地鐵盾構隧道管片流水線生產智能化技術
2022-11-21 04:21:12張立宇
現代城市軌道交通 2022年11期
關鍵詞:檢測
張立宇
(中鐵十八局集團隧道工程有限公司,重慶 400700)
1 引言
管片是地鐵盾構隧道施工中對質量要求非常高的鋼筋混凝土裝配式構件。地鐵盾構隧道管片生產質量影響地鐵工程的施工進度、運營安全、使用壽命及后期維護等多個方面。
目前,盡管地鐵盾構隧道管片的預制基本實現工廠化生產和部分自動化施作,但是一些管片廠還未實現全面智能化管控和生產,生產效率與產品精度存在問題。本文通過引入物聯網信息技術,構筑地鐵盾構隧道管片物聯網平臺,實現對地鐵盾構隧道管片預制生產的智能化控制和全生命周期的信息化管理。另外,引入地鐵盾構隧道管片鋼筋骨架自動焊接機器人、自動化抹面機器人,采用3D 掃描技術對地鐵盾構隧道管片外形尺寸進行檢測。實際生產驗證采用新工序更為便捷,成品質量更為優良。
2 智能化控制總體方案
通過應用現代物聯網信息技術[1-3],打造地鐵盾構隧道管片物聯網平臺,開發盾構隧道地鐵盾構隧道管片預制管理系統,將二維碼、傳感器、3D 掃描器等信息傳感掃描裝備接入地鐵盾構隧道管片預制管理系統,通過信息交換及通信,實現對地鐵盾構隧道管片生產全過程的自動化識別、判斷、定位、管控、監視和管理。同時引入機器人等自動化設備提升裝配精度與效率[4-6]。
2.1 地鐵盾構隧道管片廠物聯網平臺的組成
地鐵盾構隧道管片物聯網平臺結構詳見圖1。感知層借助智能溫控系統、紅外測溫儀等相關傳感器,智能手機、二維碼、智能一體機等微機電系統以及嵌入式系統實現對地鐵盾構隧道管片的鋼筋加工、混凝土澆筑、養護等加工生產全過程的自動識別、信息收集處理和自動化控制,并借助通信模塊把地鐵盾構隧道管片的相關構件加工生產施工數據傳送至互聯網、局域網等網絡層。

圖1 地鐵盾構隧道管片物聯網網絡架構
網絡層通常進行信息的傳送以及控制,構建地鐵盾構隧道管片加工生產特定內部局域網。數據經過科學分析處理后再與外網進行聯通,以確保數據的科學性、安全性。
應用層是地鐵盾構隧道管片物聯網和管片廠技術團隊的對接應用。通過相關應用軟件的開發構建,管片廠技術團隊能夠便捷地對地鐵盾構隧道管片加工生產各環節的動態進行實時監控,并分析地鐵盾構隧道管片尺寸、溫度等關鍵數據,另外借助軟件程序對現場技術員的施工過程進行制約和指導。借助應用層實時監控和記錄地鐵盾構隧道管片加工生產全過程,一直到地鐵盾構隧道管片結束生產,以及監控后續地鐵盾構隧道管片的運輸拼裝,最終實現地鐵盾構隧道管片物聯網的智能應用。
2.2 平面布置
如圖2所示的管片流水生產線車間布置圖中,地鐵盾構隧道管片預制核心區域分布有智控室裝配服務器、電腦終端和大屏顯示器,在鋼筋骨架制作車間裝配鋼筋骨架自動焊接機器人,在流水生產線車間裝配地鐵盾構隧道管片標識管理智能機、考勤機和智能溫控設備[7]。管片流水生產線車間配置智能溫控系統,在地鐵盾構隧道管片混凝土的澆筑、抹面、靜養、脫模、起吊、入池環節開展構件溫度及濕度的養護全過程控制。此外,在澆筑線和養護線處配置射頻識別(RFID)固定讀卡終端設備。

圖2 管片流水生產線車間布置圖
總體來看,該流水生產線除配置能夠編程的邏輯控制器(PLC)自動化控制系統之外,還配置地鐵盾構隧道管片物聯網信息管理系統中的射頻識別處理、智能溫控、地鐵盾構隧道管片標識管理、混凝土生產,以及身份備案和驗證系統,從而實現對地鐵盾構隧道管片制造設備和制品構件的智能化管理。
2.3 工藝流程
隨著智能化發展,地鐵盾構隧道管片物聯網管理平臺下的預制工藝流程越來越科學,可以通過增設手持機讀卡器、自動讀卡器、手機掃碼、試驗報告掃描存儲等新型智能化配置提高智能化水平。地鐵盾構隧道管片預制工藝流程如圖3所示。

圖3 管片預制工藝流程
3 關鍵性自動化設備
3.1 地鐵盾構隧道管片鋼筋骨架自動焊接機器人
地鐵盾構隧道管片鋼筋骨架自動焊接機器人遵循兩步法鋼筋骨架制作流程,通過有別于電阻焊的CO2氣體保護焊接方式,實現地鐵盾構隧道管片鋼筋骨架的智能化焊接[8]。下文將對地鐵盾構隧道管片鋼筋骨架自動焊接技術進行詳細介紹。
3.1.1 自動焊接過程流程
將鋼筋通過智能彎弧機彎折成型,然后將加工成型的鋼筋裝配到鋼筋網片自動焊接機器人上焊接成網片,接著把網片組裝成完整的地鐵盾構隧道管片鋼筋骨架,最后通過焊接機器人將鋼筋骨架自動焊接。
3.1.2 鋼筋網片自動焊接結構
在鋼筋網片自動焊接夾具的設計中,點擋式限位裝置制作方便、節約成本,而且鋼筋構件裝配十分快捷。鋼筋結構骨架經過焊接后容易出現變形,影響焊接后的鋼筋結構,導致不容易進行脫模。因此,在夾具底部設置液壓頂出裝置,方便頂出網片。
3.1.3 CO2氣體保護焊及自動焊接
在鋼筋網片自動焊接中采用CO2氣體保護焊方式,與傳統電阻焊接方式相比,CO2氣體保護焊具有成本更低、操作更方便等優勢。
綜合考慮鋼筋網片縱向長度比較大、夾具橫向寬度呈漸變外延分布等因素,將2臺小臂展焊接機械手在鋼筋主筋內弧面內部進行編排工位設計,以機械手連線為軸,鋼筋骨架支座夾具呈對稱形式分布。在安裝位置方面,自動焊接鋼筋網片采取雙機對稱結構形式,實現空間最大化利用,并有效提高鋼筋骨架生產效率。
3.1.4 鋼筋骨架自動焊接效果分析
實踐證明,通過自動焊接形成的鋼筋骨架焊接點外觀比較均勻順滑,焊接質量遠高于人工焊接方式。另外,單個鋼筋骨架自動焊接裝置可以連續作業,日最大產量可以達到48 個,而人工焊接日產量最多為6個。
3.2 自動抹面工藝及設備
地鐵盾構隧道管片抹面施工受周邊環境濕度、溫度、混凝土振搗密實程度、坍落度以及技術員的熟練程度等客觀條件影響較大。因此,抹面必須根據環境濕度、溫度和混凝土坍落度、配合比等,對間隔時間進行有效調控,確保混凝土初凝前完成抹面。
3.2.1 自動粗收抹面
自動粗收抹面機器人能將管片表面的混凝土刮平,并填補凹陷,清除表面氣泡,具有用工成本低、收面效率高、地鐵盾構隧道管片密實度及平整度顯著提升等優勢。
自動粗收抹面機器人主要由粗收抹平機構、控制系統、主體桁架,以及X、Y、Z三軸行走裝置組成,如圖4所示。

圖4 自動粗收抹面機器人結構
自動粗收抹面機器人構造含氣動懸浮調節工裝、A軸90°旋轉工裝、B軸曲面旋轉工裝、大灰鏟和邊模清潔工裝、導向工裝,其結構與各部件名稱如圖5所示。

圖5 自動粗收抹面機器人構造
3.2.2 自動精收抹面
自動精收抹面機器人能夠模擬人工,通過大灰鏟進行抹面動作,順著弧面從下到上進行壓平收光,結構如圖6所示。

圖6 自動精收抹面機器人結構
因為自動精收抹面機器人結構和自動粗收抹面機器人結構主要子系統裝置相同,所以本文只介紹精收抹面機器人主結構。其主結構含A軸180°旋轉組件、B軸曲面旋轉組件及大灰鏟,其結構與各部件名稱如圖7所示。

圖7 自動精收抹面機器人構造
3.2.3 實施效果
通過運用自動抹面機器人,地鐵管片外弧面的光滑度有效改善,施工工效提升。
3.3 尺寸智能化檢測
傳統的地鐵管片尺寸檢測方式通常采用內徑千分尺、游標卡尺或者卷尺等傳統的方法進行測量,存在檢測效率不高、精度不高的弊端,難以符合質量標準。一些先進的管片廠引入全新的地鐵盾構隧道管片外形尺寸3D掃描機器人(以下簡稱“3D掃描機器人”),可以克服以上缺點。
3.3.1 技術特點
基于高精度光學追蹤的3D掃描機器人應用廣泛,不僅能自動定位、自動檢測各種尺寸的地鐵盾構隧道管片,還能夠將檢測成果進行輸出與管理。此外,它不僅具有較高的檢測效率(8~12 min /塊),還具有較高的檢測精度。該系統所運用的智能光學追蹤 3D 掃描機器人,在靜止狀態檢測,精度達0.08 mm;在運動狀態檢測,精度達0.1 ~ 0.2 mm,符合檢測精度標準[9-10]。
3.3.2 檢測流程方案實施
3D掃描機器人對管片成品檢測的流程如下:①把地鐵盾構隧道管片放置在專用軌道車上;②在地鐵盾構隧道管片軌道車上合理調節地鐵盾構隧道管片位置;③管片軌道車移動至檢測區域;④將檢測裝置和軟件啟動;⑤對3D點云數據展開掃描;⑥在獨立檢測區域借助上位機軟件控制機械裝置和3D 掃描裝置,開始處理數據,與設計模型和設計參數進行有效對比;⑦準確輸出和上傳檢測成果。
3.3.3 3D 掃描機器人結構
(1)主體機械框架。為滿足所有地鐵盾構隧道管片的外形尺寸檢測,整套裝置設計尺寸為長度為8.3 m,高度為5.0 m,寬度為 5.7 m。其主體結構設計如圖8所示,包含掃描儀、跟蹤儀和定位標志點等。為確保系統的整體空間的高精度,把定位標志點安裝在3D掃描機器人兩邊。

圖8 3D 掃描機器人結構設計
(2)地鐵盾構隧道管片軌道車。為達到 3D 掃描機器人的自動化檢測需求,必須滿足地鐵盾構隧道管片裝載精準定位和自動運輸的精準定位,如圖9所示。

圖9 地鐵盾構隧道管片軌道車示意
3.3.4 上位機軟件
圖10為軟件通信控制流程圖,能對獲取的數據進行智能化分析處理。
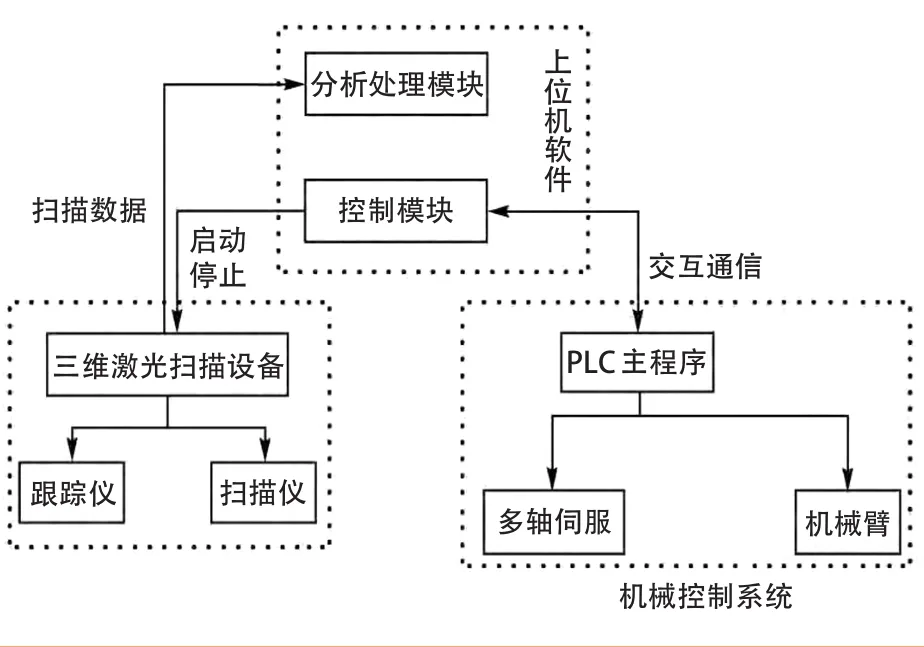
圖10 軟件通信控制流程
通過點云數據和點云處理算法對數據處理模塊展開智能處理,相關處理流程如圖11所示。通過此流程得出的某地鐵管片廠檢測報表詳見表1。
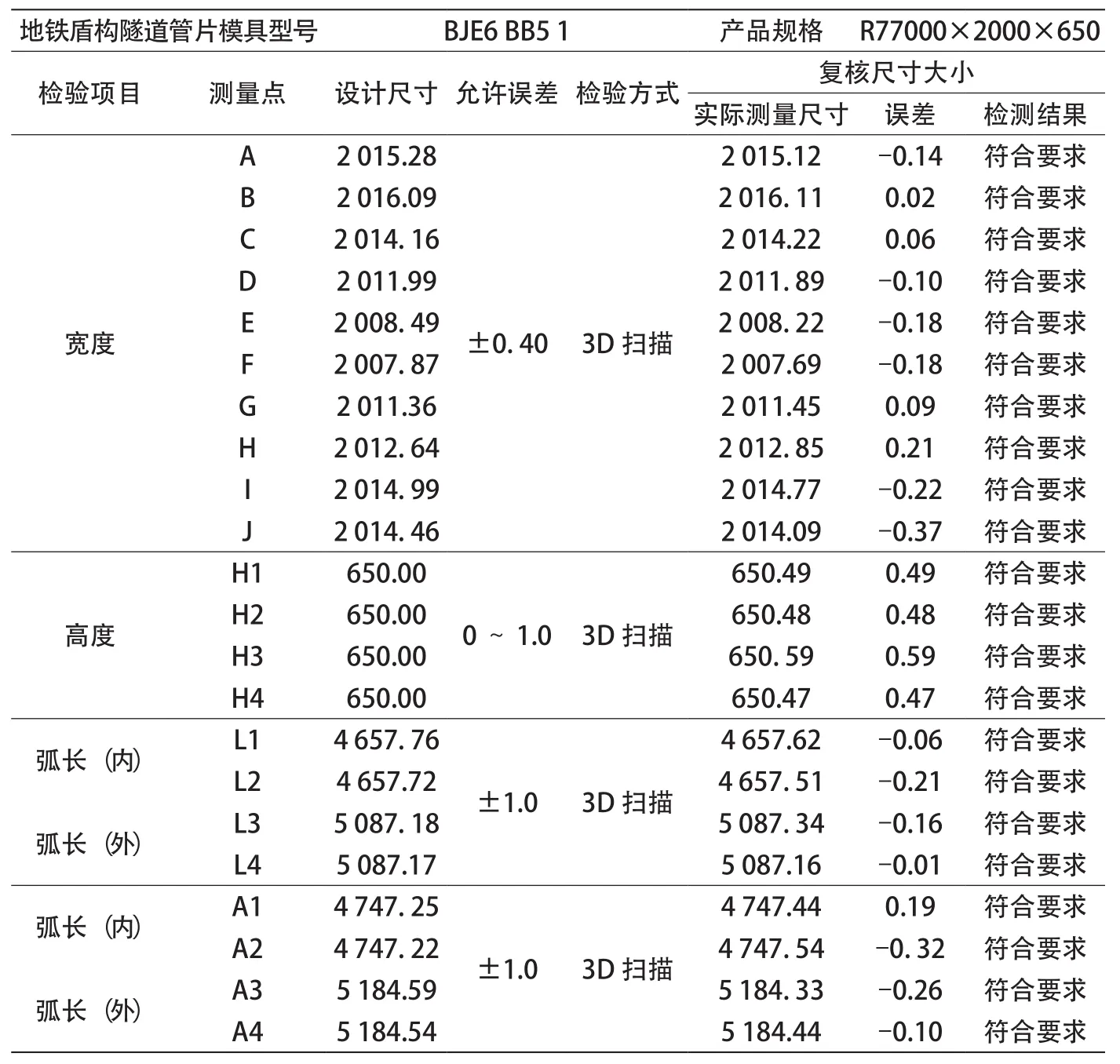
表1 地鐵盾構隧道管片鋼模檢查表 mm

圖11 軟件數據處理流程
3.3.5 檢測成果數據管理平臺
地鐵盾構隧道管片成品和地鐵盾構隧道管片模具檢測成果能自動地上傳到數據管理平臺。該平臺具備統計、分析、查詢等功能。
3.3.6 應用效果
3D掃描機器人在某地鐵盾構隧道管片廠應用后,隨機對2 m環寬的地鐵盾構隧道管片模具展開3D掃描檢測。地鐵管片寬度重復精度統計中發現重復性精度的最大誤差僅有0.15 mm,平均誤差為0.04 mm,證明其重復性精度十分穩定。地鐵盾構隧道管片寬度絕對精度統計中發現,計算絕對精度中誤差只有0.06 mm,3D掃描機器人的絕對精度為0.18 mm。
實踐證明,3D掃描機器人不僅能實現地鐵盾構隧道管片成品與地鐵盾構隧道管片模具的智能化檢測,而且能夠智能地輸出檢測報表,自動上傳檢測成果,檢測過程不需要進行過多人工操作。在地鐵盾構隧道管片的不同尺寸檢測實踐中發現3D掃描機器人最高檢測效率為8 min/塊,檢測精度達0.1 mm,具有速度快、精度高等優勢,可以滿足地鐵盾構隧道管片成品和地鐵盾構隧道管片模具的檢測要求,很好解決地鐵盾構隧道管片生產過程中的管片成品外觀尺寸精確度低的難題。
4 結束語
地鐵盾構隧道管片生產智能化、數字化是發展趨勢。借助地鐵盾構隧道管片物聯網管理平臺的同時,引入地鐵盾構隧道管片鋼筋骨架自動焊接和自動化抹面、3D 掃描機器人等,助力提高地鐵盾構隧道管片的預制質量、施工效率,另外在節約勞動力、降低技術人員勞動強度、降本增效、綠色環保等方面成效凸顯,極大提升管片自動化生產線的智能化水平,值得同類管片廠學習借鑒。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
海峽科技與產業(2016年3期)2016-05-17 04:32:12
