鋁鋅合金鍍層成形性能影響因素
2022-11-22 10:22:56林傳華金鑫焱閻元媛
理化檢驗(yàn)(物理分冊(cè)) 2022年10期
關(guān)鍵詞:裂紋
林傳華, 金鑫焱, 閻元媛
(1.寶山鋼鐵股份有限公司 冷軋廠, 上海 200941;2.寶山鋼鐵股份有限公司 研究院, 上海 200941)
鋁鋅合金鍍層鋼板具有優(yōu)異的耐腐蝕性能和良好的光熱反射性能,在建筑、家電等行業(yè)應(yīng)用廣泛[1]。由于鍍層組織中各合金相存在差異,因此鋼板在使用加工時(shí)容易出現(xiàn)裂紋[2]。鋼板經(jīng)過(guò)折彎后,鍍層表面通常可見(jiàn)裂紋。
WILLIS等[3]對(duì)加工后的鍍層進(jìn)行分析,發(fā)現(xiàn)了裂紋數(shù)量、裂紋平均寬度與鍍層厚度有線性相關(guān)性,鍍層越厚,裂紋越多。GUO等[2]分析了鋅花大小對(duì)鍍層成形性能的影響,發(fā)現(xiàn)小鋅花鋼板比大鋅花鋼板的裂紋更密集、更短、更窄,穿透鋼基體的裂紋數(shù)量更少。
鋁鋅合金鍍層由內(nèi)層的合金層以及外層的外覆層組成。筆者分別對(duì)鍍層的合金層、外覆層以及界面層進(jìn)行剖析,分析其對(duì)鍍層裂紋的影響,希望通過(guò)研究鍍層顯微組織對(duì)加工成形性能的影響規(guī)律,控制鍍層的顯微組織結(jié)構(gòu),從而獲得加工成形性能優(yōu)異的鋁鋅鍍層。
1 試驗(yàn)方法
1.1 鍍層厚度對(duì)比試驗(yàn)
實(shí)際生產(chǎn)中,鍍層越厚,鋼板折彎后越容易產(chǎn)生裂紋。為了驗(yàn)證這個(gè)觀點(diǎn),對(duì)鋁鋅合金鍍層鋼板進(jìn)行鍍層厚度對(duì)比試驗(yàn)。試驗(yàn)材料為熱浸鍍生產(chǎn)線生產(chǎn)的厚度為0.4 mm的DX51D+AZ鋁鋅合金鍍層鋼板。熱浸鍍時(shí),鋅鍋溫度為600 ℃,鋼板入鍋溫度為600 ℃,浸鍍時(shí)間為3 s,鍍液成分分別為:Al的質(zhì)量分?jǐn)?shù)為54.9%;Zn的質(zhì)量分?jǐn)?shù)為43%;Si的質(zhì)量分?jǐn)?shù)為1.55%;Fe的質(zhì)量分?jǐn)?shù)為0.474%;其余為固有雜質(zhì)。在相同工況下,制作出不同鍍層厚度的試樣,其中1#,2#試樣的鍍層厚度較厚,3#,4#試樣的鍍層厚度較薄。試樣規(guī)格為70 mm×120 mm(長(zhǎng)×寬),先用折彎?rùn)C(jī)將試樣折彎120°后,再使用壓平儀將其壓平到180°。對(duì)試樣進(jìn)行金相檢驗(yàn)和掃描電鏡(SEM)分析,再測(cè)量鍍層厚度和裂紋長(zhǎng)度。
1.2 合金層厚度試驗(yàn)
合金層相比外覆層更容易產(chǎn)生裂紋,對(duì)鋁鋅合金鍍層鋼板進(jìn)行合金層厚度試驗(yàn)。試驗(yàn)采用經(jīng)過(guò)深沖的、厚度為1.0 mm的DX54D+AZ鋁鋅合金鍍層鋼板,鋅鍋溫度為600 ℃,入鍋帶鋼溫度為580~670 ℃。試樣規(guī)格為340 mm×845 mm(長(zhǎng)×寬),用300 t沖壓機(jī)(見(jiàn)圖1)對(duì)試樣進(jìn)行沖壓,沖壓圓弧角半徑為5 mm。沖壓后鍍層有裂紋的鋼板為OK試樣[見(jiàn)圖2a)],而鍍層剝離甚至起皮露出鋼基體的為NG試樣[見(jiàn)圖2b)]。對(duì)鍍層截面進(jìn)行金相檢驗(yàn)和SEM分析,再測(cè)量鍍層的合金層厚度,測(cè)量3次后取平均值。

圖1 300 t沖壓機(jī)外觀
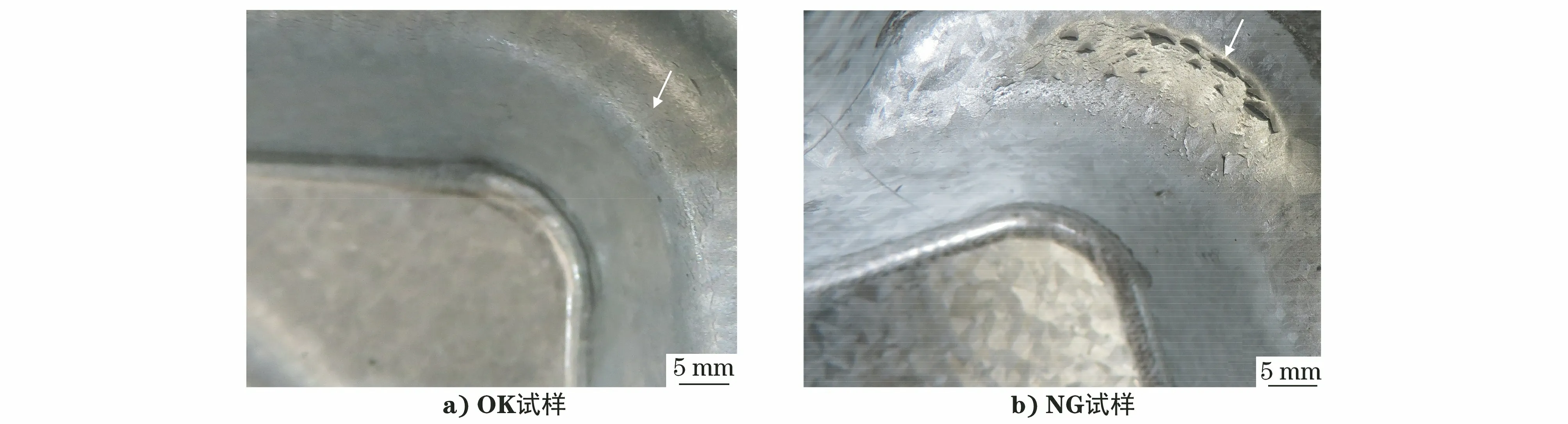
圖2 沖壓后不同變形程度鍍層試樣的宏觀形貌
1.3 合金層與外覆層之間界面模擬試驗(yàn)
設(shè)計(jì)模擬試驗(yàn),研究鍍層組織對(duì)成形性能的影響。材料為DX51D+AZ,厚度為0.5 mm,試樣規(guī)格為70 mm×120 mm(長(zhǎng)×寬)。鋅鍋溫度為600 ℃,浸鍍時(shí)間為3 s。控制氣刀壓力,使鍍層厚度一致,然后用不同冷卻方式對(duì)試樣進(jìn)行冷卻凝固,試樣A為自然冷卻方式,試樣B為強(qiáng)制風(fēng)冷方式。與鍍層厚度對(duì)比試驗(yàn)相同,制作折彎試樣。采用金相檢驗(yàn)和SEM分析試樣鍍層截面,再測(cè)量鍍層裂紋的長(zhǎng)度。
2 結(jié)果與討論
2.1 鍍層厚度的影響
用體式顯微鏡觀察彎折后的試樣,其微觀形貌如圖3所示,圖3a),3b)分別為1#,2#試樣彎折后截面的微觀形貌,鍍層表面裂紋(黑色箭頭處)清晰可見(jiàn)。圖3c),3d)分別為3#,4#試樣彎折后截面的微觀形貌,鍍層表面裂紋不可見(jiàn)。由圖3可知:鍍層較厚的1#,2#試樣比鍍層較薄的3#,4#試樣更容易產(chǎn)生裂紋。

圖3 1#~4#試樣彎折后截面的微觀形貌
用SEM分析1#~4#試樣,結(jié)果如圖4所示。圖4a),4b)分別為1#,2#試樣的SEM形貌,可知鍍層裂紋開(kāi)口長(zhǎng)度(黑色箭頭)較大;圖4c)為3#試樣的SEM形貌,鍍層幾乎無(wú)開(kāi)裂;圖4d)為4#試樣的SEM形貌,可知鍍層部分開(kāi)裂(黑色箭頭),相比于1#,2#試樣,其裂紋開(kāi)口長(zhǎng)度小。另外還發(fā)現(xiàn)4#試樣的鍍層厚度比3#試樣的鍍層厚度大。
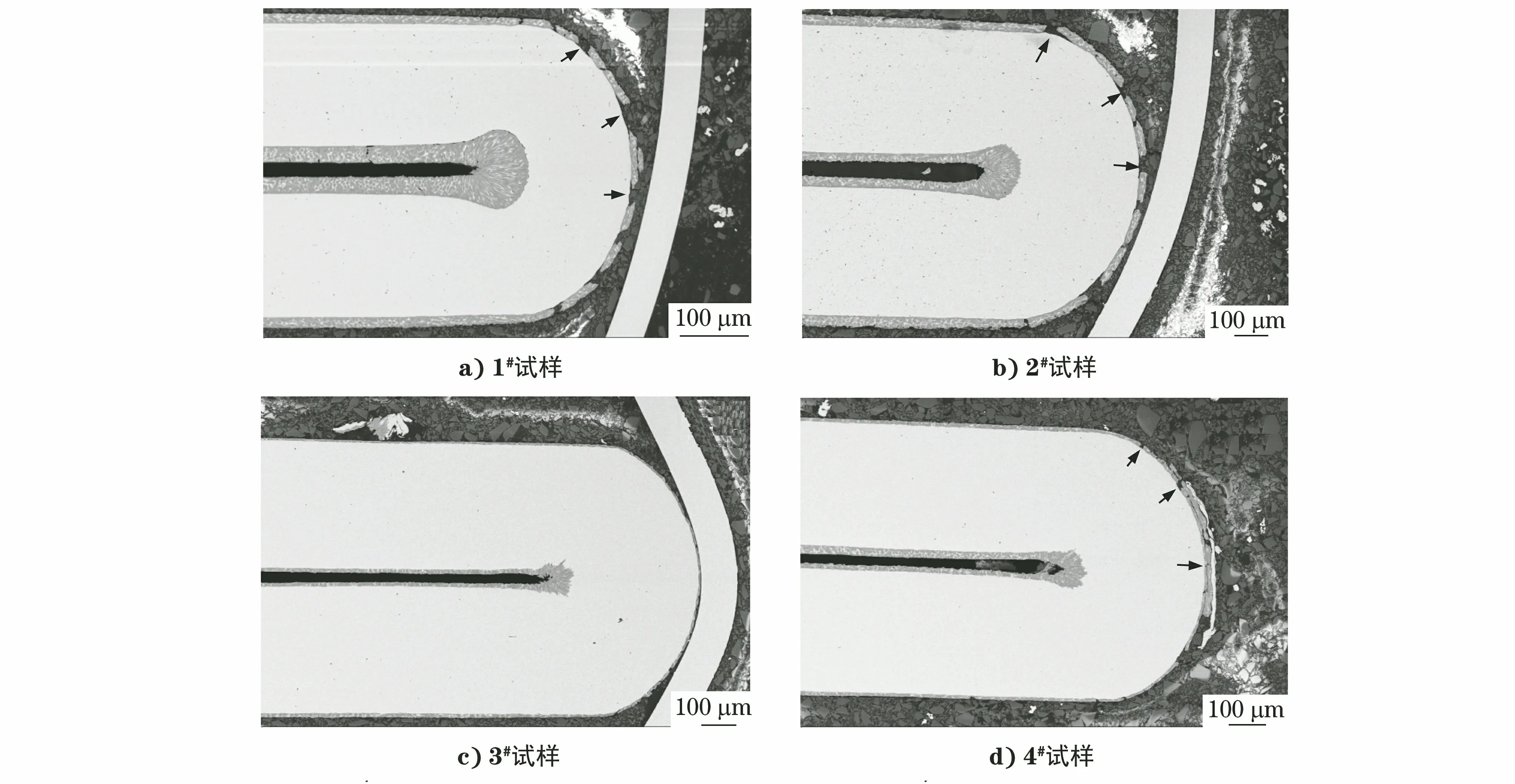
圖4 1#~4#試樣彎折后截面的SEM形貌
對(duì)1#~4#試樣彎折后的鍍層裂紋進(jìn)行量化分析可知:1#,2#試樣的實(shí)測(cè)鍍層厚度為22 μm~23 μm,裂紋總長(zhǎng)度為472 μm~530 μm,鍍層裂紋長(zhǎng)度占比(與裂紋總長(zhǎng)度的比值)為40%~45%;3#試樣的實(shí)測(cè)鍍層厚度為7 μm,裂紋總長(zhǎng)度為44 μm,鍍層裂紋長(zhǎng)度占比為5%; 4#試樣的實(shí)測(cè)鍍層厚度為11 μm,裂紋總長(zhǎng)度為133 μm,鍍層裂紋長(zhǎng)度占比為12%。由此可知,鍍層較厚的鋼板在彎折后易發(fā)生開(kāi)裂。鍍層裂紋長(zhǎng)度占比與鍍層厚度的關(guān)系如圖5所示。

圖5 鍍層裂紋長(zhǎng)度占比與鍍層厚度的關(guān)系
鋼板彎曲后會(huì)發(fā)生變形,彎曲的外層受到拉應(yīng)力被拉長(zhǎng),內(nèi)層受到壓應(yīng)力被擠壓。鋼板中間的拉應(yīng)力與壓應(yīng)力相等,不發(fā)生變形,即中性層。鋼板彎曲變形時(shí),表層鍍層的強(qiáng)度與鋼基層會(huì)有差異,導(dǎo)致鋼板彎曲變形,中性層將不通過(guò)橫截面的中心,會(huì)有少許的偏移,這個(gè)偏移量受鋼基體強(qiáng)度和鍍層強(qiáng)度的影響。以厚度為0.3 mm的鋼板為例,鋼板厚度是鍍層厚度的10倍以上,因此可以簡(jiǎn)化處理,認(rèn)為中性層位置不變。
綜上所述,鋁鋅鍍層越厚,其成形性能越差。鍍層的主要目的是對(duì)鋼基體進(jìn)行防護(hù),鋼板的服役壽命往往取決于鍍層厚度,但是鍍層厚度由鋼板的使用工況決定,不可隨意增減。
2.2 合金層厚度的影響
不同入鋅鍋帶鋼溫度與合金層厚度的關(guān)系如圖6所示,由圖6可知:隨著溫度的升高,合金層厚度幾乎呈線性增加;660 ℃以上時(shí),合金層厚度超過(guò)2 μm;當(dāng)合金層厚度超過(guò)1.3 μm時(shí),鍍層更容易出現(xiàn)剝離或起皮并露出鋼基體的NG試樣形貌。
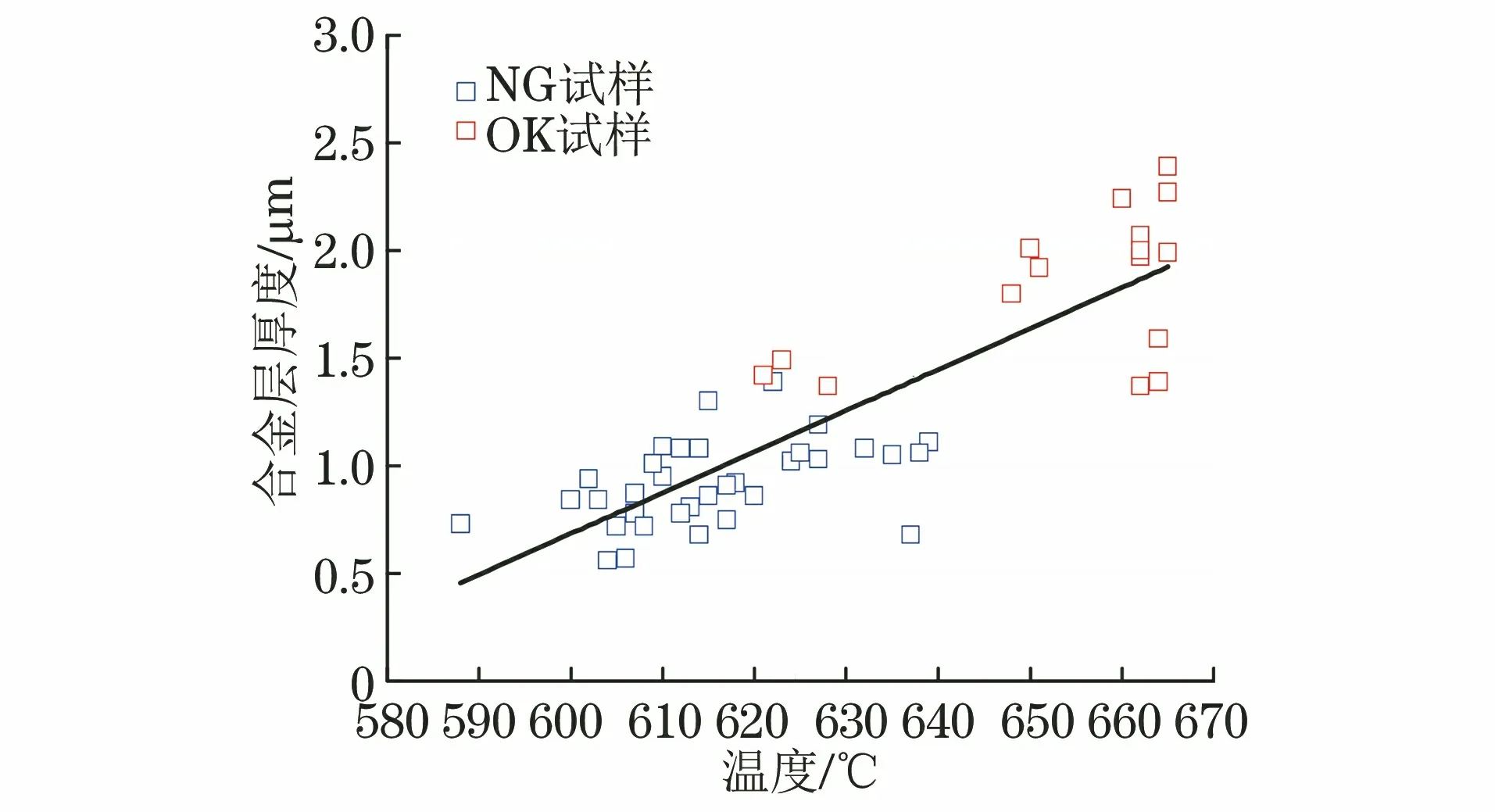
圖6 不同入鋅鍋帶鋼溫度與合金層厚度的關(guān)系
鋁鋅合金層是鍍液中Al,Si元素與鋼基體反應(yīng)的結(jié)果。反應(yīng)的產(chǎn)物為金屬間化合物Fe-Al-Si-Zn,構(gòu)成了鍍層的內(nèi)層[3-5]。合金層厚度應(yīng)小于5 μm,否則在高應(yīng)變時(shí)鍍層會(huì)產(chǎn)生裂紋。因此,需要控制合金層厚度。合金層厚度受浸鍍時(shí)間、反應(yīng)溫度等影響,一般在相同條件下,溫度越高,反應(yīng)越劇烈,合金層厚度越大。
合金層硬度比外覆層大,成形性能比外覆層差,中間合金層是產(chǎn)生裂紋的主要原因。
2.3 合金層與外覆層界面的影響
不同厚度鋁鋅鍍層鋼板截面的SEM形貌如圖7所示。由圖7可知:較厚的鍍層與合金層界面處的富鋅相占比少,分布著很多硅相[見(jiàn)圖7a)];較薄鍍層與合金層界面處的富鋅相占比多,硅相相對(duì)少[見(jiàn)圖7b)]。溫度過(guò)冷和成分過(guò)冷會(huì)影響鍍層凝固后的組織。1#~4#試樣的鍍液、鋼基體都相同,其顯微組織差異是溫度過(guò)冷造成的。

圖7 不同厚度鋁鋅合金鍍層鋼板截面的SEM形貌
圖9 彎折后A,B試樣的鋁鋅合金鍍層表面微觀形貌
模擬試驗(yàn)用的鋁鋅鍍層鋼板試樣外觀如圖8所示,圖8a)是自然冷卻試樣,編號(hào)為A,圖8b)為強(qiáng)制風(fēng)冷試樣,編號(hào)為B。二者板面鋅花大小有差異,試樣A的鋅花大,試樣B的鋅花小。彎折后A,B試樣的鋁鋅鍍層表面微觀形貌如圖9所示,試樣A可見(jiàn)裂紋[見(jiàn)圖9a)],試樣B的裂紋不明顯[見(jiàn)圖9b)]。
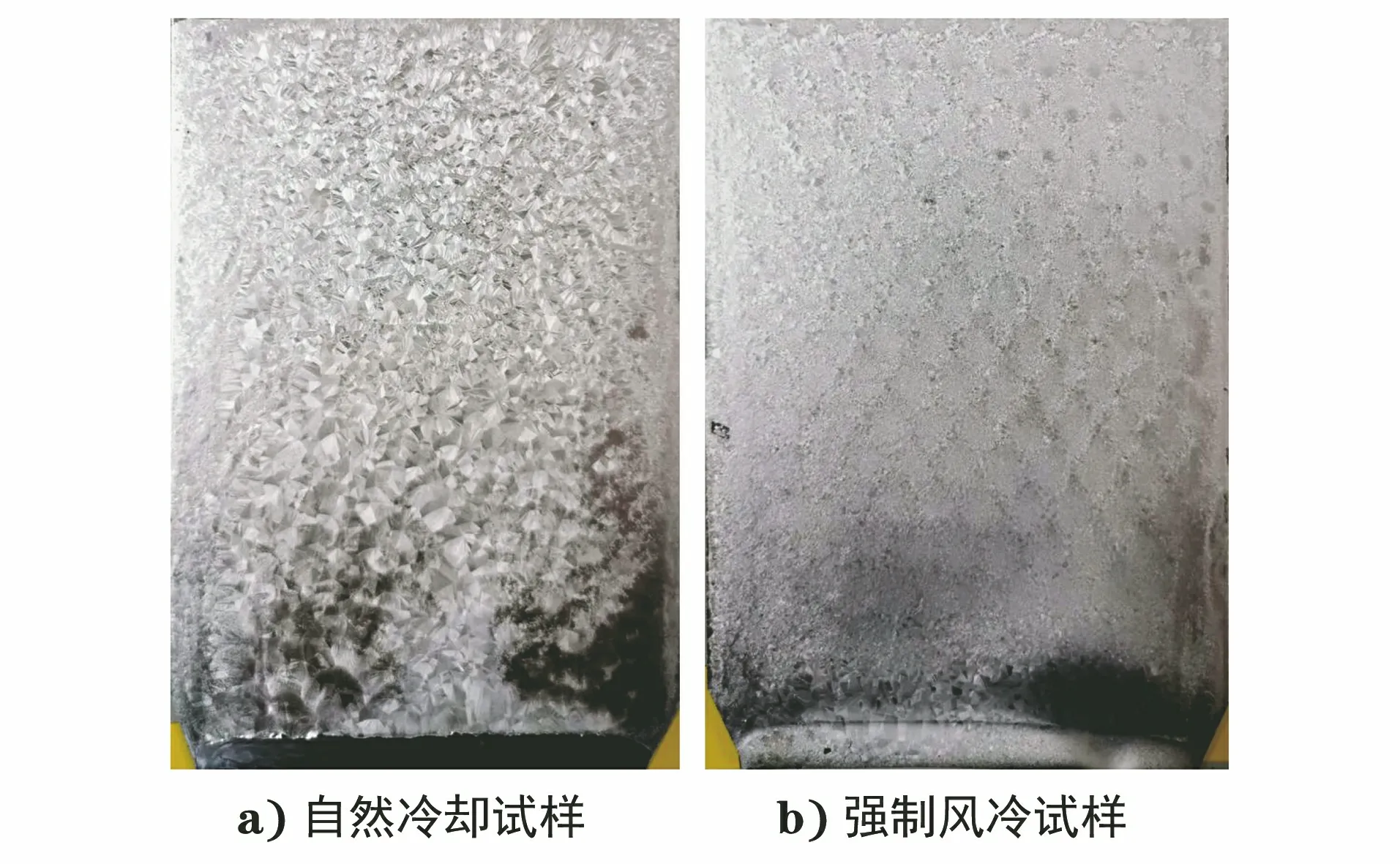
圖8 模擬試驗(yàn)用的鋁鋅合金鍍層鋼板試樣外觀
圖10為試樣A,B的鋁鋅鍍層截面的SEM形貌。由圖10可知:試樣A鍍層與合金層界面處的富鋅相占比少,分布著很多硅相;試樣B界面處富鋅相占比多,硅相少。試樣A,B的鍍層厚度均約為25 μm,合金層厚度均約為1.1 μm ~1.3 μm。由此可知,鍍層凝固時(shí)的冷卻速率影響鍍層的顯微組織,界面處顯微組織影響鍍層的成形性能。
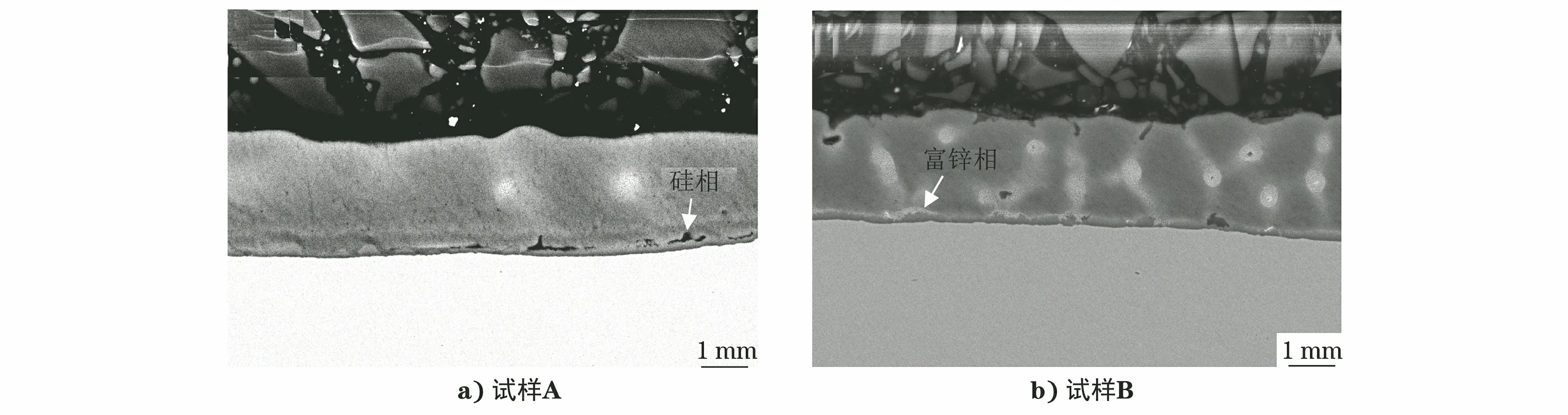
圖10 試樣A,B的鋁鋅合金鍍層截面的SEM形貌
3 結(jié)論
(1) 鋁鋅合金鍍層的顯微組織由富鋁相、富鋅相以及硅相組成,鍍層變形過(guò)程中不同物相的塑性存在差異,導(dǎo)致鋼板產(chǎn)生變形,在使用加工時(shí)出現(xiàn)裂紋。鍍層越厚,外覆層的變形量越大,受到的拉應(yīng)力越大,越容易發(fā)生開(kāi)裂。相比較,薄鍍層的變形量小,受到的應(yīng)力小,開(kāi)裂的傾向減小。
(2) 鋁鋅合金鍍層形成過(guò)程中,高溫鍍液與鋼基體之間劇烈反應(yīng),形成厚的合金層。過(guò)厚合金層的成形性能差,在應(yīng)變時(shí)合金層是產(chǎn)生裂紋的重要來(lái)源。要獲得性能良好的鍍層,需要控制中間合金層的厚度。
(3) 鍍后冷卻速率不足時(shí),外覆層與合金層之間的界面處容易富集脆而硬的硅相,誘發(fā)鍍層開(kāi)裂,成形性能變差。
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學(xué)技術(shù)(2022年6期)2022-04-19 11:01:32
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚(yáng)子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
