60°密封圓錐內螺紋的銑削參數化編程
2022-11-16 10:11:46辛道銀
機械制造 2022年8期
□ 辛道銀
江蘇信息職業技術學院 智能工程學院 江蘇無錫 214153
1 研究背景
60°密封圓錐螺紋屬于美制一般密封圓錐管螺紋,包括圓錐內螺紋和圓錐外螺紋。60°密封圓錐螺紋已廣泛應用于閥門、管接頭、旋塞等管道連接類零件。根據標準GB/T 12716—2011《60°密封管螺紋》[1],60°密封圓錐螺紋的牙型角為60°,錐度為1∶16,圓錐半角為1°47′24″,即1.79°。對于圓錐內螺紋,最常用的切削加工方法是車削。但是,車削一般要求加工的零件是回轉體,對于非回轉體類零件或大型零件,需要設計專用夾具或平衡裝置,會提高生產成本。若采用絲錐攻圓錐內螺紋,則常會出現粘刀、切屑阻塞、排屑困難、切削力大、絲錐易折斷等工藝問題。為解決上述問題,可以采用數控銑削方法加工圓錐內螺紋。筆者重點介紹60°密封圓錐內螺紋的銑削參數化編程。
2 60°密封圓錐內螺紋螺旋線幾何特性
60°密封圓錐內螺紋尺寸參數如圖1所示。通過查詢標準GB/T 12716—2011,可得大端面螺紋大徑D和螺距P。有效螺紋長度為H,則小端面直徑d為:
d=D-2Htan1.79°
(1)

▲圖1 60°密封圓錐內螺紋尺寸參數
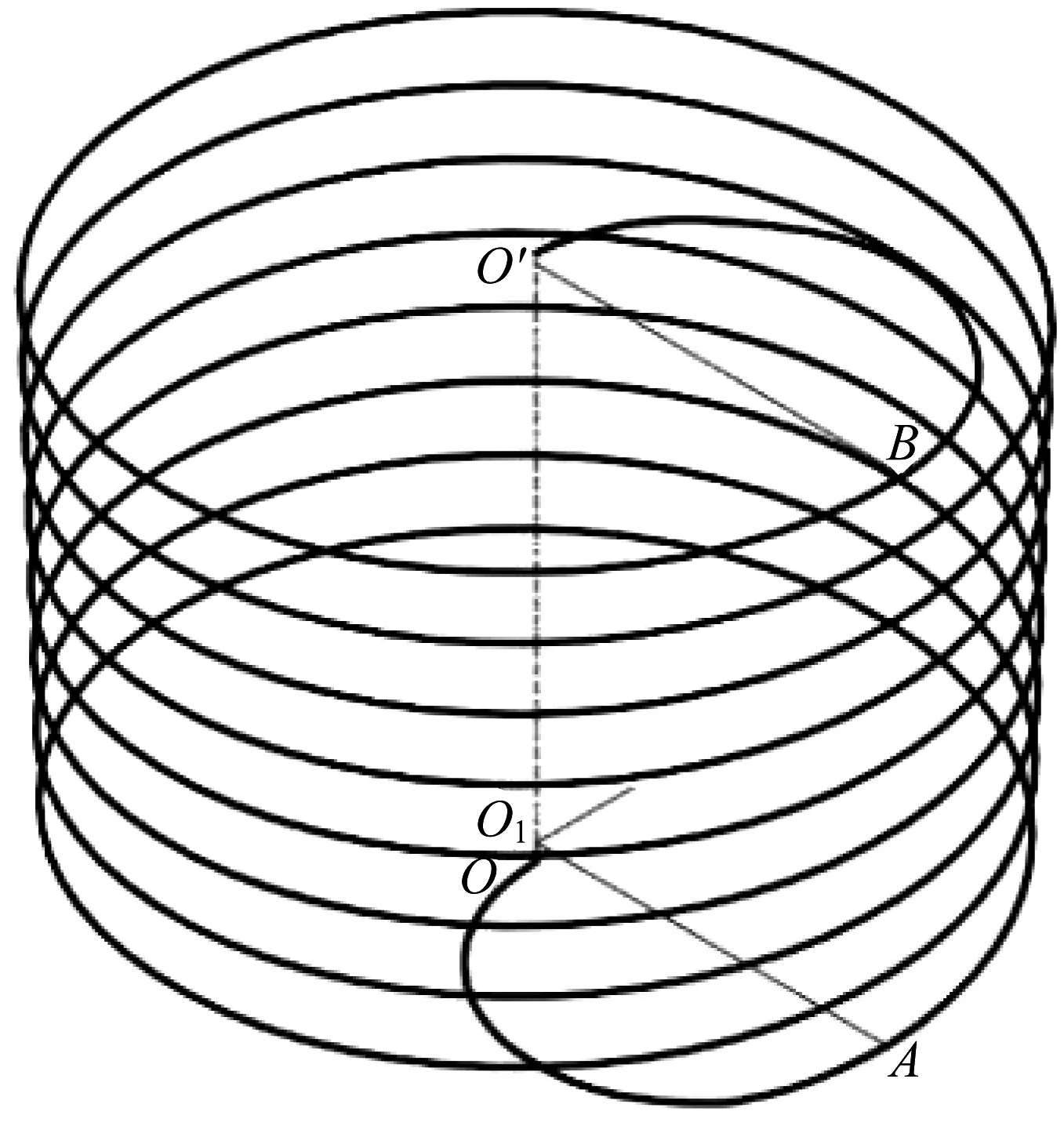
最下一圈螺旋線正等軸測圖如圖2所示。假設空間一動點M由A點沿60°密封圓錐內螺紋螺旋線自下而上運動,偏轉角∠MO2M′為θ,那么動點M軸向運動距離hM為:
hM=θP/360
(2)
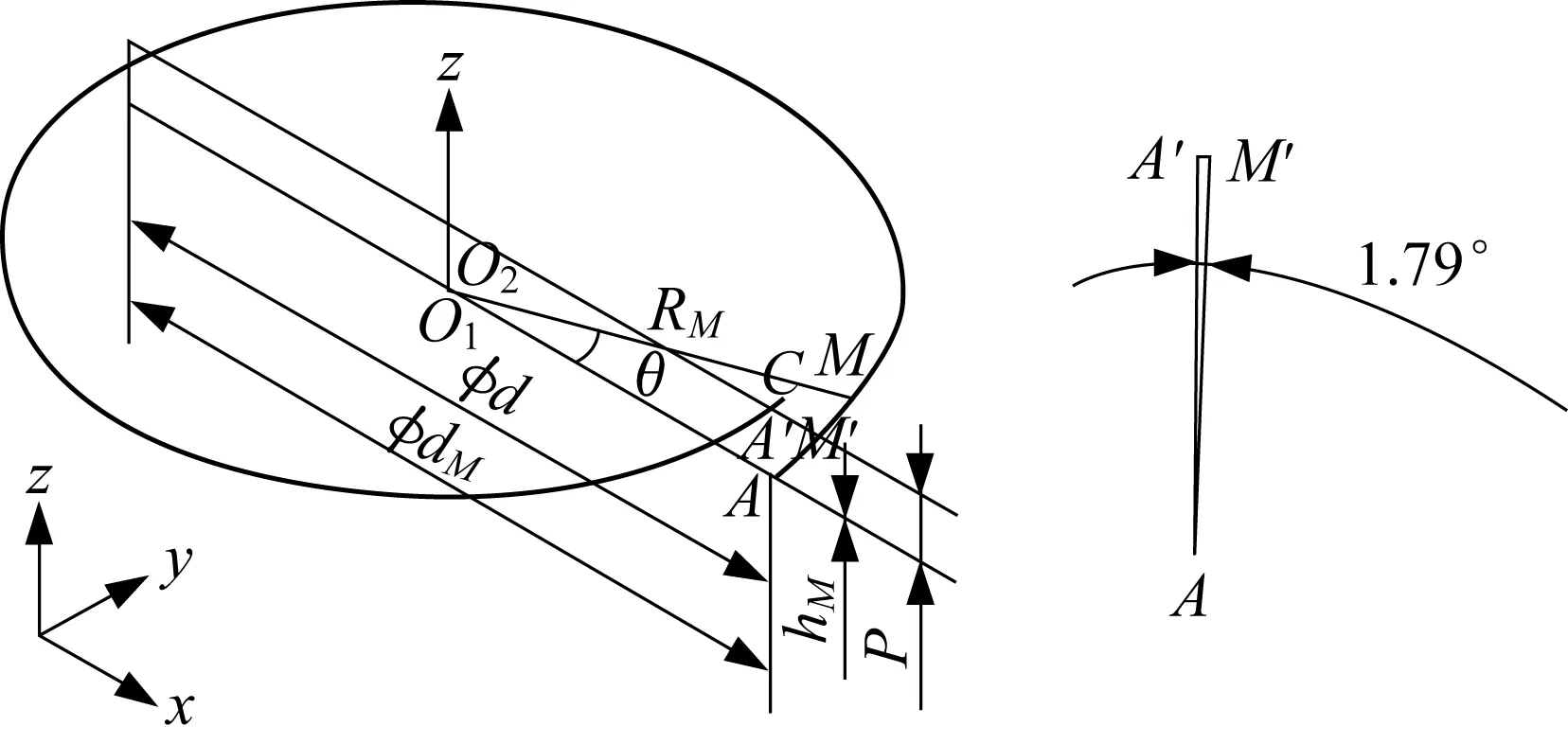
▲圖2 最下一圈螺旋線正等軸測圖

RM=dM/2=d/2+hMtan1.79°
=d/2+θPtan1.79°/360
(3)
進而得動點M的X軸方向坐標XM、Y軸方向坐標YM分別為:
XM=RMcosθ
=(d/2+θPtan1.79°/360)cosθ
(4)
YM=(d/2+θPtan1.79°/360)sinθ
(5)
動點M的Z軸方向坐標ZM比較容易求得,為:
ZM=-H+hM=-H+θP/360
(6)
得到動點M的坐標之后,可以使用螺旋插補指令G17G02/G03X_Y_Z_I_J_(R_)F_進行編程。
3 加工準備
所需要加工的三通式管接頭零件如圖3所示。這一零件在管道中主要起輸送流體,改變流體流動方向的作用。毛坯尺寸為58 mm×32 mm×45 mm,有三處螺紋需要加工。60°密封圓錐內螺紋的螺距為1.814 mm,基準平面大徑為21.223 mm,中徑為19.772 mm,小徑為18.321 mm。毛坯的材質為304不銹鋼,牌號為06Gr19Ni10,屬于奧氏體型不銹鋼,是一種典型難加工材料[2-5]。
使用發那科數控系統,選用整體式硬質合金單齒螺紋銑刀,表面涂層選用硬度高、耐磨性好、抗氧化性強、摩擦因數低的氮化鈦硅涂層或氮化鋁鈦涂層[6-7]。刀具尺寸參數見表1。
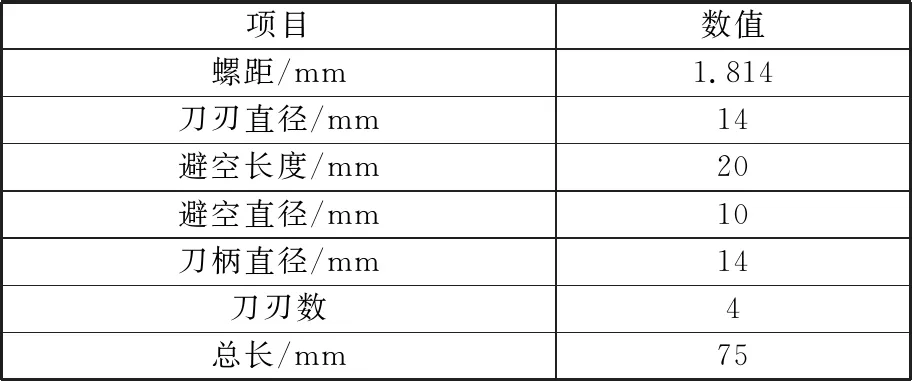
表1 刀具尺寸參數
根據刀具生產廠家提供的切削速度和每齒進給量推薦范圍,選取切削速度為100 m/min,每齒進給量為0.04 mm/Z。經過計算,主軸轉速為2 275 r/min,進給速度為364 mm/min。
4 銑削參數化編程
4.1 走刀路線

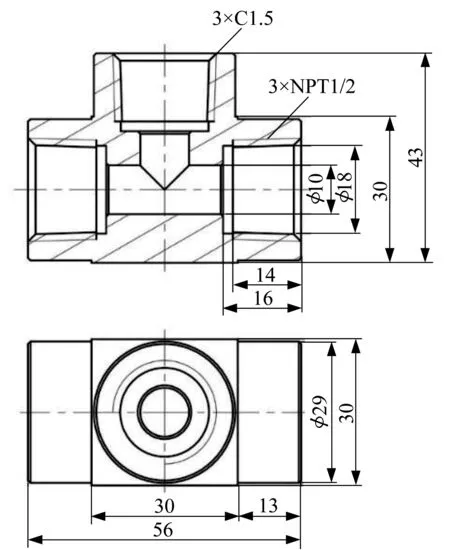
▲圖3 三通式管接頭零件
4.2 徑向分層
以外螺紋小端面內的基本小徑17.813 mm為主要依據,確定60°密封圓錐內螺紋的底孔直徑。由于奧氏體不銹鋼材料塑性大,銑削加工后孔徑易產生變形收縮,使螺紋底孔直徑縮小,因此60°密封圓錐內螺紋的底孔直徑要比外螺紋小端面內的基本小徑略大一些。本次加工60°密封圓錐內螺紋底孔直徑實際取18 mm,于是得60°密封圓錐內螺紋的大端總加工余量為3.223 mm。為延長刀具壽命,提高零件表面質量,徑向分七層加工,采用恒定背吃刀量進給方式,每層背吃刀量為0.46 mm。
▲圖4 走刀路線
4.3 程序
以中間的60°密封圓錐內螺紋為例,編制銑削參數化加工程序,具體程序如下:
O1000 //主程序名
G91G28Z0 //返回參考點
G90G40G49G54G17 //程序初始化
S2275M3 //主軸正轉,轉速為2 275 r/min
T1M6 //調用1號螺紋銑刀
M8 //開啟切削液
G0X0Y0 //定位至60°密封圓錐內螺紋底孔中心
Z5 //定位至參考高度
#1=21.223 //60°密封圓錐內螺紋大端大徑
#2=1.79 //60°密封圓錐內螺紋圓錐半角
#3=1.814 //60°密封圓錐內螺紋螺距
#4=14 //60°密封圓錐內螺紋有效螺紋長度
#5=18 //60°密封圓錐內螺紋底孔直徑
#6=7 //徑向分七層加工
#7=7 //螺紋銑刀刀刃直徑
#8=#4+#3*0.5 //螺紋銑刀軸向定位深度
#9=#8-#3*0.25 //60°密封圓錐內螺紋螺旋線起點軸向定位深度
#10=FUP[#9/#3]*#3-#9 //60°密封圓錐內螺紋螺旋線終點Z軸方向坐標
#11=[#1-#5]*0.5 //總加工余量,為半徑值
#12=#11/#6 //每層背吃刀量,為半徑值
#13=0 //徑向分層層數初值
#14=[#1-2*#9*TAN[#2]-#7]*0.5 //60°密封圓錐內螺紋小端半徑
WHILE[#13NE#6]DO1 //當徑向分層的層數不等于徑向分層的總層數時,循環執行DO1與END1之間的程序段;當徑向分層的層數等于徑向分層的總層數時,徑向分層銑削結束,執行END1后的下一個程序段
G0Z-#8 //刀具定位至軸向定位深度
#15=-#9 //60°密封圓錐內螺紋螺旋線起點Z軸方向坐標
#16=#14-#11+#12 //徑向第一層小端刀心軌跡半徑
#17=0 //偏轉角初始值
G3X#16Y0Z#15I#16/2F500 //以1/2圓弧螺旋插補切入零件
WHILE[#15LE#10]DO2 //當動點的Z軸方向坐標不大于60°密封圓錐內螺紋螺旋線終點的Z軸方向坐標時,循環執行DO2與END2之間的程序段,實現60°密封圓錐內螺紋的連續順滑銑削;當動點的Z軸方向坐標大于60°密封圓錐內螺紋螺旋線終點的Z軸方向坐標時,執行END2后的下一個程序段
#18=#17*#3/360 //刀具沿60°密封圓錐內螺紋螺旋線每偏轉1°對應的刀具上抬距離
#19=#16+#18*TAN[#2] //刀具沿60°密封圓錐內螺紋螺旋線每偏轉1°對應的動點刀心軌跡半徑
#20=#19*COS[#17] //動點X軸方向坐標
#21=#19*SIN[#17] //動點Y軸方向坐標
G3X#20Y#21Z[#15+#3/360]R#19 //螺旋插補銑削螺紋
#15=#15+#3/360 //刀具沿60°密封圓錐內螺紋螺旋線每偏轉1°對應的動點Z軸方向坐標
#17=#17+1 //偏轉角遞增1°
END2 //循環結束
G3X0Y0Z[#15-#3/360+#3*0.25]R#19/2 //以1/2圓弧螺旋插補切出零件
#11=#11-#12 //總加工余量遞減一個背吃刀量
#13=#13+1 //徑向分層層數遞增
END1 //循環結束
M9 //關閉切削液
G0Z5 //刀具退刀至參考高度
G91G28Z0 //返回參考點
M30 //程序結束
5 仿真加工
VERICUT軟件是數控加工界普遍認可、企業應用眾多的數控加工仿真軟件[8]。VERICUT軟件代替傳統機床試切方式,通過建立模擬機床、刀具、毛坯,實現仿真切削,校驗加工程序的正確性,檢查過切、欠切,防止機床碰撞、超行程等錯誤[9-10],并可以進行數控程序優化,縮短加工時間,延長刀具壽命,改進表面質量。主要使用VERICUT軟件的數控程序預覽功能,生成軸向刀心軌跡。三通式管接頭零件60°密封圓錐內螺紋仿真加工后毛坯模型如圖5所示。通過XZ平面將毛坯模型全剖,可以看出小端螺紋牙型較淺,大端螺紋牙型較深,與60°密封圓錐內螺紋的牙型特征一致。將刀心軌跡放大,如圖6所示。由圖6可以看出,刀具以1/2圓弧螺旋插補切入零件,徑向共有七條螺旋線,對應徑向分七層加工。每一條螺旋線都是連續的,對應螺紋銑削連續進行。軸向每銑削完一圈,接著銑削下一圈,銑削完八圈后,刀具以1/2圓弧螺旋插補切出零件,退刀至60°密封圓錐內螺紋底孔中心。由此可以判斷,仿真刀具軌跡與所設計的刀具軌跡完全吻合,加工程序正確。

▲圖5 零件60°密封圓錐內螺紋仿真加工后毛坯模型
6 結束語
60°密封圓錐內螺紋銑削參數化編程的關鍵是求出60°密封圓錐內螺紋螺旋線上動點的參數化坐標,再通過走刀路線設計、徑向分層保證參數化加工程序的實用性。通過VERICUT軟件仿真調試好加工程序,直接導入機床使用,不需要再進行修改,由此節省上機調試時間,并保證加工程序的安全性。對于其它規格的圓錐內螺紋,只需要改變程序中幾個相關變量,不需要重新編程,編程效率較高。
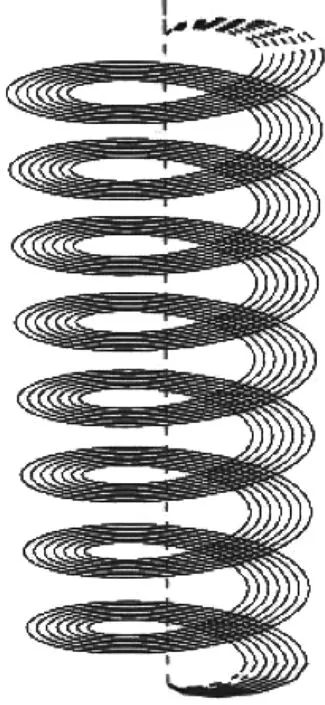
▲圖6 刀心軌跡放大