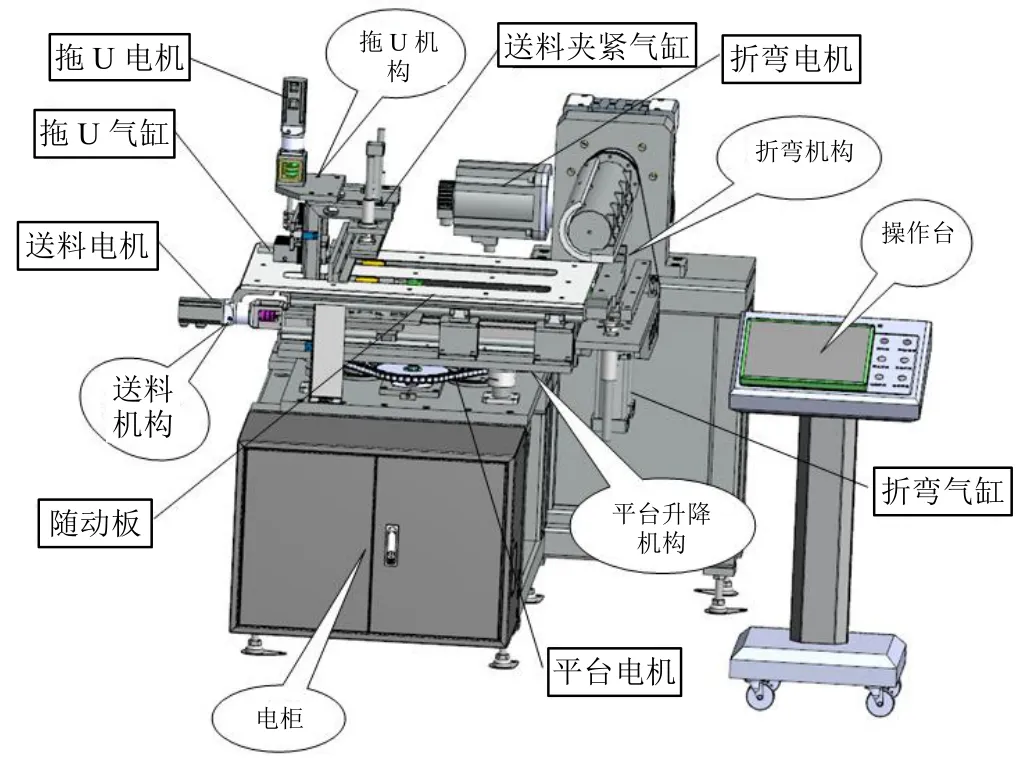
圖1 折彎機主要結構圖
1.1.1 機架部分
設備的機架是由40 mm×40 mm結構鋼構成,機架是由6個M30×150 mm的腳杯所支撐,結構平穩。
1.1.2 旋轉部分
輥筒上附加有滾花,可增加對兩器件的摩擦力,輥筒的一端是由帶有減速機的電機提供動力[4],另一端配有軸承座支撐,可實現輥筒的轉動。在輥筒軸上安裝有可滑動的R85輥筒瓦,可實現快速換模。
1.1.3 升降部分
支撐架的兩端安裝有滑塊,兩端滑塊均安裝在足夠強度和剛度的支撐板上。支撐架的動力源是2個缸徑為100 mm行程為250 mm的氣缸,可實現支撐架的順暢升降,下夾板的表面進行了滾花,增加了表面的摩擦力,可防止兩器件的打滑。
1.1.4 定位部分
設備的定位尺寸有前定位,可由手柄搖動的前擋板定位,可由100 W電機帶動的拖U部分進行后定位,前后定位不能同時使用。
1.1.5 氣動部分
設備的外部氣源接入設備氣動系統時會經過過濾器進行水分的過濾,調壓閥對氣體的壓力進行調整,氣罐對接入氣體進行穩壓并通過壓力泵進行增壓,然后再分別進入氣缸中,帶動設備運動[5]。
1.1.6 電氣部分
電氣部分主要是由三菱FX5U系列PLC、威綸通觸摸屏及伺服驅動器等組成,可以通過觸摸屏調整和監控控制參數,從而保證折彎機的正常穩定運行。
1.2 折彎機控制系統設計要求
1.2.1 工作模式
需要設計手動、自動2種模式,并且2種模式可以自由切換。手動模式實現對伺服電機的點動、手動、回零并對各氣缸單獨控制,自動模式實現折彎機全自動穩定運行[6]。
1.2.2 參數設置和狀態監控
系統能夠根據產品要求設置相對應的參數,能夠顯示各執行機構的工作狀態,具有自動化程度高、操作方便、只需一次操作便可完成工件成型的特點;而且具備參數記憶及設置功能,存放數量至少50條,界面操作簡單快捷[7]。
1.2.3 故障診斷與報警提示
控制系統能夠診斷出各執行機構在自動運行過程中是否發生故障。故障發生后設備停機、報警指示燈點亮,并且能夠在觸摸屏上顯示故障及故障產生的原因。
1.3 產品技術參數
產品技術參數如下:①產品尺寸。寬度小于等于660 mm,長度小于等于850 mm。②產品高度。單層為19.05 mm,雙層為38.1 mm,通過切換等高塊實現。③折彎層數。雙層或者單層。④折彎半徑為R85 mm或R60 mm,并可以快速切換。⑤折彎角度為0~120°,可調,角度重復精度為±1°。⑥拖U高度為0~33 mm。⑦折彎類型。U形折彎或者L形折彎。⑧折彎周期為單層大于等于12 s,雙層大于等于22 s。
2 折彎機整體設計方案
根據折彎機系統設計要求,設計制定了折彎機控制系統總體設計方案。控制系統包括2大部分,即威綸通觸摸屏界面(上位機)和下位機三菱FX5U控制系統(下位機)[8]。威綸通觸摸屏界面(上位機)將整個自動運行的過程參數、狀態在觸摸屏界面進行顯示并進行修改,通過按鈕等操作折彎機的手動和自動運行。三菱FX5U控制系統(下位機)主要完成各個伺服電機的點動、手動、回零和自動運行,氣缸的前后運動,以及系統出現故障時觸摸屏和三色燈進行報警,并顯示故障原因。
3 折彎機控制系統硬件設計
折彎機控制系統采用FX5U系列PLC作為控制中樞,威綸通MT8121iE觸摸屏作為上位機。整個控制系統硬件組成如圖2所示。上位機(觸摸屏MT8121iE)通過以太網和三菱FX5U PLC進行實時通信并向PLC發出數據,同時獲取設備各個運動機構的運行狀態信息。通過脈沖+方向控制向5個伺服驅動器發出指令,控制5個伺服電機的速度和位置,并反饋電機的位置和轉速以及報警信息。PLC通過IO控制各個氣缸的前進與后退等。系統中的各種傳感器輸入信號檢測到信號后,反饋回PLC控制系統[9]。
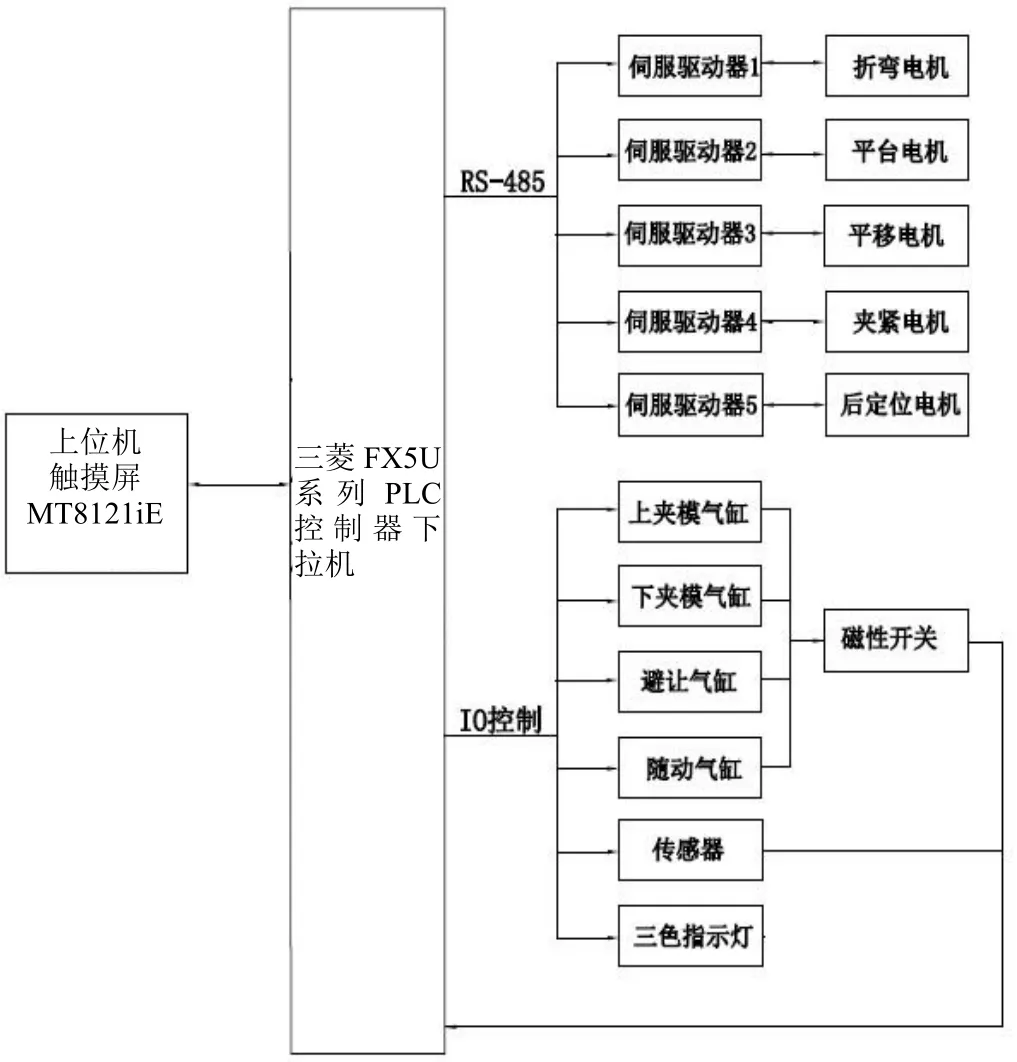
圖2 折彎機控制系統整體圖
4 折彎機控制系統軟件設計
折彎機控制系統軟件設計包括2大部分,即FX5U PLC控制軟件設計和觸摸屏(威綸通MT8121iE)軟件設計[10]。
FX5U PLC控制軟件設計主要包括采集各種傳感器信號、通過邏輯控制執行機構動作、發生故障后報警及報警處理等功能。觸摸屏(威綸通MT8121iE)軟件設計主要包括設置必要的參數、在線監控各個執行機構的運行狀態、對故障時的報警進行提示等功能[11]。
4.1 PLC控制軟件設計
本控制系統選用的是三菱FX5U系列PLC,其編程軟件是GX-WORKS3軟件,支持梯形圖、ST等編程語言。PLC軟件設計主要分為自動模式、手動模式和故障報警3大部分,整體流程圖如圖3所示。
手動控制可以實現對折彎電機、平臺電機、平移電機、夾緊電機、后定位電機及上夾模氣缸、下夾模氣缸、避讓氣缸、隨動氣缸的單獨點動和連續控制,主要是對各個執行機構進行手動測試和設備調試[12]。折彎機控制系統的核心部分是自動控制,當系統上電后,先進行初始化,然后進行系統自檢,再選擇自動模式,并確定要折彎工件的折彎次數是1彎還是2彎,按下自動啟動,即可自動運行。運行過程中可以通過觸摸屏在線修改運行參數及監控各部件實時工作狀態[13]。
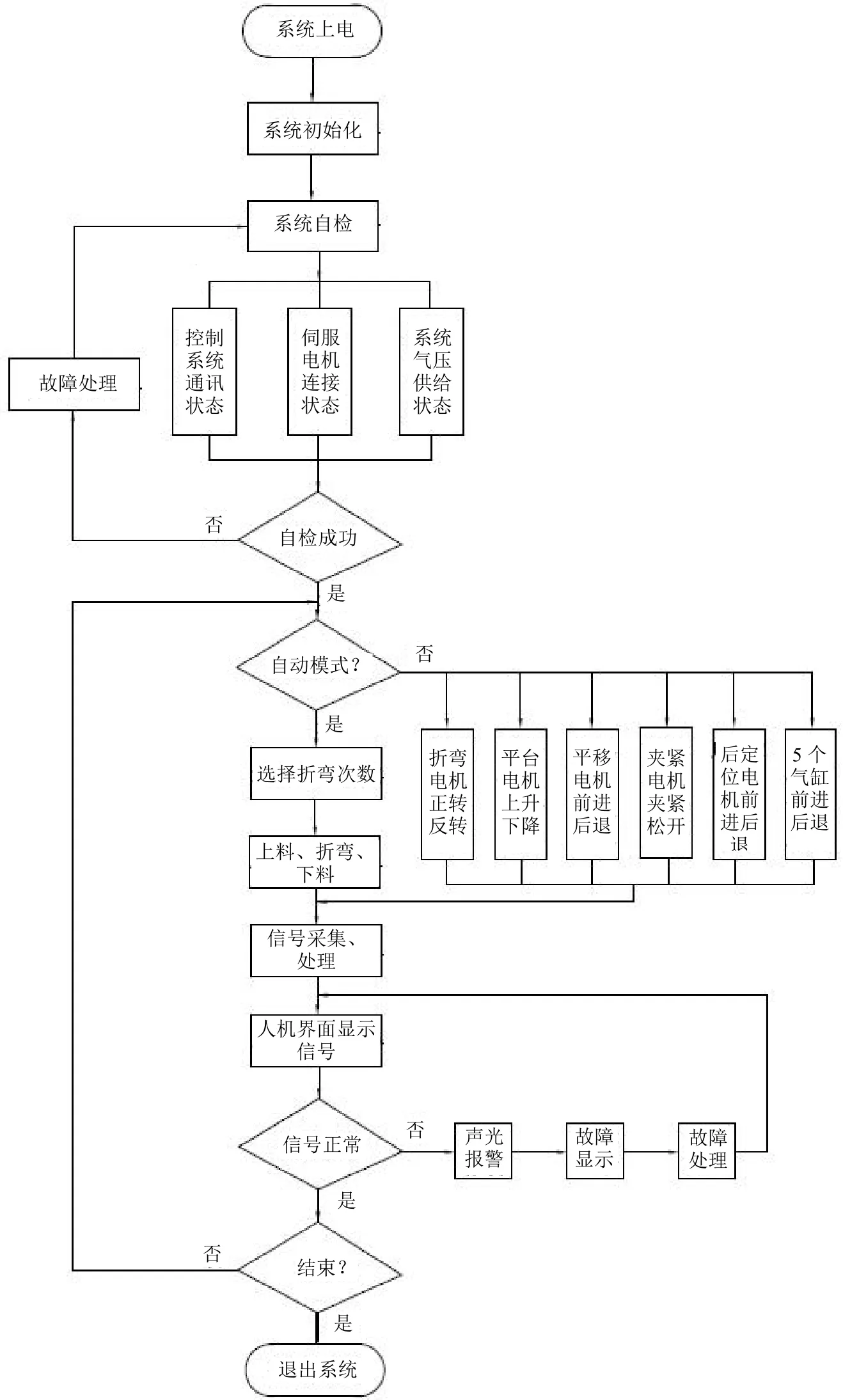
圖3 PLC控制系統控制流程圖
PLC的IO輸入輸出如圖4和圖5所示。
4.2 觸摸屏界面設計
觸摸屏作為控制系統的上位機可以顯示和輸入控制參數,并可以在線修改、監控和顯示報警詳細信息。作為折彎機控制系統的控制核心,PLC將編碼器和傳感器等采集到的控制信息進行信號處理,再將信號傳送給各個執行機構進行相對應的動作[14]。
觸摸屏采用威綸通科技公司的12寸觸摸屏,分辨率為1 024×768,集成了2個USB 2.0接口,可連接鼠標、鍵盤、Hub及USB存儲器。基于EasyBuilder Pro軟件進行編寫,采用TCP/IP(以太網)協議通過以太網實現觸摸屏和FX5U之間的數據傳輸[15]。
觸摸屏的主要界面如下:①初始畫面。包括公司名稱、設備名稱、版本號、登錄設備的密碼輸入界面及各界面的切換按鈕。②參數設置。主要對加工過程中的工藝參數進行更改設定,如圖6所示。③配方界面。主要設置產品型號、產品編號、折彎角、回轉角、送料長度、狀態等信息,如圖7所示。④手動模式界面。主要完成5個伺服界面的點動、手動、回零以及氣缸的手動控制,如圖8所示。⑤首頁即自動模式界面,如圖9所示。
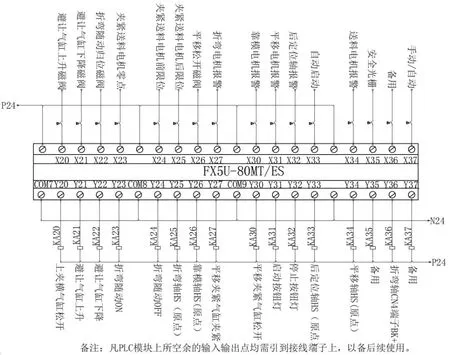
圖4 PLC控制I/O分配圖1
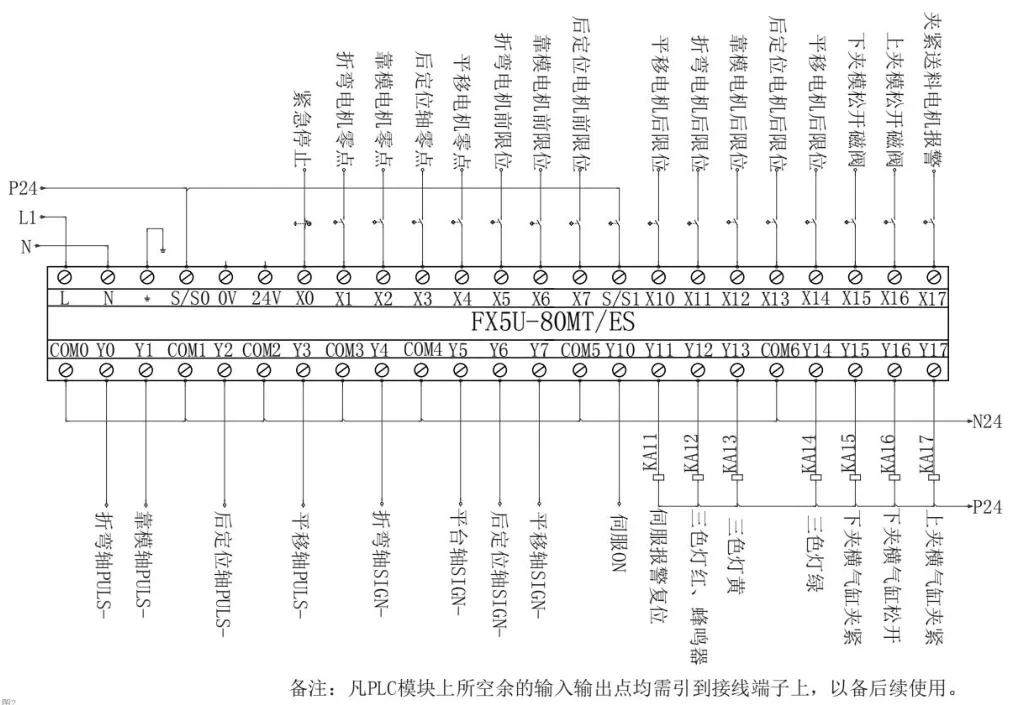
圖5 PLC控制I/O分配圖2

圖6 參數設置界面
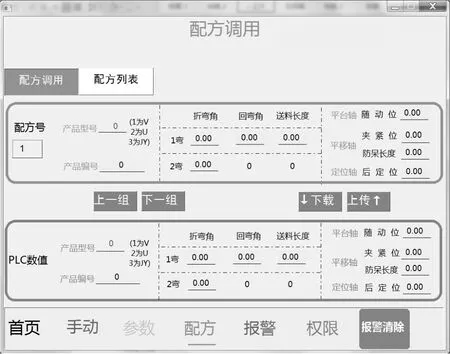
圖7 配方調用界面

圖8 手動界面
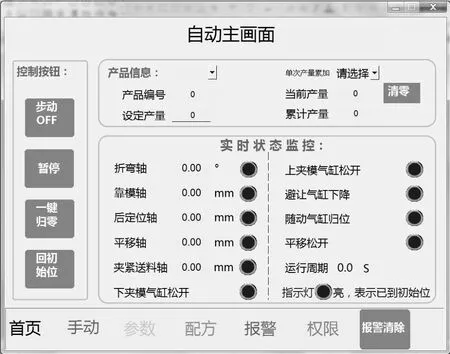
圖9 自動主界面
5 結語
折彎機作為空調兩器重要的加工設備,采用先進的伺服控制系統,實現了設備高速穩定的運行,確保了折彎兩器的加工質量和生產效率。該設備經過一年多的實際運行,結果表明系統產品質量高、設備運行穩定高效,為空調兩器的生產提供了強有力的保障。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代陜西(2020年13期)2020-08-24 08:22:02
汽車維修與保養(2019年7期)2020-01-06 03:30:42
電子制作(2018年11期)2018-08-04 03:26:08
制造技術與機床(2017年5期)2018-01-19 02:49:17
濰坊學院學報(2016年2期)2016-12-01 13:00:11
汽車維護與修理(2016年10期)2016-07-10 08:17:41
工業設計(2016年12期)2016-04-16 02:52:00
新聞傳播(2015年11期)2015-07-18 11:15:04
汽車維修與保養(2015年6期)2015-04-17 03:31:50