電弧弧長對激光-電弧復合焊飛濺和底部駝峰的影響
2022-12-02 09:48:32鄒德敏齊錦剛趙琳曹洋彭云田志凌朱彥潔
焊接 2022年9期
鄒德敏, 齊錦剛, 趙琳, 曹洋, 彭云, 田志凌, 朱彥潔
(1.鋼鐵研究總院,先進鋼鐵流程及材料國家重點實驗室,北京 100081;2.遼寧工業大學,遼寧 錦州 121001)
0 前言
近年來,隨著高功率光纖激光器的不斷發展,激光-電弧復合焊接技術在中厚板焊接領域的研究有了進一步進展[1-2]。然而,通過研究發現,激光-電弧復合焊接頭存在氣孔、咬邊、飛濺及底部駝峰等缺陷。其中,飛濺和底部駝峰的抑制一直是焊接缺陷研究的難點和重點。這2類缺陷不僅大幅度的降低了構件的質量可靠性,而且對生產效率造成較大影響[3-4]。因此,進一步深入研究激光-電弧復合焊飛濺和底部駝峰缺陷的產生機理,并探索相應的抑制方法具有重要的工程意義。
目前,關于激光-電弧復合焊飛濺的產生機理和抑制手段已經有一定的研究。高明等學者[5]認為從匙孔內噴射出的大量金屬蒸氣促使焊絲端部的金屬粘附在焊絲端部,阻礙熔滴的過渡,易誘發成形不良和飛濺缺陷。Zhang等學者[6]研究了活性劑對焊接過程穩定性的影響,試驗中利用高速攝像機、實時電信號采集卡等設備對焊接電弧形態、熔池動態行為和電信號波形進行在線監測。結果表明,SiO2,CaO和B2O3顯著惡化了焊接穩定性,因為此類氧化物會導致熔滴過渡模式從噴射過渡變為短路或大球狀排斥過渡。TiO2,ZnO和Fe2O3在焊接過程中發生分解和蒸發,產生的氧氣引起電弧收縮,進而提高焊接穩定性,降低飛濺產生。Pan等學者[7]和Zhang等學者[8]比較了保護氣體成分對焊接缺陷的影響。結果表明,隨著保護氣體中CO2含量的增加,焊接過程的穩定性降低,轉移模式轉變為排斥轉移,導致產生較多飛濺。提出通過優化保護氣體成分來控制過渡模式,進而減少飛濺。Atabaki等學者[9]針對12.5 mm厚的高強鋼進行了激光-電弧復合焊,并對坡口夾角和根部開口尺寸進行了調整,發現雙Y槽可以為電弧和激光的穩定性提供最佳條件,焊接飛濺程度大幅降低。
考慮到激光-電弧復合焊接方法的焊接效率及服役條件,在實際生產中往往需要使用單面焊雙面成形工藝,即在背部無襯板的前提下,一次性將試板熔透。然而,該情況下熔池具有很高的不穩定性,容易產生底部駝峰缺陷。Ilar等學者[10]和Haug等學者[11]先后采用高速攝像技術對駝峰的產生過程進行了初步觀察,指出焊縫底部駝峰和高速焊接時焊縫上表面駝峰焊道的形成有著本質的區別。國內外研究者對底部駝峰的產生機理進行了研究。有學者認為液態金屬流動的不連續,熔池下表面的液態金屬堆積是產生底部駝峰的主要原因[12-13]。也有學者認為底部駝峰的產生與底部熔池受力狀態及激光深熔的小孔行為有關[14]。基于以上原理,國內外對于激光-電弧復合焊底部駝峰的抑制手段也有了一定研究。周聰等學者[15]及丁心同等學者[16]的研究結果表明,通過調整激光功率、焊接速度、離焦量和保護氣體流量可以有效減小底部駝峰傾向。Shen等學者[17]指出加電磁場可以降低底部駝峰的產生傾向。唐國[18]建立了激光-電弧復合焊熔池流動模型,通過采用高速攝像和PIV lab工具結合的方式,研究了焊接熱源先后順序對底部駝峰產生的影響,結果表明電弧前置模式能夠抑制焊縫底部駝峰的產生。Bachmann等學者[19]在研究高功率激光焊接厚板奧氏體不銹鋼時,指出外加電磁場可以降低底部駝峰的產生傾向。此種方案通過增加根部熔池的表面張力使其不易產生駝峰,但電磁場設備搭建結構復雜,不易大規模應用。
目前,激光-電弧復合焊飛濺和底部駝峰的抑制手段較多。然而,有關調節電弧弧長抑制飛濺和底部駝峰的研究較少。在激光-電弧復合焊的眾多工藝參數中,電弧弧長是一個極易被忽視的工藝參數,電弧弧長對激光與電弧相互作用有著重要的影響。通過對激光-電弧復合焊中的電弧弧長參數進行深入研究,有望進一步提高焊接過程穩定性,改善激光-電弧復合焊接頭質量。此外,在激光電弧復合焊底部駝峰形成機理方面,目前觀點尚不統一,還需進一步深入研究。為此,針對厚度為6 mm的590 MPa級船用低合金高強鋼,開展了光纖激光-電弧復合焊工藝試驗,試驗研究了不同電弧弧長對激光-電弧焊接飛濺和底部駝峰的影響,并對飛濺和底部駝峰的形成機理及抑制方法進行了分析和探討,旨在進一步探索激光-電弧復合焊缺陷的抑制手段,提高激光-電弧復合焊工藝的研究深度,為其工業應用提供可靠的試驗依據。
1 試驗條件與方法
試驗采用的母材為590 MPa級船用低合金高強鋼板,厚度為6 mm。焊絲采用鋼鐵研究總院自研的新型實心氣體保護焊絲,直徑為1.2 mm。
試驗采用的焊接設備主要包括IPG YLS-6000光纖激光器、CLOOS Champ 450焊機、PRECITEC YW52激光焊接頭及KUKA KR60機械臂等。焊接裝置如圖1所示。采用激光引導電弧的焊接方式,激光垂直工件入射,熱源夾角為50°。激光波長為1 070 nm,離焦量為0 mm,最小光斑直徑為0.4 mm。采用流量為20 L/min的高純Ar作為焊接保護氣體。焊接工藝參數見表1。此外,試驗中還使用NAC HX-5E高速攝像機對熔池的動態行為進行實時采集,采樣頻率為5 000幅/秒。
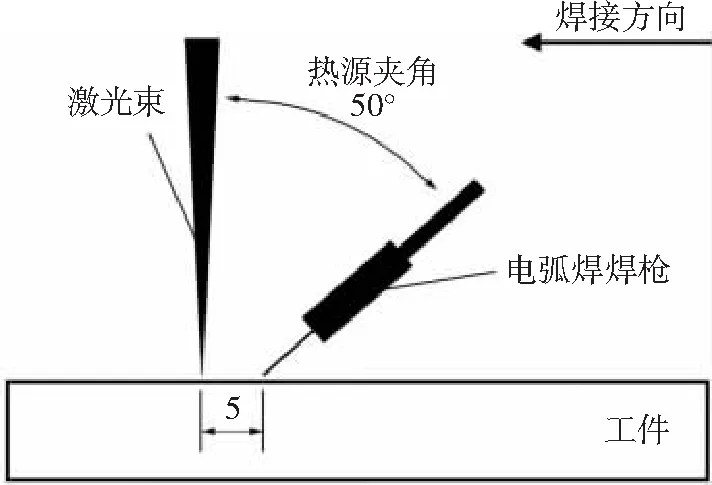
圖1 激光-MIG復合焊裝置示意圖

表1 焊接工藝參數
2 試驗結果與分析
2.1 電弧弧長對飛濺的影響
圖2為不同電弧弧長條件下激光-電弧復合焊接頭的表面形貌。弧長修正系數為0%時,表示未調節弧長;弧長修正系數為+20%時,表示增加弧長;弧長修正系數為-20%時,表示縮短弧長。通過觀察發現,弧長修正系數為+20%時,飛濺情況較為嚴重,試板表面存在較多大尺寸的顆粒狀飛濺。弧長修正系數為0%時,試板表面飛濺的尺寸減小,但飛濺顆粒的數量增加。弧長修正系數為-20%時,試板表面十分整潔,無明顯飛濺產生。

圖2 焊接試板表面情況
使用Image pro軟件對飛濺的尺寸和數量進行定量統計,并利用單位面積試板上飛濺所占的面積分數來表征飛濺的程度。隨著弧長修正系數減小,弧長縮短,飛濺的產生傾向逐漸降低,如圖3所示。弧長修正系數為+20%時,弧長較長,電弧挺直性和能量集中性很差,激光的加入對電弧造成干擾,易產生飛濺。弧長修正系數為0%時,弧長縮短,電弧挺直性和能量集中性提高,激光和電弧間的干擾作用減小,焊接穩定性提高,飛濺減少。弧長修正系數為-20%時,弧長再次縮短,此時電弧具有很強的方向性,激光對其影響較小,焊接穩定性較高,幾乎不產生飛濺。此外,弧長還影響焊縫上表面成形,當弧長修正系數為+20%和0%時,焊縫表面存在高低不平和咬邊現象,表明焊接過程中存在很高的不穩定性,熔池擾動強烈。
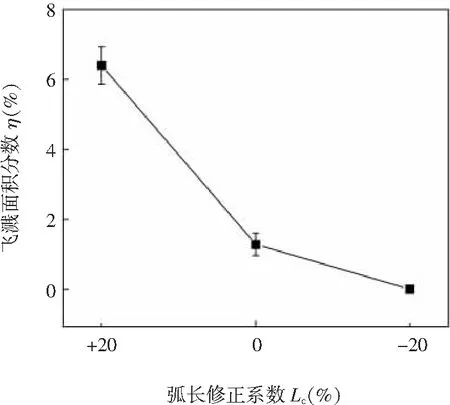
圖3 不同電弧弧長對激光-電弧復合焊飛濺的影響
為了深入研究焊接飛濺的產生機理,利用高速攝像設備對飛濺的產生及運動過程進行了采集,如圖4所示。為了便于分析,將采集到的圖片進行了水平對稱處理,即圖中的焊接方向為從左向右,焊接方式保持激光引導電弧不變。圖4a為Lc=+20%時的飛濺產生過程圖像。當t=0 ms時,焊絲尖端產生的熔滴流未及時過渡,長時間存留于焊絲尖端,熔滴流發生前后晃動具有很高的不穩定性;當t=0.6 ms時,熔滴流被甩出;在t=1.2~3.6 ms時,由于熔滴落下行程過長,熔滴無法落入熔池,而是沿焊接方向朝熔池前方運動,使得試板表面呈現出大尺寸的飛濺顆粒。由于采用的是激光前置的焊接方式時,受到向前焊接速度的影響,激光與工件作用而產生的金屬蒸氣向后相對運動,對后置電弧的熔滴過渡產生一個向上的推力,阻礙其過渡,這是熔滴流長時間在焊絲尖端存留的原因。由圖4b可見,Lc=0%時,金屬蒸氣對熔滴的作用力減小,熔滴過渡流暢,被甩出的概率較小,因此不存在大尺寸飛濺。當t=0~0.8 ms時,焊絲尖端逐漸形成熔滴。當t=1.8 ms時,熔滴還未與焊絲尖端完全分離就已與熔池接觸,發生短路。此時熔滴剛進入熔池時,熔滴能量高度聚集,使得冶金反應生成的一氧化碳類氣體瞬間得到釋放,熔滴表面破碎發生爆炸,形成顆粒細小的氣體逸出型飛濺。在此之后熔滴與熔池融為一體,當熔滴過渡即將結束時,產生較細的液橋,大電流的通過使液橋金屬迅速被加熱;當t=2.4 ms時,過大的電流和電磁力使細小液橋發生爆斷,再次產生大量細小的液滴飛濺。此為Lc=0%時小尺寸飛濺較多的原因。由圖4c可見,Lc=-20%時,熔滴過渡順暢,焊接過程較為穩定,無飛濺產生。
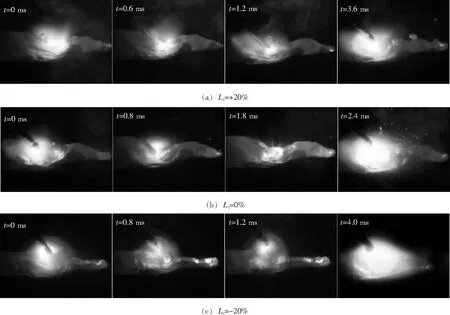
圖4 不同弧長條件下焊接飛濺的產生過程
2.2 電弧弧長對焊縫底部駝峰的影響
圖5為Lc=0%時底部駝峰的形成過程。由圖可見,激光小孔處于未熔透狀態。當激光小孔穩定時,熔池下表面的液態金屬沿著熔池下表面向后流動,凝固前沿不斷向前推移并均勻凝固,如圖5a所示;當小孔突然膨脹時,大量液態金屬沿小孔向下流動,熔池下表面向后流動的液態金屬量驟增,導致凝固前沿無法繼續向前推移,開始出現液態金屬“隆起”,由于受表面張力和重力作用,“隆起”的液態金屬不能及時回填,如圖5b所示;隨著液態金屬源源不斷的從小孔尾部產生并向熔池后部流動和堆積,“隆起”不斷長大,長大速率逐漸減小,如圖5c~圖5e所示;當小孔與“隆起”位置水平距離較遠時,“隆起”不再長大,凝固后形成底部駝峰,如圖5f所示。
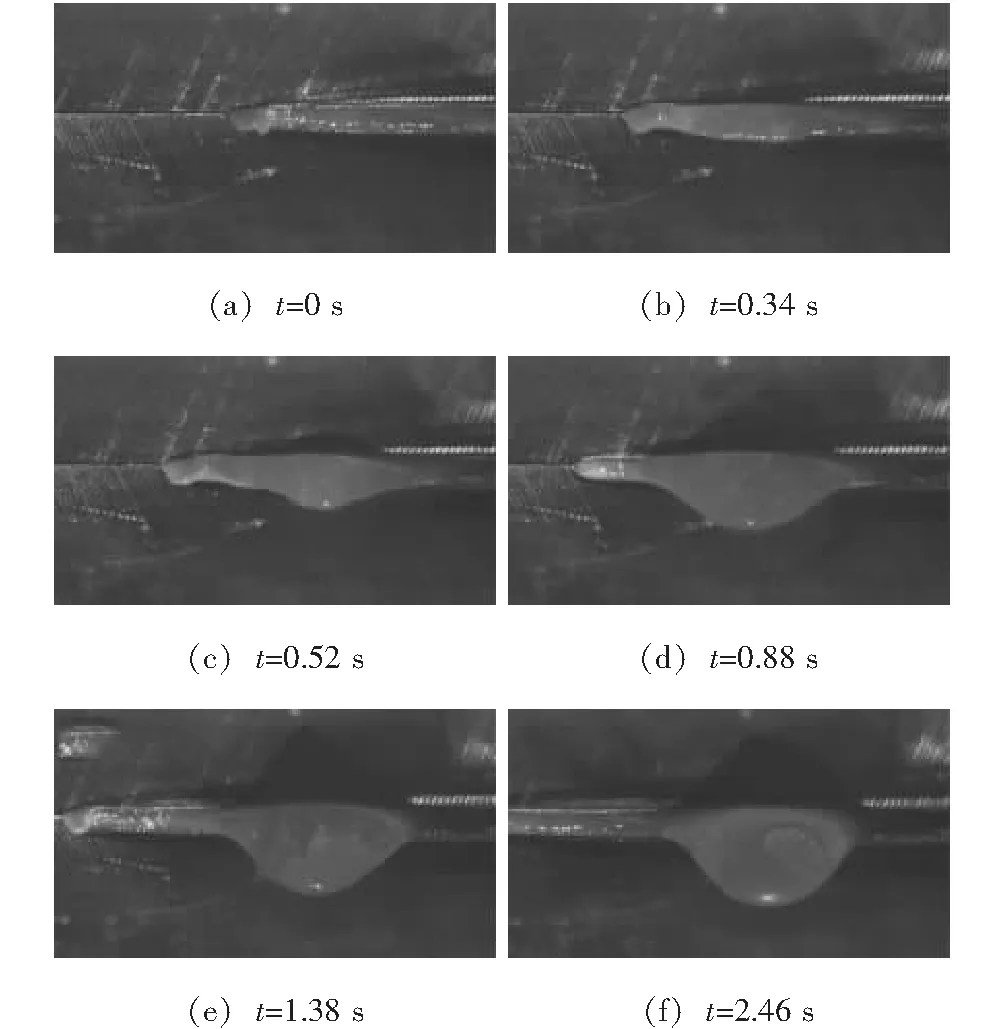
圖5 底部駝峰形成過程
圖6為不同弧長條件下的焊縫背部的宏觀形貌和高速攝像圖像。由圖6可見,當Lc=+20%時,有輕微的底部駝峰產生傾向;當Lc=0%時,焊縫背部產生周期性的底部駝峰,底部駝峰的密集程度和尺寸有較大幅度的增加;當Lc=-20%時,不產生底部駝峰。通過對不同弧長條件下底部液態熔池進行觀察發現,當Lc=+20%時,激光小孔處于未熔透狀態,液態金屬從小孔尾部產生后在重力和表面張力作用下離開熔池;當Lc=0%時,激光小孔同樣處于為未熔透狀態,液態金屬自小孔尾部產生后并未離開熔池,而是沿熔池下表面向后流動。隨著液態金屬不斷堆積,最終形成較大尺寸的底部駝峰;當Lc=-20%時,發生小孔熔透,熔池下表面液態金屬流動處于穩定連續狀態,凝固后得到均勻的焊縫表面形貌。
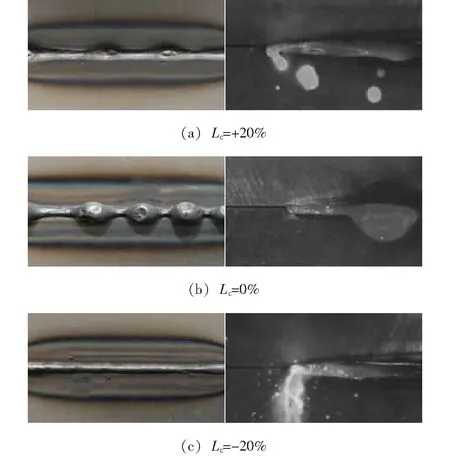
圖6 不同弧長條件下的焊縫背部的宏觀形貌(左)和高速攝像圖像(右)
圖7為不同弧長條件下的電弧形態。通過對比不同弧長條件下的電弧形態發現,當Lc=+20%時,電弧弧長較長,電弧等離子體吸收部分激光能量,導致被試板吸收的能量降低,發生小孔未熔透。前文提到,液態金屬流動的連續性與激光小孔的熔透狀態密切相關,當發生未熔透時,液態金屬流動的連續較差。不僅如此,當Lc=+20%時,小孔具有很高的不穩定性,使得液態金屬自小孔尾部產生后直接滴落,因此底部駝峰并不明顯;當Lc=0%時,電弧弧長縮短,有效降低等離子體對激光的吸收,激光能量利用效率得到提升,但是該提升不足以使小孔發生熔透,小孔仍然處于未熔透狀態。此時小孔的穩定性提高,液態金屬并未離開熔池,而是沿熔池下表面向后流動,最終形成較大尺寸的底部駝峰;當Lc=-20%時,電弧弧長再次縮短,電弧等離子體對激光的屏蔽效應進一步降低,激光能量利用率提高,使得小孔發生熔透。熔池下表面液態金屬流動的連續性大幅度增加,不發生液態金屬堆積,因此不產生底部駝峰。

圖7 不同弧長條件下的電弧形態
根據上述內容可知,底部駝峰是在激光小孔未熔透時產生的。當發生小孔未熔透時,熔池底部液態金屬流動具有很高的不連續性,易出現過量液態金屬堆積,形成底部駝峰。因此,想要從根本上解決底部駝峰問題,需要提高激光小孔的熔透性。縮短電弧弧長之所以可以抑制底部駝峰的產生,是因為這種方式在一定程度上可以增加激光能量利用率,從而提高小孔熔透性。
3 結論
(1)隨著電弧弧長縮短,激光-電弧復合焊飛濺產生傾向降低。弧長修正系數為+20%時,熔滴過渡具有很高不穩定性,主要產生大尺寸飛濺;弧長修正系數為0%時,發生熔滴爆炸和液橋爆斷,主要產生小尺寸飛濺;弧長修正系數為-20%時,焊接過程穩定,幾乎不產生飛濺。
(2)激光-電弧復合焊的底部駝峰是由激光小孔未熔透時熔池下表面液態金屬流動連續性差所引起的。
(3)適當縮短電弧弧長,可以提高激光的能量利用率,促使激光小孔發生熔透,熔池下表面液態金屬流動趨于連續和穩定,有利于抑制底部駝峰的產生。