提高IMU棱鏡安裝誤差角穩(wěn)定性的工藝方法研究
2022-11-24 07:57:26王旗勝閆勁儒
航天制造技術(shù) 2022年5期
關(guān)鍵詞:測量
閆 航 張 路 王旗勝 閆勁儒
提高IMU棱鏡安裝誤差角穩(wěn)定性的工藝方法研究
閆 航1張 路1王旗勝2閆勁儒1
(1. 西安航天精密機電研究所,西安 710100;2. 中國航天電子技術(shù)研究院,北京 100094)
棱鏡安裝誤差角穩(wěn)定性是慣性測量單元(IMU)的重要指標,關(guān)系著導彈初始發(fā)射方位精度,確保該指標滿足要求具有重要意義。本文通過對影響IMU棱鏡安裝誤差角穩(wěn)定性的裝配及測量過程分析,確定了裝配過程中影響直角棱鏡棱脊形變的相關(guān)因素;分別對螺釘緊固力矩、緊固順序、固膠面積等關(guān)鍵因素進行了量化研究,總結(jié)出一種可提高棱鏡安裝誤差角穩(wěn)定性的工藝方法。經(jīng)篩選試驗及應(yīng)用驗證,棱鏡穩(wěn)定性合格率由36.8%提高至90.4%,此方法具有一定的推廣應(yīng)用價值。
慣性測量單元;直角棱鏡;穩(wěn)定性;緊固力矩
1 引言
在導彈控制系統(tǒng)中,通常直角棱鏡安裝在慣性測量單元(IMU)上,與慣導設(shè)備固連在一起,導彈發(fā)射前,先使用自準直經(jīng)緯儀確定直角棱鏡的方位,再去除棱鏡安裝誤差角的影響并將地面光學系統(tǒng)確定的方位傳遞給慣導系統(tǒng)[1]。在傳遞過程中,直角棱鏡在慣導上的安裝誤差角穩(wěn)定性是關(guān)鍵指標,直接關(guān)系著發(fā)射體的初始方位精度,因此提高棱鏡安裝誤差角穩(wěn)定性的工藝方法研究具有重要意義。
2 棱鏡安裝誤差角穩(wěn)定性影響因素分析
分析慣組對準過程,影響棱鏡安裝誤差角α、β、γ(見圖1)穩(wěn)定性指標結(jié)果的因素主要由兩部分構(gòu)成:加表系下測量過程引入的測量誤差、棱鏡裝配過程引起的安裝誤差。
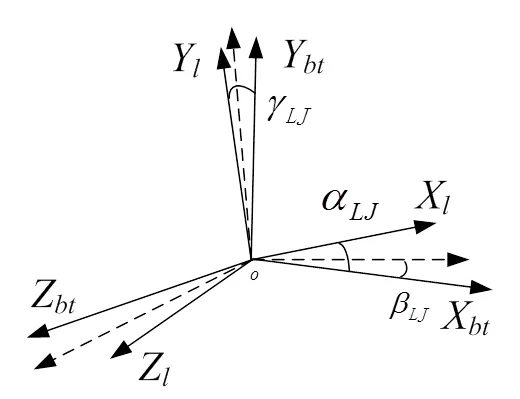
圖1 棱鏡安裝誤差角
測量誤差包括自準直儀的測量誤差、加速度計漂移引起的系統(tǒng)誤差、讀數(shù)誤差以及環(huán)境、設(shè)備因素造成的誤差等。測量誤差基本可通過設(shè)備計量、計算方法優(yōu)化、系統(tǒng)補償?shù)葴p小,這些誤差補償后均很小(小于2"),實際在考核棱鏡安裝穩(wěn)定性時可忽略。
安裝誤差主要指棱鏡安裝在棱鏡架上,裝配及粘膠過程導致棱鏡棱脊產(chǎn)生較大應(yīng)力,引起棱脊形變,當自準直儀測量棱鏡不同位置時,出現(xiàn)較大差異(棱鏡不同位置讀數(shù)差大于10")。慣組在不同次測量時,誤差角α結(jié)果變化較大,導致棱鏡安裝誤差角穩(wěn)定性指標超差。
依據(jù)直角棱鏡光學特性及自準直原理,工程應(yīng)用中方位角偏差與棱鏡俯仰角、棱脊水平度有如下關(guān)系[2~4]:
tan(1)
式(1)表明自準直儀測量的結(jié)果與棱鏡的俯仰角、棱脊水平度直接相關(guān),在俯仰角一定的情況下,若在裝配環(huán)節(jié)引起棱脊水平度出現(xiàn)不規(guī)則變形,將會直接導致測量不同棱鏡位置時,測量結(jié)果呈趨勢性變化,造成不同次測量時,棱鏡測試結(jié)果相差較大。
綜上分析,欲提高慣組棱鏡安裝誤差角的穩(wěn)定性,在棱鏡及組件裝配過程中,棱鏡應(yīng)力均衡、減少棱脊形變是關(guān)鍵因素。因此對裝配過程中導致的棱脊形變的相關(guān)因素(螺釘緊固力矩、緊固順序、膠粘應(yīng)力)進行研究,總結(jié)出一種能有效減小棱脊形變、可量化操作的工藝方法尤為必要。
3 棱鏡裝配工藝方法確定
為便于對不同裝配方法的效果進行量化比較,同時統(tǒng)一棱鏡的相對測量位置,利用膠木板設(shè)計了三種遮光板,每次測量時,通過使用不同遮光板可僅觀測到棱鏡的A、B、C某一區(qū)域,讀取對應(yīng)測量值,如圖2所示。
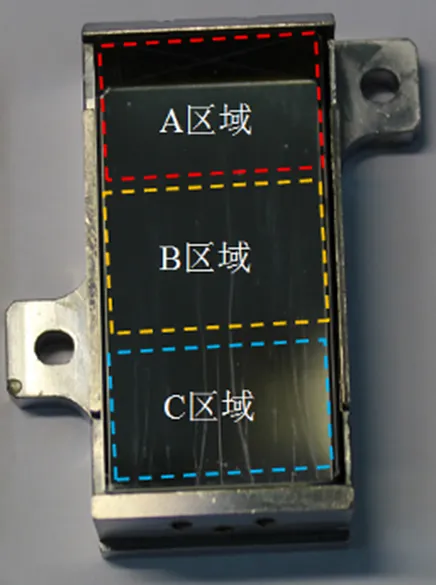
圖2 棱鏡不同區(qū)域
3.1 棱鏡在棱鏡架上緊固力矩的確定
直角棱鏡安裝在棱鏡架上時,棱鏡兩端各使用3個平端緊定螺釘M2.5×4固定(圖3)。螺釘緊固力矩過大時,會導致棱鏡棱脊產(chǎn)生微弱形變,僅測量棱鏡A、B、C三個不同區(qū)域時,α就相差20"以上;緊固力矩較小時,棱鏡又無法被可靠預固定在棱鏡架上,導致下一步的固膠操作無法進行。因此需對棱鏡緊固力矩進行試驗,確定最佳的力矩大小,選用8塊經(jīng)復驗合格的棱鏡進行對比試驗,確定了合理的力矩控制范圍,試驗結(jié)果見表1。試驗操作前應(yīng)對安裝螺釘孔及螺釘進行嚴格的試配、清理、清洗,保力矩控制有效性。
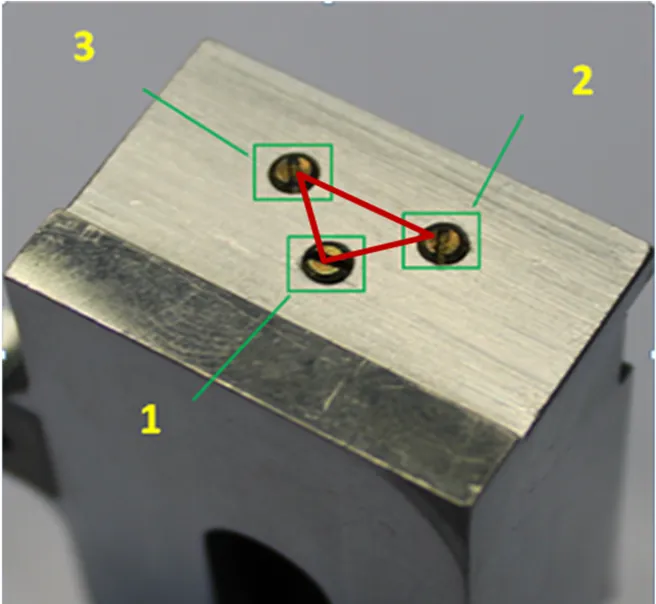
圖3 直角棱鏡截面頂點定義
表1試驗結(jié)果表明:當緊固力矩為0.015N·m與0.02N·m時,自準直儀中成像均清晰、明亮,A與C區(qū)域讀數(shù)變化量平均值不大于4.0";當緊固力矩為0.025N·m時,成像變粗,光標亮度逐漸變暗;當緊固力矩為0.03N·m時,成像已模糊、光標亮度進一步變暗,難以準確讀取真值。因此棱鏡安裝在棱鏡架上時,應(yīng)控制緊固力矩在0.15~0.02N·m。

表1 棱角安裝不同緊固力矩試驗結(jié)果
3.2 螺釘緊固順序的確定
直角棱鏡橫截面為等腰三角形,每端有三個平端緊固螺釘,為驗證三個螺釘緊固順序不同對棱脊形變及測量結(jié)果的影響,并確定最佳的緊固順序,開展了對應(yīng)試驗。選取LJ-9#、LJ-10#兩塊棱鏡分別按照順序“1-2-3”、“2-1-3”、“3-2-1”進行緊固,緊固力矩為0.02N·m。每次緊固前,棱鏡均靜置2h以上并充分釋放應(yīng)力,試驗結(jié)果見表2。

表2 棱角安裝螺釘不同緊固順序試驗結(jié)果
表2試驗結(jié)果表明:同一棱鏡在按照不同緊固順序安裝時,在緊固力矩相同的情況下,三種順序測量結(jié)果最大相差3",按照“1-2-3”緊固順序安裝時A與C變化量相對較小。
3.3 棱鏡固膠量的確定
棱鏡通過緊定螺釘預固定在棱鏡架上后,為進一步固定棱鏡,需在棱鏡兩端面與棱鏡架的間隙中灌封玻璃膠。選取LJ-1#、LJ-2#、LJ-3#棱鏡架作為試驗對象,按照緊固力矩0.02 N·m及“1-2-3”緊固順序安裝后,再分別按照棱鏡橫截面積的“1/3面積”、“2/3面積”、“3/3面積”灌膠粘固。待膠液固化后,在-10℃與60℃溫度點進行溫度循環(huán)試驗,充分釋放對棱鏡產(chǎn)生的應(yīng)力。測量結(jié)果見表3。

表3 棱角安裝不同固膠量試驗結(jié)果
表3試驗結(jié)果表明:棱鏡兩端固膠量不同,對棱鏡棱脊產(chǎn)生的應(yīng)力不同,固膠量不大于1/3區(qū)域時,溫循試驗后引起的A與C變化量較大;固膠量大于2/3區(qū)域時,A與C變化量均小于5";另外,固膠量若大于3/3區(qū)域時,易將膠液溢至棱鏡面,影響棱鏡透射率。因此在實際操作中,應(yīng)控制固膠量在2/3~3/4區(qū)域為宜,引起棱脊形變相對較小,A與C變化量較小。
3.4 棱鏡裝配工藝方法
通過對裝配過程中棱鏡安裝誤差角的影響因素分析與試驗對比,確定了棱鏡組件的裝配工藝方法,對過程關(guān)鍵工藝參數(shù)(緊固力矩、緊固順序、固膠量等)進行了量化控制。工藝方法如下:
a.準備工作:檢查并清理棱鏡架、平端緊定螺釘頭,確保鏡架、螺釘未存在毛刺、高點等影響安裝精度的因素。
b. 緊固螺釘:按照“1-2-3”順序先緊固靠近棱脊處兩端的螺釘,再緊固另外兩處螺釘,控制力矩在0.015~0.02N·m范圍內(nèi)。測量A與C變化量,結(jié)果需滿足要求,否則返工處理。
c. 灌封膠液:按照專用比例配制玻璃膠液,在直角棱鏡兩端面與棱鏡架間隙內(nèi)灌封膠液,固膠量控制在“2/3~3/4”區(qū)域。
d. 溫循試驗:待棱鏡組件膠液固化后,在-10℃與60℃溫度點各保溫3h,共進行4個循環(huán),測量A與C變化量,結(jié)果需滿足要求,否則返工處理。
4 試驗及應(yīng)用驗證
4.1 篩選試驗驗證
按照3.4節(jié)的工藝方法裝配棱鏡組件,按照慣組篩選條件對其進行隨機振動、高低溫試驗,并記錄各試驗階段的測量結(jié)果(表4)。試驗結(jié)果表明棱鏡組件進行篩選試驗前后A與C變化量基本一致,最大相差1.5",棱鏡組件按照確定的工藝方法裝配可以充分釋放棱鏡與鏡架間的裝配應(yīng)力,螺釘緊固、固膠過程對棱脊產(chǎn)生的影響微弱且穩(wěn)定。

表4 篩選試驗驗證結(jié)果
4.2 產(chǎn)品應(yīng)用驗證
將該方法在某型號52套產(chǎn)品上應(yīng)用,并對每套產(chǎn)品棱鏡安裝誤差角α、β穩(wěn)定性結(jié)果進行統(tǒng)計,得到棱鏡安裝誤差角穩(wěn)定性的包絡(luò)圖(圖4)。棱鏡α穩(wěn)定性(3)包絡(luò)范圍為0.05"~10.79",其中94.2%的產(chǎn)品小于8"。棱鏡β穩(wěn)定性(3)包絡(luò)范圍為0.42"~40.77",其中90.4%的產(chǎn)品小于25"。棱鏡穩(wěn)定性合格率由原36.8%提高至90.4%。
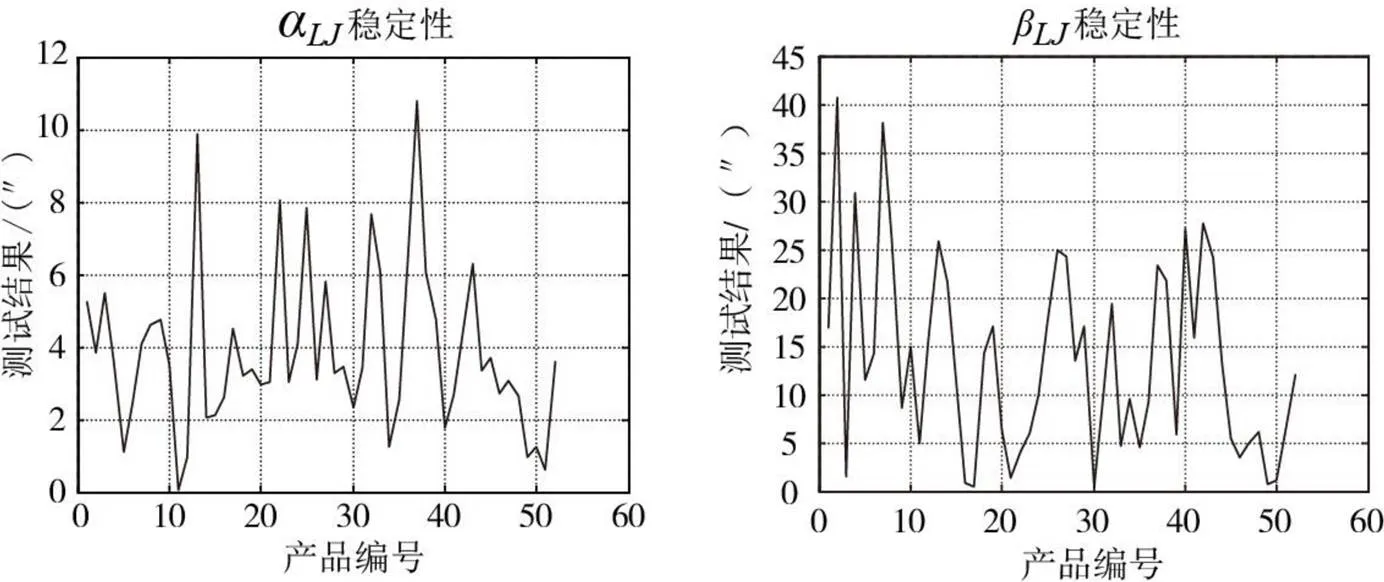
圖4 棱鏡安裝誤差角αLJ、βLJ穩(wěn)定性包絡(luò)圖
5 結(jié)束語
本文對影響棱鏡安裝誤差角穩(wěn)定性的裝配、測量計算全過程分析,確定了裝配過程中影響直角棱鏡棱脊形變的相關(guān)因素,分別對螺釘緊固力矩、緊固順序、固膠面積等因素進行了量化研究,總結(jié)出一種可提高棱鏡安裝誤差角穩(wěn)定性的工藝方法。通過試驗驗證、產(chǎn)品驗證,慣組棱鏡安裝穩(wěn)定性合格率可提高至90.4%,此方法具有一定推廣價值。
1 趙軍麗,吳易明,高立民. 直角棱鏡棱脊不平度的檢測方法[J]. 紅外與激光工程,2013,42(1):228~230
2 張俊杰,李政陽. 直角棱鏡用作自準直反光鏡的光學特性[J]. 宇航計測技術(shù),2009,29(4):18~21
3 李士賢,鄭樂年. 光學設(shè)計手冊[M]. 北京:北京理工大學出版社,1990
4 李玉忠. 物性分析儀器[M]. 北京:化學工業(yè)出版社,2005
Research on the Process Method of Improving the Prism Misalignment Stability of IMU
Yan Hang1Zhang Lu1Wang Qisheng2Yan Jinru1
(1. Xi’an Aerospace Precision Mechatronics Institute, Xi’an 710100; 2. China Academy of Aerospace Electronics Technology, Beijing 100094)
The prism misalignment stability is important indexes of IMU, which determines the azimuth accuracy of the initial launch of the missile, and it is of great significance to ensure that the indicators meet the requirements. The paper analyses the whole process of assembling and measuring the prism misalignment stability of IMU, and the relevant factors affecting the deformation of the prism ridge are analysed and quantized. The relevant factors include screw tightening torque, tightening sequence and solid adhesive area. The optimized method of prism components is summarized, and it has been proved that the method can improve the prism misalignment stability of IMU. The test results show that the pass rate ofthe prism misalignment stability of strapdown IMU increases from 36.8% to 90.4%, while this process has the value and popularization of application.

IMU;rectangular prism;stability;tightening torque
TJ05
B
閆航(1987),高級工程師,自動控制專業(yè);研究方向:捷聯(lián)慣組總裝、調(diào)測,非標自動化設(shè)備研制。
2022-09-21
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數(shù)理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
