鋁焊接熱變形控制方法淺析
2022-12-03 06:39:14張亮陳文劉非高樹森
汽車工藝師 2022年11期
張亮,陳文,劉非,高樹森
一汽-大眾汽車有限公司 吉林長春 130011
電池殼體如圖1所示,生產工藝包含涂膠、焊接、沖鉚、擰緊及壓合等,還涉及在線測量、Smartray焊縫檢測、涂膠3D測量、樣件標定及氣密檢測等監控設備。
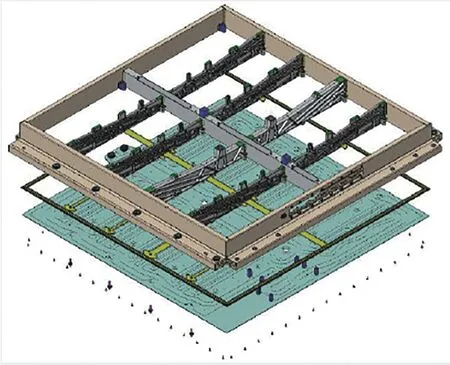
圖1 電池殼體總成
能量密度是電池性能的重要衡量指標,為了提升能量密度,電池殼體采用全鋁合金材質輕量化設計,與之匹配的是氬氣保護的鋁MIG焊接。
MIG焊工藝的特點是焊接熱量大、強度高,因此焊接過程中產品必然會發生較大的尺寸變化。而電池殼體作為動力件,尺寸精度要求非常高,例如長達2m的單件在完成焊接后尺寸變化量不能超過0.5mm。
為此,一汽-大眾公司規劃了電池殼體焊接線,以滿足產品“高強度、低變形”的質量要求。
電池殼體鋁焊接工藝規劃
電池殼體總成由13個單件62道焊縫拼接而成,如果一次焊接成形會產生大量焊接熱量導致熱變形嚴重,就需分兩步完成所有焊接,并分別在焊接完成后自然冷卻釋放焊接應力,減小尺寸變形。為了驗證焊接后的焊縫質量以及總成尺寸變化量,還規劃了Smartray及在線測量等檢測裝置及人工QRK監控點,電池殼體焊接工藝圖如圖2所示。
為了進一步優化焊接質量,在焊接線上采用了一套鋁焊接熱變形電池殼體校形裝置,來控制焊接變形量。

圖2 電池殼體焊接工藝圖
鋁焊接熱變形校形裝置
鋁焊接熱變形電池殼體校形裝置可以根據電池殼體的熱變形量大小反向調整應力大小,從而實現校形電池殼體尺寸變形的效果。
鋁焊接熱變形電池殼體校形裝置包括平臺臺架、固定機構、保壓機構。其中平臺臺架具有適應電池殼體底部外形的平臺臺面,固定機構用于將電池殼體固定在平臺臺面上,保壓機構向電池殼體施加恒定壓力。電池殼體校形裝置如圖3所示。

圖3 電池殼體校形裝置
焊接熱變形自動校形方法
在上述校形裝置的基礎上,可以進一步搭載自動控制系統,包括控制器、焊接設備、校形裝置和測量裝置,實現自動補償校形。其中焊接設備及校形裝置的測量裝置和保壓機構電氣連接至控制器,控制器接收測量裝置傳輸的變形量數據,并根據變形量數據調節焊接參數,用于控制焊接設備和保壓機構動作。
基于校形裝置,向焊接完成后的電池殼體施加恒定壓力并保壓預設時間,獲取校形完成后電池殼體的變形量數據,并根據所述變形量數據計算焊接熱量。
控制器包含輸入模塊、計算模塊和輸出控制模塊。輸入模塊接收焊接過程參數、每條焊縫的焊接加工時間、變形量數據及電池殼體冷卻時間。計算模塊根據所述焊接過程參數、加工時間、冷卻時間及變形量數據計算焊接熱量,并根據焊接熱量計算需要調整的焊接參數。輸出控制模塊用于根據計算模塊的計算結果調整焊接設備的焊接參數,并將調整后的焊接參數作為焊接過程參數控制所述焊接設備執行下一電池殼體的焊接加工過程。控制器還具有計時模塊,用于在焊接加工過程中計量每條焊縫的焊接加工時間,并在焊接加工完成后計量焊接殼體的冷卻時間。
自動控制系統完成鋁焊接熱變形電池殼體校形自動控制方法,可以概括為:向焊接完成后的電池殼體施加恒定壓力并保壓預設時間,獲取校形完成后電池殼體的尺寸變化數據,并根據尺寸變化數據計算焊接熱量。
該方法如下步驟:
(1)步驟S1 按照預設的焊接參數控制焊接設備執行電池殼體的焊接加工過程,并在對每一條焊縫焊接時觸發計時模塊計量加工時間。
(2)步驟S2 讀取并存儲焊接過程參數,所述焊接過程參數包括每一條焊縫的焊接方向、焊縫長度、零件剛度及焊縫數量。
(3)步驟S3 控制保壓機構向置于校形裝置上的電池殼體施加恒定壓力,并保壓預設的冷卻時間。
(4)步驟S4 到達預設冷卻時間后,觸發測量裝置動作,并讀取測量裝置傳輸的電池殼體尺寸變化的變形量數據。
(5)步驟S5 判斷步驟S4中的變形量數據是否超過預設誤差閾值。
(6)步驟S6 如果步驟S5的判斷結果為“是”,則調用步驟S2中存儲的焊接過程參數,并根據所述焊接過程參數、加工時間、冷卻時間及變形量數據等計算焊接熱量;如果步驟S5中的判斷結果為“否”,則返回到步驟S1執行下一電池殼體工件的焊接過程。其中,焊接熱量計算方法為:
(7)步驟S7 根據步驟S6計算的焊接熱量計算需要調整的焊接參數,并根據計算出的焊接參數調整焊接設備的焊接參數,所述焊接參數包括焊接電流。
(8)步驟S8 按照步驟S7計算的焊接參數作為設定的焊接參數返回執行步驟S1,依次循環往復。
為了更好地理解校形方法,總結如下:當第一個電池殼體完成焊接后,機器人將其自動抓取到校形裝置,校形裝置夾緊電池殼體并保壓1min,隨后讀取測量表上的尺寸值,根據尺寸結果判定是否需要調整下一個電池殼體的尺寸。如果判定后需要調整電池殼體的尺寸,則根據公式計算出下一個電池殼體的焊接電流,相應更改焊接參數。如此循環上述作業,開展下一輪校形。
例如,其中一組調整數據如下,連續3個電池殼體測量表上的數值分別為0.42mm、0.45mm和0.48mm,平均值為0.45mm,根據標準判定為變形量不穩定需要及時調整。原參數對應的變形量H1為-0.435mm,根據公式將部分焊縫電流從40A調整到38A,調整后對應的變形量H2為0.012,變化量H=H2-H1=0.447mm≈0.45mm。
實施后,下一個電池殼體測量表上的數值為0.14mm,尺寸滿足要求。因此調整焊接電流后熱變形量得到控制,電池殼體尺寸滿足技術要求。
結語
一汽-大眾公司在電池殼體鋁焊接工藝上,使用熱變形校形工裝,是生產過程質量控制上的一次全新的探索和實踐,有助于保證產品質量,增強車型產品的競爭力。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36