鋁/鋼預(yù)置Cu鍍層激光搭接焊接頭組織及力學(xué)性能
2022-12-02 09:54:56馬冬張華郝德勝
焊接 2022年9期
馬冬, 張華, 郝德勝
(南通大學(xué),江蘇 南通 226019)
0 前言
隨著現(xiàn)代制造業(yè)的高速發(fā)展,鋁/鋼異種金屬連接結(jié)構(gòu)因其具有質(zhì)量輕、強度高和耐腐蝕性強等優(yōu)點,在航空航天、汽車制造、海工船舶等領(lǐng)域具有廣闊的應(yīng)用前景。但是,鋁、鋼2種金屬材料的熱物理性能存在較大差異,焊接過程中容易生成脆性的Fe-Al金屬間化合物,導(dǎo)致鋁/鋼焊接接頭的力學(xué)性能難以滿足工程實際需要,限制了鋁/鋼異種金屬連接結(jié)構(gòu)的廣泛應(yīng)用。
目前,鋁/鋼異種金屬連接技術(shù)研究主要集中在2個方面:第一是改善焊接熱源,優(yōu)化焊接工藝,包括采用熔釬焊[1]、攪拌摩擦焊[2]、電弧焊[3]、爆炸焊[4]和激光焊[5]等焊接方法;第二是在鋁/鋼之間添加合金元素來改善熔合區(qū)的浸潤性和鋪展性,抑制脆性金屬化合物的生長。添加合金元素的方式分別有涂敷粉末、添加焊絲和增加合金薄片3種。Long等學(xué)者[6]用表面預(yù)置Si/Zn/Ni復(fù)合金屬粉末的方法,對6061鋁合金和DC04鋼進行激光搭接焊,添加復(fù)合金屬粉末的焊縫表面更加細致,表面呈波紋狀,力學(xué)性能更好。薛弘宇等學(xué)者[7]對比AlSi12釬料和AlSiNi釬料對鋁鋼焊縫的影響,發(fā)現(xiàn)添加AlSiNi的焊縫由于焊絲中Ni元素的存在,使Ni能夠與更多的Al,F(xiàn)e反應(yīng),含Ni金屬間化合物層更薄,抗拉性能也更好。Satpathy等學(xué)者[8]以銅箔作為中間層,對304不銹鋼和AA3003鋁合金進行高功率超聲點焊,發(fā)現(xiàn)焊縫的結(jié)合界面存在卷曲的界面波紋,焊縫的抗剪強度為95.9 MPa。王剛等學(xué)者[9]對比Ni箔及預(yù)置Si粉的Ni箔作為中間層對鋁鋼焊縫的影響,發(fā)現(xiàn)Si元素熔入熔池后會與部分Fe,Al元素發(fā)生冶金反應(yīng),生成Fe-Si和Al-Si二元新相,從而減少了Fe-Al脆性金屬化合物的生成。
Li等學(xué)者[10]將預(yù)置有鋁涂層的Usibor1500高強度鋼與AA6022鋁合金進行攪拌摩擦搭接焊,焊縫結(jié)合界面成形良好。
在鋁/鋼之間添加合金元素已被證實可以有效控制鋁/鋼焊縫界面Fe-Al脆性金屬間化合物的生成,但是粉末、焊絲和金屬箔3種合金元素添加方式難以精確控制合金元素對鋁/鋼焊縫質(zhì)量的影響。因此,文中以6061鋁合金和DP590雙相鋼為母材,在母材表面預(yù)置Cu鍍層后進行激光搭接焊,研究Cu鍍層對焊縫組織與接頭性能的影響。
1 試驗方法
試驗所使用的材料為0.5 mm等厚的6061鋁合金和冷軋DP590雙相鋼,6061鋁合金的化學(xué)成分見表1。DP590雙相鋼的化學(xué)成分見表2。預(yù)置Cu鍍層試驗是預(yù)先在2種母材表面電鍍Cu層,利用共聚焦顯微鏡對Cu鍍層厚度進行測量,控制Cu鍍層的平均厚度(3種規(guī)格分別為20 μm,40 μm,60 μm)。焊接試驗使用的激光參數(shù)見表3。采用鋼上鋁下的搭接方式,重合區(qū)尺寸(長×寬)為100 mm ×10 mm,激光束以90°的入射角照射在搭接中心位置,激光束與保護氣體(99.99%氬氣)送氣口角度為30°,氣體流量為25 L/min,焊接速度為100 mm/min,離焦量為0 mm。

表1 6061鋁合金的化學(xué)成分(質(zhì)量分數(shù),%)

表2 DP590雙相鋼化學(xué)成分(質(zhì)量分數(shù),%)

表3 激光參數(shù)
焊接完成后,用線切割機沿垂直于焊接方向取10 mm×10 mm×1 mm的試樣,用膠木粉對試樣進行熱鑲嵌,制成金相試樣,依次選用400號、800號、1200號、1500號及2000號的砂紙對試樣進行打磨,利用W3.5,W1.5,W0.5的金剛石拋光膏進行拋光處理,用無水乙醇清洗拋光后的金相試樣。用4%的硝酸酒精腐蝕DP590雙相鋼,用Keller溶液(1.0 mL氫氟酸+1.5 mL鹽酸+2.5 mL硝酸+95 mL超純水)腐蝕6061鋁合金。采用掃描電鏡、能譜儀觀察焊縫的界面形貌和物相;使用顯微硬度計對焊縫進行硬度測量。另外,將焊縫樣件加工成拉伸試樣,如圖1所示。使用拉伸試驗機以5 mm/min的加載速度測試焊縫的抗拉強度。
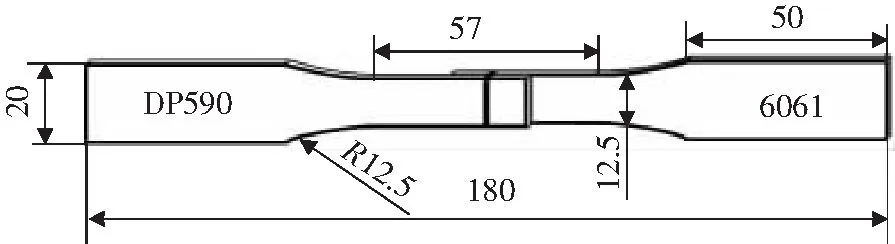
圖1 抗拉強度測試試樣
2 試驗結(jié)果與分析
2.1 Cu鍍層對焊縫質(zhì)量的影響
為了研究Cu鍍層的添加對鋁/鋼焊縫質(zhì)量的影響,在單脈沖能量為10 J,脈寬為5 ms,頻率為15 Hz的焊接工藝參數(shù)下,分別進行無鍍層和有鍍層的鋁/鋼搭接焊試驗。
圖2為鍍Cu前后的焊縫截面形貌。圖2a為無鍍層焊縫的截面,焊縫熔深僅有0.552 mm,熔寬為0.842 mm,且在鋁/鋼結(jié)合界面存在大量的“陰影區(qū)”,該區(qū)域可能存在裂紋、氣孔等缺陷,因為在鋁/鋼焊接過程中大量的Fe-Al脆性金屬化合物會聚集在熔合線附近,同時由于鋁、鋼熱物理性能和化學(xué)成分存在較大的差異,會在鋁/鋼熔合部位產(chǎn)生較大的熱應(yīng)力,熱應(yīng)力會作用在脆性金屬化合物層表面進而引發(fā)開裂。圖2b為有鍍層焊縫的截面,焊縫的深寬比大于1,熔深為0.842 mm,熔寬為0.608 mm,熔池底部呈半圓形,無“陰影區(qū)”。
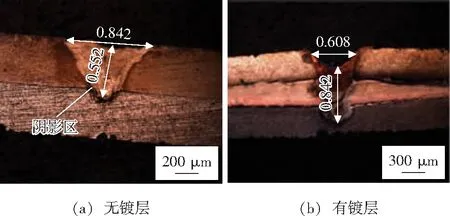
圖2 鍍銅前后的焊縫截面形貌
圖3是鍍銅前后焊縫底部形貌。無鍍層焊縫在鋁/鋼結(jié)合界面處存在大量的裂紋,裂紋橫跨熔池的底部,熔合界面較為粗糙,呈S形,起伏較大;有鍍層焊縫在鋁/鋼界面結(jié)合良好,僅存在少量的裂紋,熔合界面光滑,呈C形。分析原因可能是由于鋁原子質(zhì)量輕,在焊接過程中會上浮,Cu鍍層作為中間層,可以阻止Al原子向鋼中擴散,緩解了Fe原子、Al原子的直接反應(yīng),在一定程度上減少了Fe-Al脆性金屬化合物的生成。

圖3 鍍Cu前后的焊縫形貌
為了對比有無鍍層焊縫Fe-Al化合物的組成,分別對焊縫進行點掃描,無鍍層焊縫的掃描點位置如圖4所示,掃描結(jié)果見表4。無鍍層焊縫界面反應(yīng)組織復(fù)雜,有許多大小、成分、形態(tài)均不同的金屬間化合物交錯生長,區(qū)域1的Fe,Al的原子分數(shù)比約為1∶1,推測該區(qū)域為FeAl;區(qū)域2的Fe,Al的原子分數(shù)比約為1∶2,從Fe-Al相圖推測,該區(qū)域的相為FeAl2;區(qū)域3的Fe元素含量達到93.49%,推測該區(qū)域的相主要為α-Fe固溶體;區(qū)域4的Fe,Al的原子分數(shù)比約為4∶1,推測該區(qū)域的相主要為富Fe相;區(qū)域5的Fe,Al的原子分數(shù)比約為1∶2.5,推測該區(qū)域的相主要為Fe2Al5;區(qū)域6的Al元素含量達到98.46%,推測該區(qū)域的相主要為α-Al固溶體。
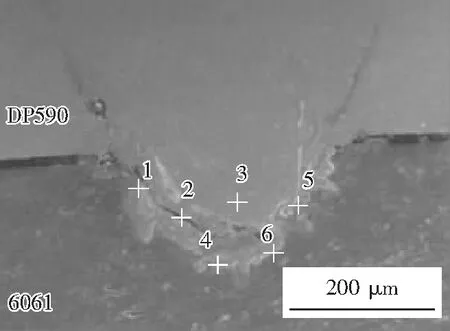
圖4 無鍍層焊縫的EDS掃描位置
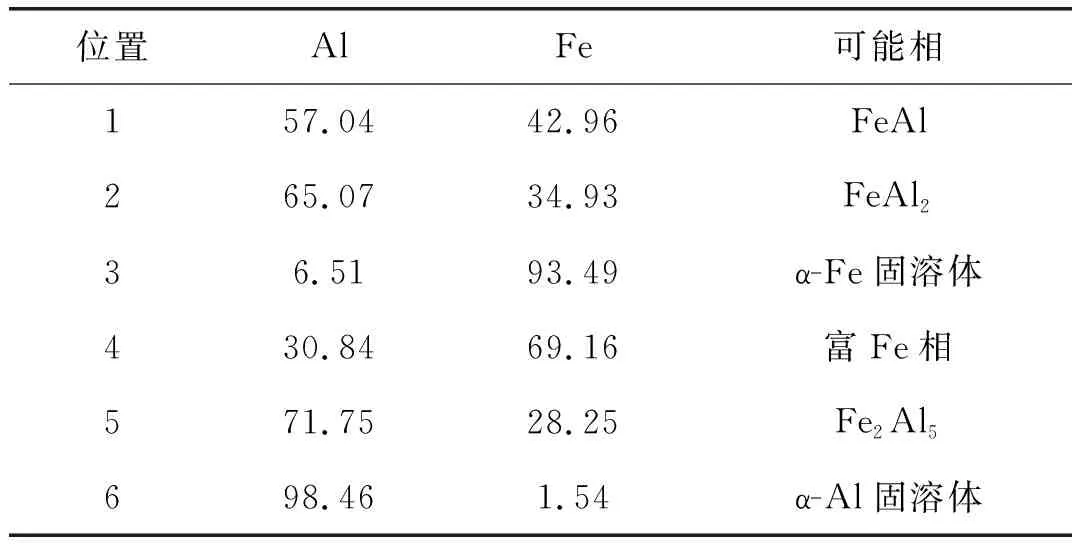
表4 無鍍層焊縫的成分(原子分數(shù),%)
有鍍層焊縫的掃描點位置如圖5所示,掃描結(jié)果見表5。區(qū)域7、區(qū)域8、區(qū)域10、區(qū)域11內(nèi)Fe,Cu與Al的原子分數(shù)比都約為3∶1,推測該區(qū)域的相主要為(Fe,Cu)3Al;區(qū)域3內(nèi)Fe,Cu與Al的原子分數(shù)比約為1∶2.5,推測該區(qū)域的相主要為(Fe,Cu)2Al5;區(qū)域12內(nèi)Fe,Cu與Al的原子分數(shù)比約為1∶3,推測該區(qū)域主要的相為(Fe,Cu)Al3。
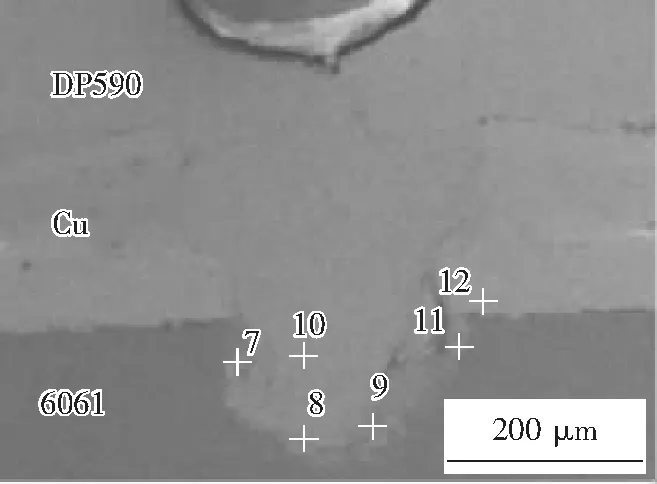
圖5 有鍍層焊縫的EDS掃描位置
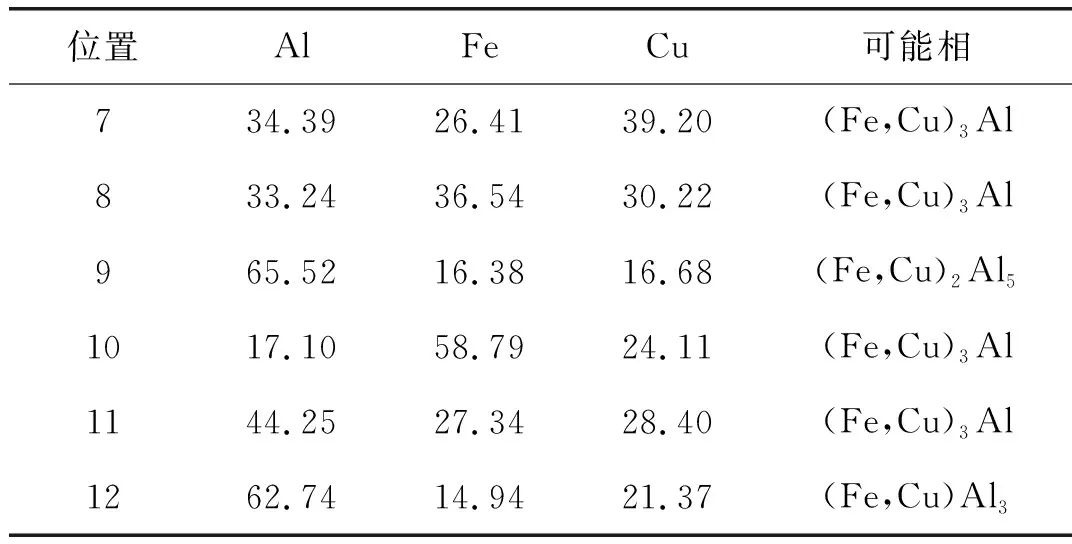
表5 有鍍層焊縫的成分(原子分數(shù),%)
對比有無鍍層焊縫的金屬化合物發(fā)現(xiàn),由于Cu原子與Al原子的親和力要強于Fe原子與Al原子,能置換Fe-Al化合物中的Fe原子,使焊縫中Fe,Al元素的流動性增強;Cu原子可以與Fe原子、Al原子反應(yīng)生成固溶體,改變原有金屬化合物的種類,起到了固溶強化的作用。
為了探究有無鍍層焊縫區(qū)顯微硬度的變化規(guī)律,以焊縫中心為原點,橫向取點,間距為0.25 mm,繪制的焊縫顯微硬度變化如圖6所示。無Cu鍍層和有Cu鍍層的鋁/鋼焊縫顯微硬度變化規(guī)律相似,均是兩邊高,中間低。主要原因是距離焊縫熔合線越遠,Al元素向鋼中擴散效果越差,減少了Fe-Al脆性金屬化合物的生成。無Cu鍍層的焊縫的平均硬度為522.2 HV,有Cu鍍層的焊縫的平均硬度為421.0 HV,與無Cu鍍層的鋁/鋼焊縫相比,有Cu鍍層的鋁/鋼焊縫的平均硬度降低了19%。主要原因是在鋁/鋼激光焊接過程中Cu鍍層的添加,增加了熔池的流動性,避免一部分Fe-Al直接反應(yīng)生成脆性相,抑制部分硬度較大的金屬化合物生成,有效降低焊縫的整體硬度。
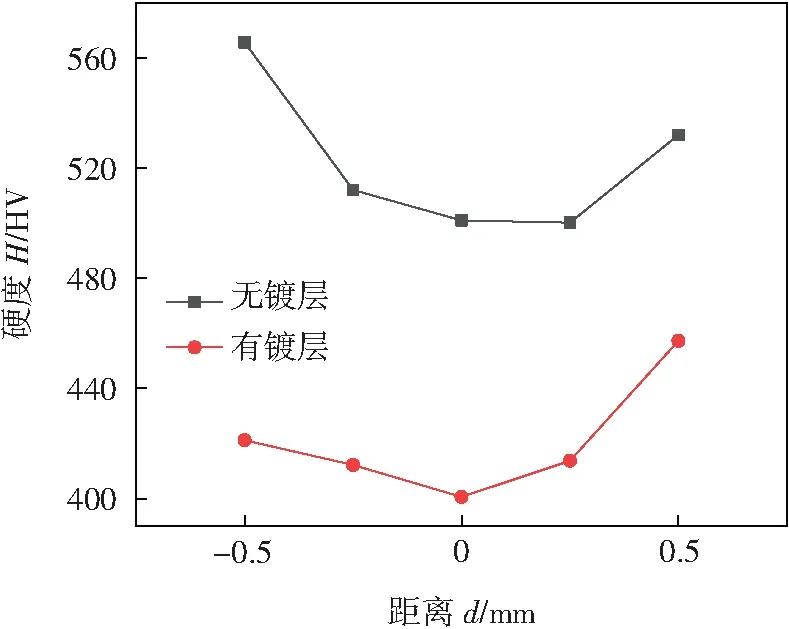
圖6 有無Cu鍍層的焊縫顯微硬度
2.2 單脈沖能量對焊縫質(zhì)量的影響
在對比分析了有無Cu鍍層研究的基礎(chǔ)上,進一步探究單脈沖能量對鋁/鋼焊縫質(zhì)量的影響。激光脈寬為5 ms,頻率為15 Hz,銅鍍層為20 μm的焊接工藝參數(shù)下,進行不同單脈沖能量的鋁/鋼激光搭接焊。圖7為不同單脈沖能量下的焊縫宏觀形貌。通過對比發(fā)現(xiàn),單脈沖能量為9 J時,焊縫由于激光能量較低,大部分的熱量用于熔化上層的DP590雙相鋼,僅有少量的熱量傳遞到下層鋁合金,因此生成的焊縫熔深僅有0.561 mm,熔寬為0.956 mm;單脈沖能量增加到10 J時,焊縫隨著單脈沖能量的增加,焊縫的熔深、熔寬分別為0.647 mm和0.996 mm,焊縫上層金屬出現(xiàn)少量的燒蝕,鋁/鋼熔合界面較為平整,焊縫內(nèi)部的“裂紋”較少;單脈沖能量增加到11 J時,焊縫由于激光能量過高,雙相鋼、Cu鍍層、鋁合金3種金屬完全熔化,焊縫完全焊穿,上層金屬出現(xiàn)大量的燒蝕,熔池被完全壓潰,焊縫的熔深達到0.772 mm,熔寬為0.790 mm。
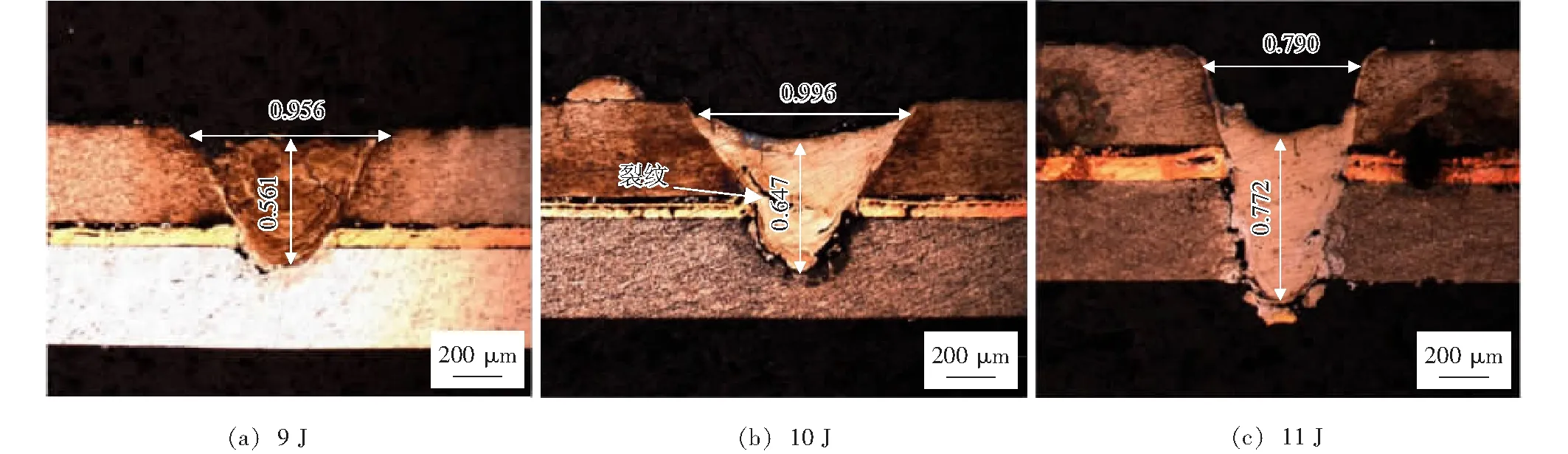
圖7 不同單脈沖能量的焊縫形貌
圖8為不同單脈沖能量的焊縫結(jié)合界面的微觀形貌。單脈沖能量為9 J時,焊縫的結(jié)合界面較為緊密,僅存在少量的裂紋;單脈沖能量增加到10 J時,焊縫結(jié)合界面形貌最好,發(fā)現(xiàn)焊縫結(jié)合界面幾乎沒有裂紋,結(jié)合界面的熔合線光滑,呈C形;單脈沖能量增加到11 J時,焊縫由于激光能量過高,鋁基板被完全熔透,焊縫被完全焊穿,在焊縫內(nèi)部和鋁鋼熔合線附近出現(xiàn)裂紋。
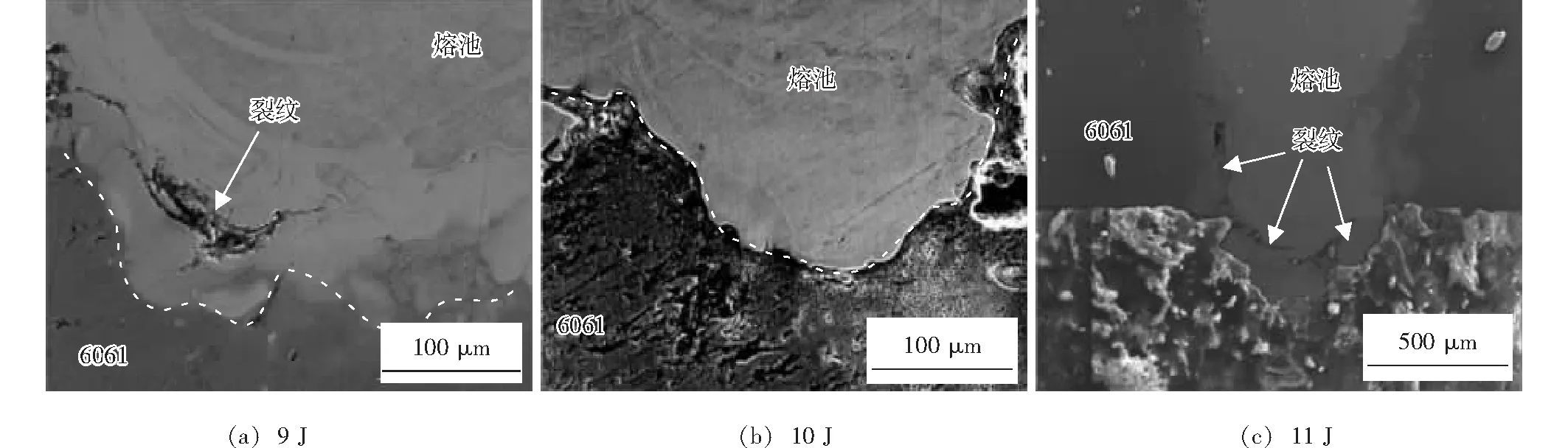
圖8 不同單脈沖能量的焊縫結(jié)合界面形貌
對比不同單脈沖能量的焊縫發(fā)現(xiàn):隨著單脈沖能量的增加,焊縫的熔池不斷加深,同時熔池的流動性增加,減少焊縫區(qū)裂紋的生成,但當(dāng)單脈沖能量過高,熔池被完全壓潰,降低了焊接接頭的質(zhì)量。
2.3 Cu鍍層厚度對焊縫質(zhì)量的影響
基于有無Cu鍍層和單脈沖能量研究的基礎(chǔ)上,進一步探究Cu鍍層厚度對焊縫質(zhì)量的影響,在單脈沖能量為10 J,脈寬為5 ms,頻率為15 Hz的焊接工藝參數(shù)下,進行不同厚度鍍層的鋁/鋼激光搭接焊。Cu鍍層厚度為20.1 μm時,焊縫EDS掃描點位置如圖9所示。具體點的原子分數(shù)見表6。焊縫區(qū)域13和區(qū)域14內(nèi)Fe,Cu和Al的原子分數(shù)比約為2∶1,推測為該區(qū)域的相(Fe,Cu)2Al;區(qū)域15的Fe原子分數(shù)達到87.06%,推測該區(qū)域的相為α-Fe固溶體;區(qū)域16內(nèi)Fe,Cu和Al的原子分數(shù)比約為1∶3,推測該區(qū)域的相為(Fe,Cu)Al3。Cu鍍層厚度增加到60 μm時,焊縫的EDS掃描點位置如圖10所示。具體點的元素分布比例結(jié)果見表7。區(qū)域17內(nèi)Fe,Cu和Al的原子分數(shù)比約為3∶1,推測該區(qū)域的相為(Fe,Cu)3Al;區(qū)域18、區(qū)域19內(nèi)Fe,Cu和Al的原子分數(shù)比約為1∶1,推測該區(qū)域的相為(Fe,Cu)Al和Al2Cu;區(qū)域20內(nèi)Fe原子分數(shù)達到78.17%,推測該區(qū)域的相為α-Fe固溶體。由于Cu鍍層厚度的增加,焊縫的金屬化合物發(fā)生了變化,焊縫主要由(Fe,Cu)Al,Al2Cu,(Fe,Cu)3Al,α-Fe固溶體組成。
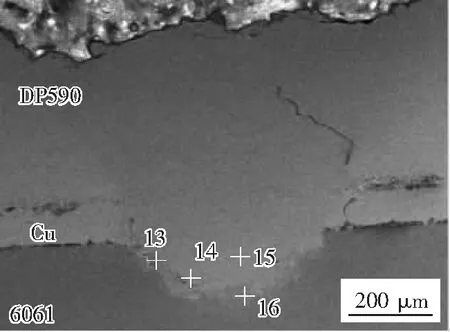
圖9 預(yù)置20 μm Cu鍍層的鋁/鋼焊縫掃描點位置
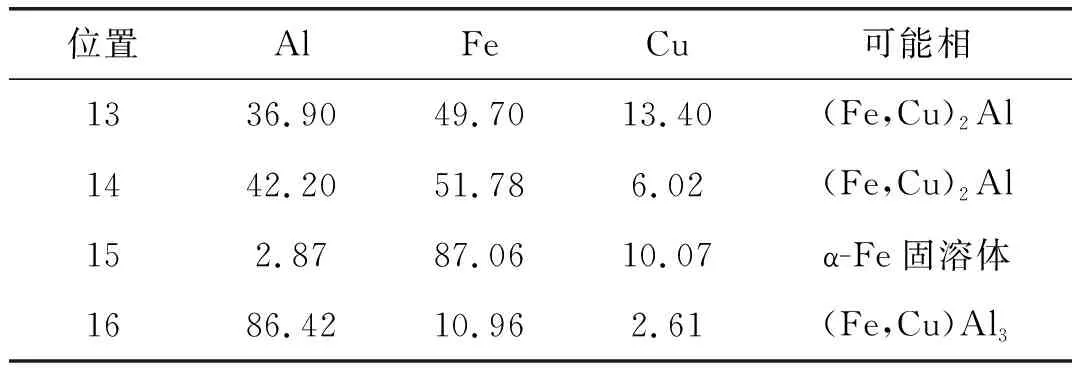
表6 預(yù)置20 μm Cu鍍層的鋁/鋼焊縫成分(原子分數(shù),%)
對比不同厚度的Cu鍍層焊縫發(fā)現(xiàn):隨著Cu鍍層厚度的增加,在焊接過程中,Cu原子與更多的Fe原子、Al原子發(fā)生化學(xué)反應(yīng),生成Cu含量較多的三元化合物,提高鋁原子向鋼中擴散的難度。
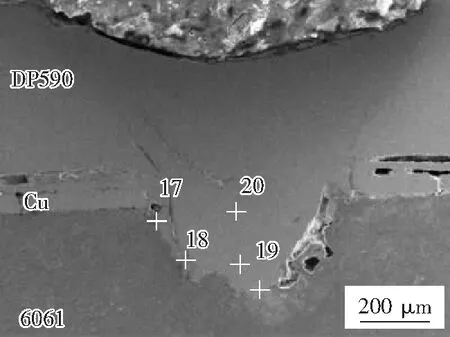
圖10 預(yù)置60 μm 銅鍍層的鋁/鋼焊縫掃描位置
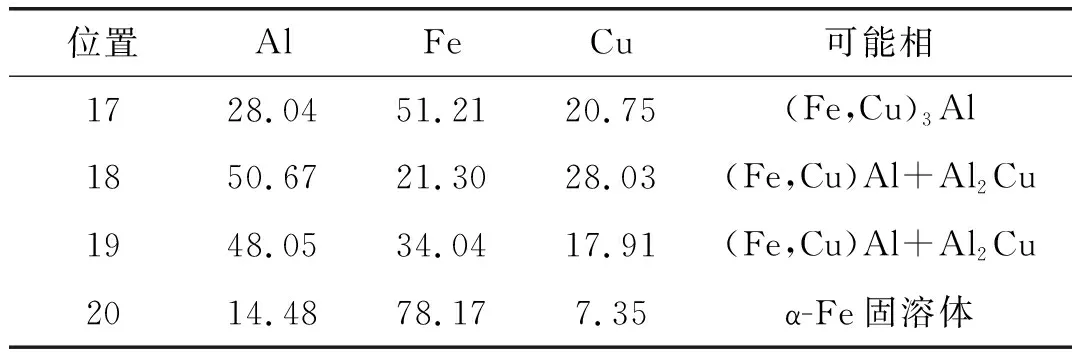
表7 預(yù)置60 μm Cu鍍層的鋁/鋼焊縫成分(原子分數(shù),%)
不同厚度的Cu鍍層的焊縫顯微硬度見表8。當(dāng)Cu鍍層為20 μm時,焊縫的平均硬度為464.4 HV,當(dāng)Cu鍍層為60 μm時,焊縫的平均硬度為456.6 HV.隨著Cu鍍層厚度的增加,Cu鍍層可以更好地隔絕Fe,Al的結(jié)合,同時熔池內(nèi)Cu含量的增多,Cu原子能夠置換Fe-Al金屬化合物中的Fe原子,減少了Fe-Al脆性金屬化合物的生成,進而降低焊縫的硬度。
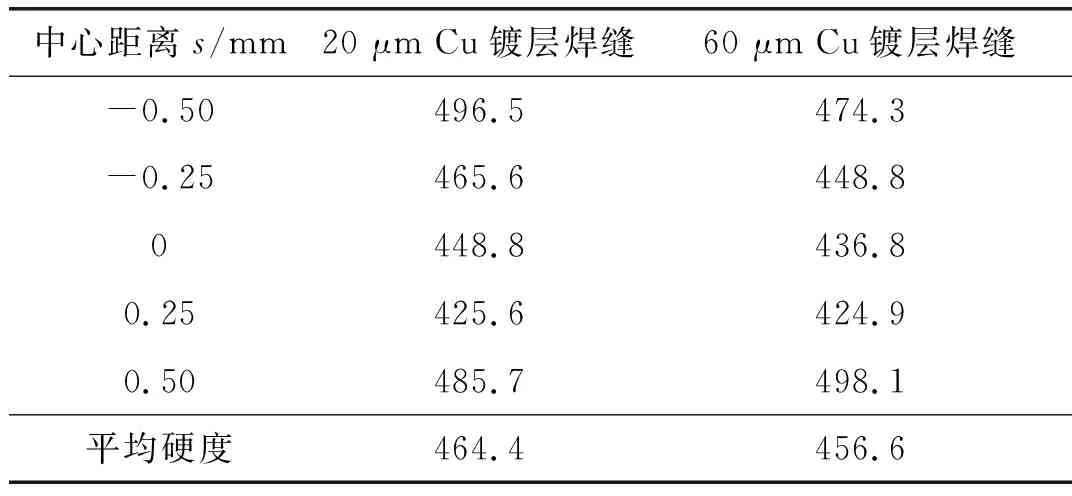
表8 不同厚度的Cu鍍層的焊縫顯微硬度 HV
2.4 正交優(yōu)化試驗結(jié)果與分析
為了獲得質(zhì)量優(yōu)良的鋁/鋼焊接接頭,選取單脈沖能量、脈寬、頻率、鍍層厚度為試驗的4個因素,進行4因素3水平正交試驗,具體參數(shù)見表9。正交試驗方案和結(jié)果見表10。優(yōu)化組試驗方案和結(jié)果見表11。由表10和表11可知,在當(dāng)前試驗因素中,影響鋁/鋼焊縫抗拉強度的水平因素主次順序依次為單脈沖能量、鍍層厚度、頻率、脈寬。鋁/鋼焊縫的最優(yōu)組合為A2B3C2D3,單脈沖能量為10 J,脈寬為6 ms,頻率為15 Hz,銅鍍層厚度為60 μm時,接頭抗拉強度可達到59.8 MPa。
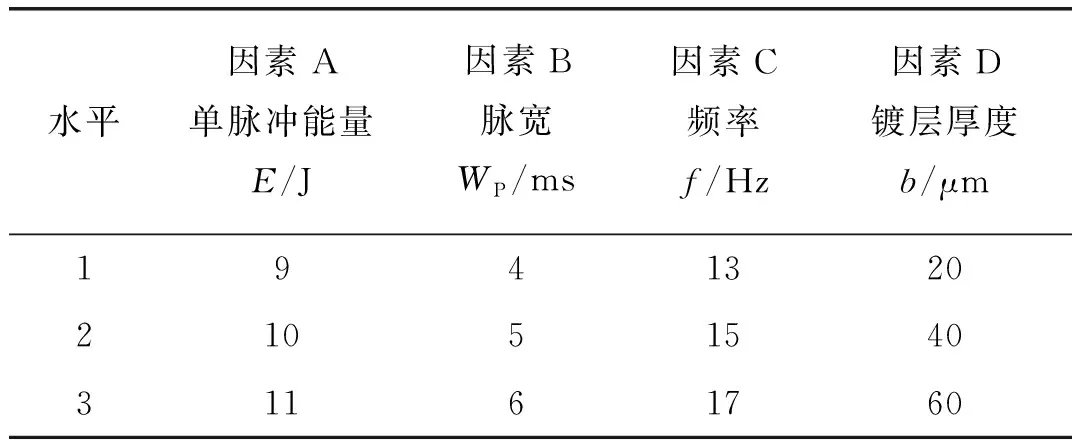
表9 正交試驗因素與水平表
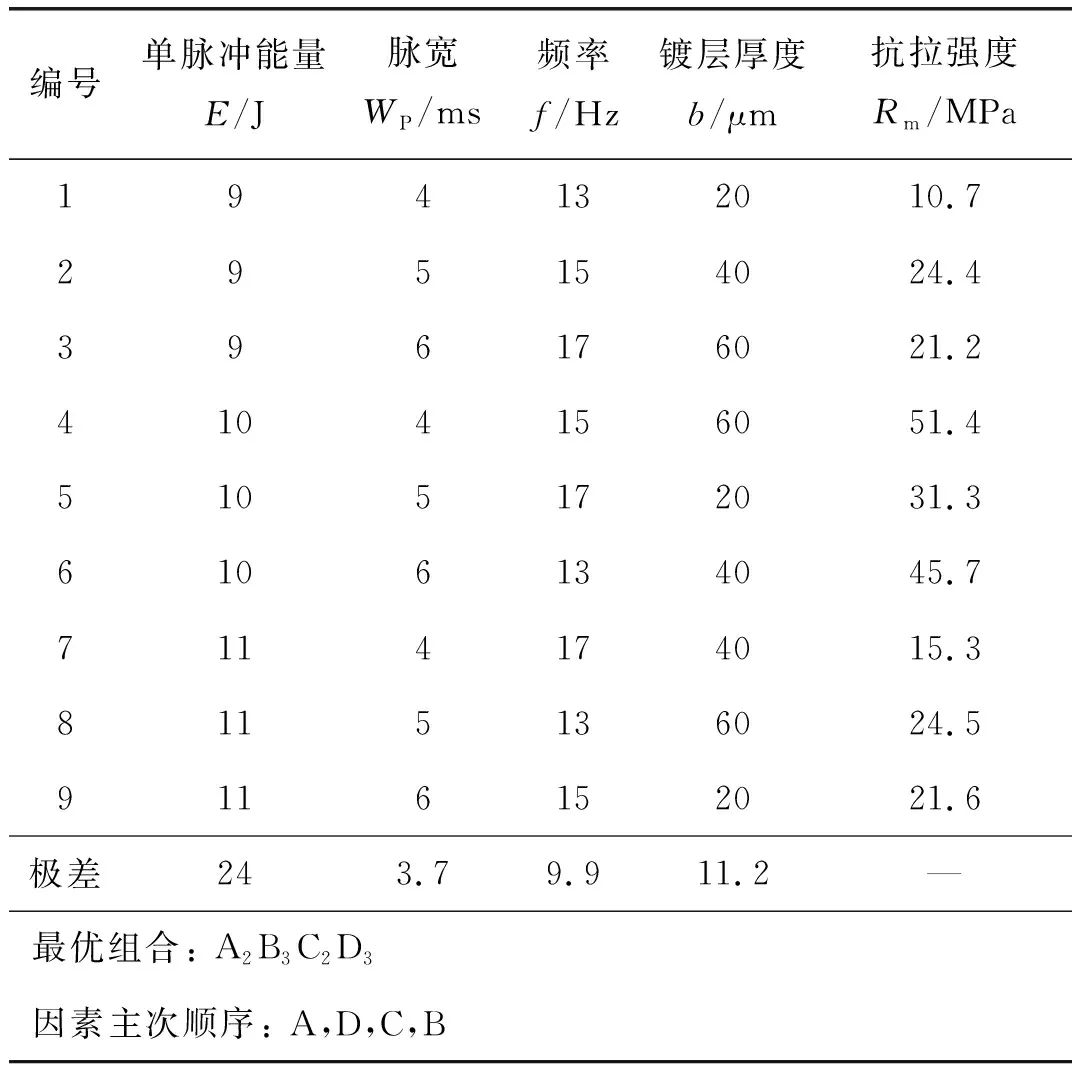
表10 正交試驗結(jié)果

表11 優(yōu)化組試驗參數(shù)及抗拉強度
3 結(jié)論
(1)鋁/鋼母材表面預(yù)置Cu鍍層,在激光焊接過程中,有利于減弱鋁/鋼的直接擴散,有效抑制了Al-Fe脆性金屬間化合物的形成,提高了焊縫的抗拉強度。
(2)隨著預(yù)置Cu鍍層厚度的增加,鋁/鋼焊縫的界面變得更為光滑。
(3)影響焊縫抗拉強度的水平因素主次順序為激光單脈沖能量、銅鍍層厚度、頻率、脈寬;0.5 mm等厚的6061鋁合金/DP590雙相鋼的預(yù)置Cu鍍層激光搭接焊接的優(yōu)化工藝參數(shù)為激光單脈沖能量10 J、脈寬6 ms、頻率為15 Hz,Cu鍍層厚度為60 μm,獲得的鋁/鋼搭接焊縫的抗拉強度為59.8 MPa。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2017年5期)2018-01-19 02:49:17
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
濰坊學(xué)院學(xué)報(2016年2期)2016-12-01 13:00:11
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
新聞傳播(2015年11期)2015-07-18 11:15:04
電測與儀表(2015年5期)2015-04-09 11:30:52