鋼芯鋁絞線拉斷力測試試樣端頭的制備工藝
2022-11-22 10:23:00代禮斌楊章程宋晶晶鄭朝清邱仕佳史可峰
理化檢驗(物理分冊) 2022年10期
關鍵詞:工藝
代禮斌, 楊章程, 宋晶晶, 鄭朝清, 邱仕佳, 鄧 雄, 史可峰
(重慶市計量質(zhì)量檢測研究院, 重慶 401121)
鋼芯鋁絞線由鋼線和鋁線同心絞制而成,其結(jié)構(gòu)以鋼線為中心,相鄰層絞向相反,最外層絞向為“右向”[1-4],具有較高的額定拉斷力和良好的導電性能[5-7],被廣泛應用于架空輸電線路中[8]。目前,鋼芯鋁絞線執(zhí)行GB/T 1179—2017 《圓線同心絞架空導線》,該標準對導線拉斷力測試有明確規(guī)定,導線試樣的兩端應制備適當?shù)亩祟^,仲裁試驗時,應采用低熔點合金或者環(huán)氧樹脂澆鑄端頭進行測試。GB/T 8358—2014 《鋼絲繩 實際破斷拉力測試方法》中介紹了鋼絲繩實際拉斷力測試方法,包括合金澆鑄法、樹脂澆鑄法、套管壓制法、直接夾持法等,但均沒有對如何制備端頭進行明確的規(guī)定或說明。在拉斷力測試過程中,端頭的質(zhì)量將直接影響拉斷力測試能否成功,因此需要對鋼芯鋁絞線拉斷力測試試樣端頭的制作工藝進行深入研究。
GB/T 1179—2017中規(guī)定,測試期間導線的拉斷力按當絞線的一根或多根單線發(fā)生斷裂時的負載來確定。如果單線的斷裂發(fā)生在距離端頭1 cm以內(nèi),并且此時拉斷力小于規(guī)定的拉斷力要求時,可重新測試,最多可測試3次;反之,如果單線斷裂發(fā)生在距離端頭1 cm以外或距離端頭1 cm以內(nèi),且拉斷力大于規(guī)定的拉斷力要求時,拉斷力測試成功,可間接判斷端頭質(zhì)量達到要求,說明端頭制備工藝可行。筆者研究了不同模具端頭成型工藝對拉斷力測試的影響。
1 測試材料與測試方法
1.1 測試材料
試驗用的材料有鋼芯鋁絞線、舊模具(見圖1)、新模具(見圖2)、植筋膠、環(huán)氧樹脂等;鋼芯鋁絞線型號為JL/G1A 400/35,額定拉斷力為103.7 kN。新模具與舊模具的主要區(qū)別為:① 新模具縱向長度比舊模具增加一倍;② 新模具成型端頭的錐度較低;③ 新模具集模具與拉伸夾具于一體,舊模具僅用于成型;④ 新模具具有鋼線錨固裝置,舊模具無錨固裝置。

圖1 舊模具宏觀形貌

圖2 新模具宏觀形貌
1.2 測試方法
在長度為15 m的鋼芯鋁絞線兩端,分別用不同的工藝制備端頭,工藝如表1 所示;鋼芯鋁絞線端頭相應的測試編號如表2 所示。

表1 端頭制備工藝
表2 鋼芯鋁絞線端頭相應的測試編號
鋼芯鋁絞線端頭制備步驟為:① 在鋼芯鋁絞線預留長度末端進行標記,用專用捆帶捆緊;② 將鋼芯鋁絞線一端預留出制作端頭的部分鋁線、鋼線散開,放入模具,按表1的要求進行填充或錨固;③ 將制作好的端頭安裝到臥式拉力試驗機上并進行拉斷力測試,以檢驗端頭的質(zhì)量。
1#工藝采用舊模具與植筋膠成型,將鋼芯鋁絞線一端預留出端頭的部分用螺栓卡子緊固,將端頭的鋁線和鋼線散開,中心鋼線散開后反彎放入模具(見圖3),鋁線沿原絞制方向散開,將鋼線散開,鋼線超出模具的部分彎曲固置于模具內(nèi),再利用注膠槍從最低處開始,由低到高進行注膠,直到填滿模具,待膠凝固后脫模。
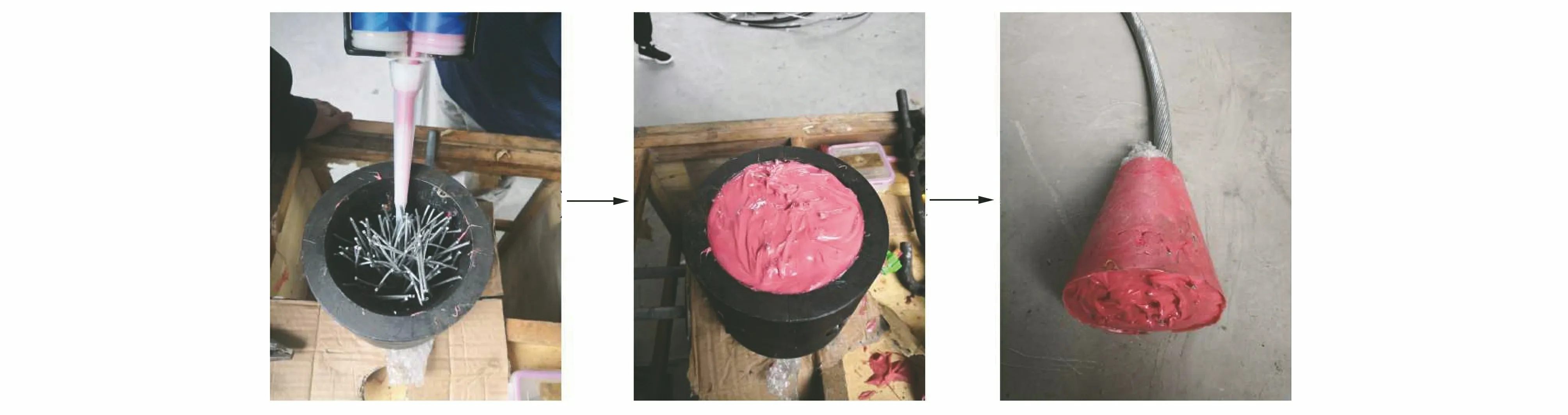
圖3 1#工藝制備端頭過程
2#工藝采用新模具與植筋膠成型,將鋼芯鋁絞線一端預留出端頭的部分用螺栓卡子緊固,將端頭的鋁線散開放入模具,鋼線不散開直接置入錨固裝置,合模后擰緊螺栓(見圖4),利用注膠槍從最低處開始,由低到高進行注膠,直到填滿模具,待膠凝固后不脫模。
3#工藝與4#工藝均采用新模具與環(huán)氧樹脂成型,3#工藝是將鋼芯鋁絞線的鋁線和鋼線均散開并放入模具,然后注入環(huán)氧樹脂;4#工藝是將鋼芯鋁絞線的鋁線散開,鋼線錨固在模具上后,合模注入環(huán)氧樹脂,待環(huán)氧樹脂凝固。3#和4#工藝制備端頭過程如圖5所示。
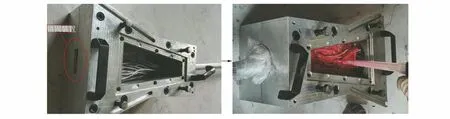
圖4 2#工藝制備端頭過程

圖5 3#和4#工藝制備端頭過程
2 測試結(jié)果與分析
圖6為測試A的過程,鋼芯鋁絞線兩端按1#工藝制作端頭,拆模后裝入試驗機夾具,調(diào)整試驗機的位置再逐步加力進行拉伸,直到鋼芯鋁絞線斷裂。由圖6可知:鋼芯鋁絞線的鋁線從夾具鉗口處斷裂(距離端頭1 cm以內(nèi))。斷裂時最大拉斷力為80.66 kN,鋼線仍嵌入在端頭內(nèi),再繼續(xù)施力進行拉伸,鋼線從端頭中滑出,鋼線未斷裂,反彎的鋼線從端頭中滑出且仍呈現(xiàn)出反彎形狀。

圖6 測試A的過程
圖7為測試B的過程,鋼芯鋁絞線的兩端分別按2#,4#工藝制作端頭,并將其安裝在試驗機上,調(diào)整試驗機位置再逐步加力,直到鋼芯鋁絞線斷裂,斷裂時的最大拉斷力為89.43 kN。從圖7可以看出,鋼芯鋁絞線斷裂于2#工藝制備端頭鉗口處(距離端頭1 cm以內(nèi))。鋁線斷裂,斷續(xù)施加拉力,鋼線從端頭中滑出,將夾具拆下后發(fā)現(xiàn),夾具中的錨具沒有將鋼芯錨緊,拉伸時鋼芯從錨具中滑出。4#工藝端頭處鋼芯鋁絞線未斷裂。
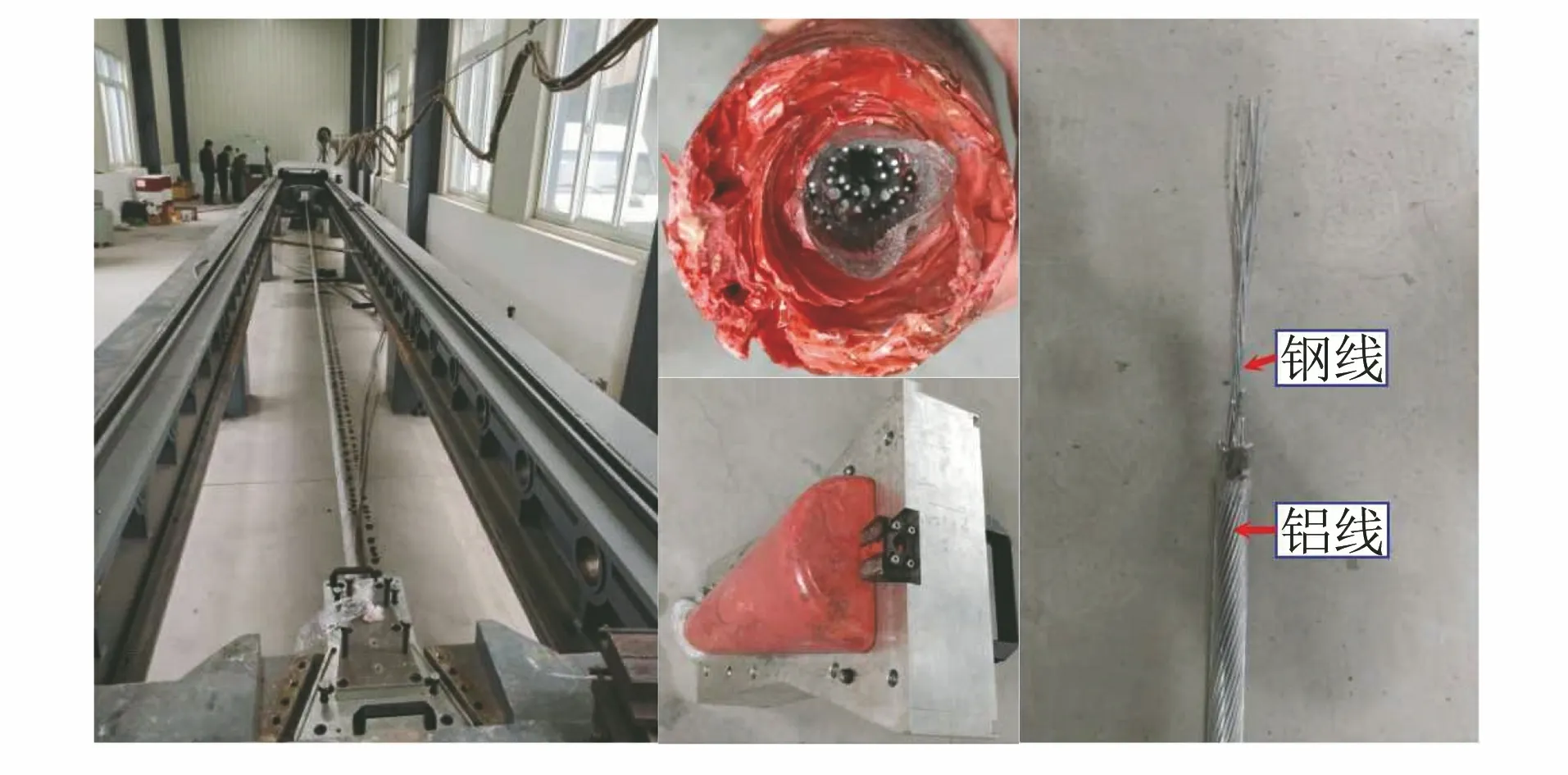
圖7 測試B的過程

圖8 測試C的過程
圖8為測試C的過程,鋼芯鋁絞線的兩端分別按3#,4#工藝制作端頭,并將其安裝在試驗機上,調(diào)整試驗機位置再逐步加力,直到鋼芯鋁絞線斷裂,斷裂時最大拉斷力為105.82 kN。從圖8中可以看出,鋼芯鋁絞線斷裂于3#工藝端頭鉗口處。鋁線斷裂,斷續(xù)施加拉力,鋼線從端頭中滑出,其中一根鋼線斷裂。4#工藝端頭處鋼芯鋁絞線未斷裂。
GB/T 1179—2017中規(guī)定:測試期間導線的拉斷力按照絞線的一根或多根單線發(fā)生斷裂時的負載來確定,如果單線的斷裂發(fā)生在距離端頭1 cm以內(nèi),并且拉斷力小于規(guī)定的拉斷力要求時,可重新測試;相反,如果斷裂發(fā)生在距離端頭1 cm以內(nèi),并且拉斷力大于規(guī)定的拉斷力要求時,測試合格。以上的理論分析與實際測試結(jié)果均表明,在絞線的拉斷力測試時,斷裂位置均為端頭處,所以端頭的質(zhì)量對絞線的拉斷力有直接影響。
對比測試A,B,C可以看出:1#,2#,3#工藝制備端頭的鋁線均斷裂在端頭處,鋼線均滑出端頭,4#工藝制備端頭的鋁線未斷裂。
對比測試A和B可以看出:舊模具較短,絞線錨入模具內(nèi)的長度短,在進行拉伸時,鋁線斷裂并從鋼線滑出,測出的最大拉斷力為80.66,89.43 kN,與絞線的規(guī)定拉斷力相差較遠,絞線拉斷力試驗結(jié)果未達到規(guī)定要求;模具中的填充材料植筋膠與環(huán)氧樹脂相比,植筋膠是雙組分膠,價格昂貴,雙組分拌合不均勻影響端頭固化,環(huán)氧樹脂流動性差影響鋼線或鋁線與植筋膠的有效接觸,最終影響鋼線或鋁線的握力;環(huán)氧樹脂流動性好,價格低,易固化成型,因此環(huán)氧樹脂具有更好的適用性和經(jīng)濟性。
測試C采用3#工藝和4#工藝,其主要區(qū)別是3#工藝未錨固鋼線,4#工藝已錨固鋼線,測試結(jié)果表明:3#工藝端頭鋁線斷裂,鋼線滑出端頭,其主要原因是鋁線與環(huán)氧樹脂的握力大于鋁線的拉斷力,鋼線與環(huán)氧樹脂的握力小于鋼線的拉斷力;當絞線兩端同時施加拉力時,鋁線和鋼線開始產(chǎn)生相同的變形,直到鋁線和鋼線開始產(chǎn)生不同的變形時,鋁線與鋼線之間產(chǎn)生相對滑移,內(nèi)部的鋼線在環(huán)氧樹脂中滑動,鋁線被錨固于環(huán)氧樹脂中,鋼線發(fā)生的變形小,鋁線發(fā)生的變形大,最終導致鋁線先發(fā)生斷裂。4#工藝制備端頭的鋼線錨固在夾具上,施加的拉力逐漸增加時,鋼線與鋁線同時變形直到3#工藝端頭斷裂,斷裂時的拉斷力為105.82 kN,大于規(guī)定拉斷力,達到規(guī)定要求,因此4#工藝是最佳的端頭制備工藝。
3 結(jié)論
通過以上測試結(jié)果可以得出:新模具制備的端頭較舊模具制備的端頭更適用于拉斷力測試;鋼芯鋁絞線拉斷力測試試樣端頭的最佳制備工藝是新模具+鋼芯錨固+環(huán)氧樹脂填充。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
