返回式航天器水域回收用浮囊制造技術
2022-11-15 00:20:22王壘甄鐸廖航
航天返回與遙感 2022年5期
關鍵詞:工藝
王壘 甄鐸 廖航
返回式航天器水域回收用浮囊制造技術
王壘1,3甄鐸1,2廖航1,2
(1北京空間機電研究所,北京 100094)(2 中國航天科技集團有限公司航天進入、減速與著陸技術實驗室,北京 100094)(3 天津航天機電設備研究所,天津 300450)
結合某種返回式航天器水域回收用浮囊構型及高強度的性能要求,為了保證航天器完成飛行任務返回時著水后總體結構的完整性,文章重點研究一項水域回收用航天器浮囊制造技術。該技術以FL-131聚氨酯膠布為材料,制造工藝采用高頻板式高溫熔接。經25mm寬樣條試驗測試,材料樣條抗拉強度達到2.56MPa,材料強度參數滿足浮囊制造要求;運用中心輻射式布置裁剪線設計裁片保證材料成形精度,整囊充壓到8kPa,整體無褶皺,囊體表面各向尺寸精度偏差不大于1mm(每500mm),浮囊安全充壓指標達到40kPa,具有良好的氣密性和耐壓性。在擬真工況下進行的地面出艙試驗顯示,浮囊可順利實現充氣、展開、出艙,無破損與漏氣,驗證了該種技術用于返回式航天器水域回收用浮囊制造的可行性。
水域回收 浮囊制造技術 返回式航天器
0 引言
在航天、航空、救撈工程中(如國內外航天器水域的濺落回收、飛機水域迫降助浮、水下結構的布放和提升等)經常使用各種浮囊,這些浮囊為適應水域自然環境和力學要求,需要在短時間內在相應水域順利充氣展開成形,展開之后的浮囊能夠為載荷提供浮力,使載荷在水面漂浮并維持一定時間,這一特性使浮囊技術廣泛用于水面和水下的回收和打撈。浮囊在航天器穩降著水前充氣,在著水的瞬間,通過囊體內氣體的壓縮變形衰減航天器的機械能,降低著水過程的過載對航天器結構進行有效保護,保證航天器的無損回收,達到重復使用的目的。浮囊的材料是保證系統性能的主要因素之一,需滿足質量小、拉伸強度高、撕裂強度高、低透氣性、低溫適應性、耐高溫等要求,還需具備良好的制造性能。
在返回式航天器浮囊制造方面[1-3],通常的浮囊制造技術包括裁剪、拼接、成形和氣密技術,其中成形工藝一般包括高溫熔接、膠接和縫合。典型的應用有美國“獵戶座”飛船實體艙(圖1(a))試驗、美國“雙子座4號”飛船(圖1(b))海上回收、返回式衛星傘頂浮囊等,這些浮囊主要采用高壓粘接工藝制造,完成一次涂膠工序需平整放入真空高壓罐中持續加壓不少于24h,對整體的制造場地及設備要求比較高。我國的新一代載人飛船采用了群傘減速及氣囊壓縮衰減飛船的機械能的回收方式,整體的成形工藝為縫紉[1],根據不同的連接部位,采用多種縫紉形式來滿足制造要求,大大的增加了制造工藝的復雜性。
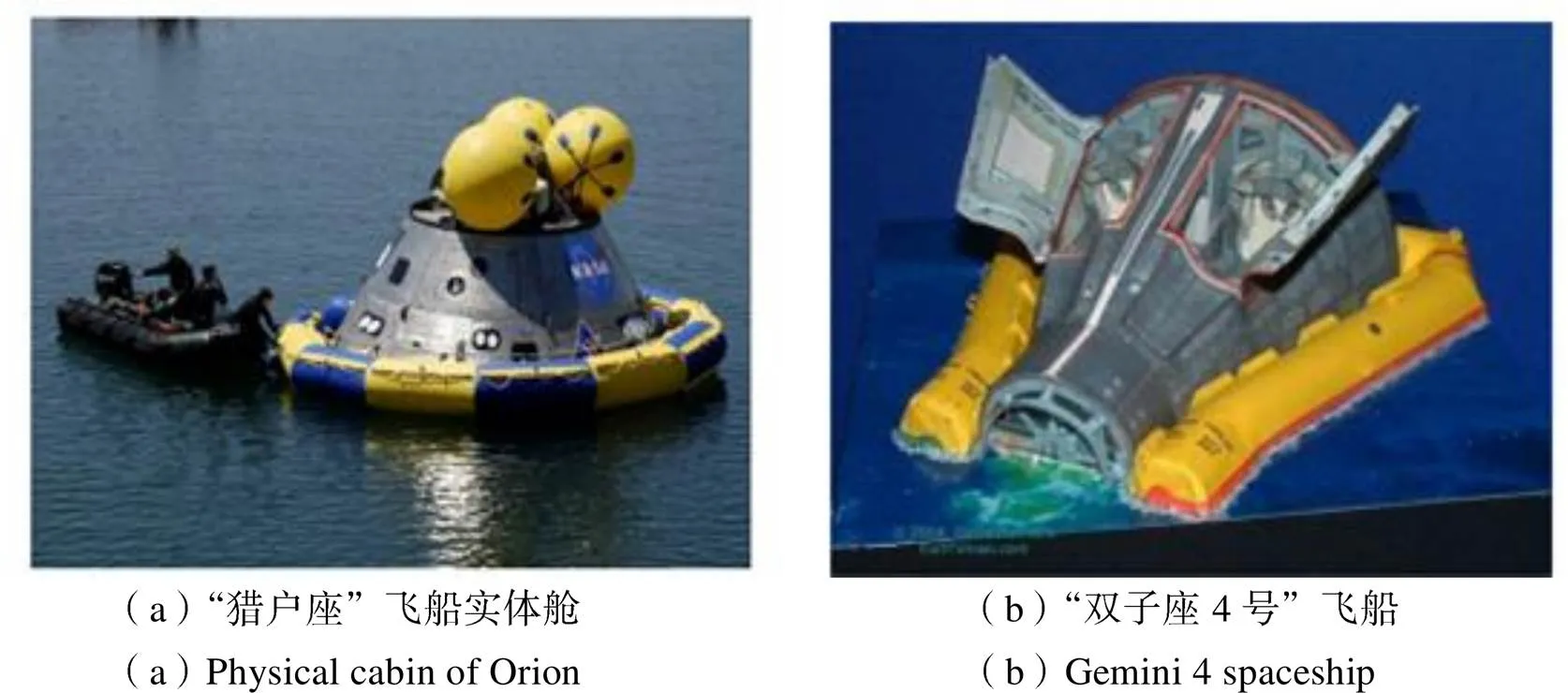
圖1 返回式航天器水域回收用浮囊
Fig 1. Buoyancy capsule for water recovery of recoverable spacecraft
在航天器回收系統應用中,返回式航天器浮囊樣機采用周向式設計,浮囊充氣展開后,6個相同體積的囊體沿周向環繞在航天器四周,為返回式航天器提供浮力。浮囊布局如圖2所示。

圖2 浮囊原理樣機模型示意
目前針對浮囊的生產制造進行了諸多的研究,返回式航天器水域回收用浮囊的具體加工工藝研究還缺乏全過程的論述,本文圍繞返回式航天器水域回收用浮囊成形技術開展分析研究。通過材料力學性能試驗以得到力學分析所需的材料參數,系統介紹成形拼接的施工工藝過程,對用于制造氣囊的高溫熔接拼接工藝的三種形式(板式、帶式和脈沖式)進行比對分析,制作拼接樣條進行試驗,并確定工藝參數;為保證宇航產品外形的高精度要求,采用中心輻射式裁剪線布置進行裁片設計,以解決返回式航天器水域回收用浮囊成形后形狀偏移的技術難題;通過氣密性試驗、非破壞耐壓研究及水中靜浮力模擬試驗等對浮囊進行性能驗證。
1 浮囊材料面性能驗證
返回式航天器浮囊球皮采用FL-131聚氨酯膠布,材料特性為比強度高、低密度、高抗撕裂性、低透氦率和較低的蠕變性。為了驗證FL-131聚氨酯膠布材料的物理性能,需要進行多項材料試驗,因其他試驗對制造工藝無影響本章節只敘述強度–拉伸試驗。
1.1 試驗樣條取樣
機織物復合材料通常都是成固定幅寬的整卷成品,為了保證樣條具有代表性,避開褶皺和疵點,應按照圖3進行取樣,樣條剪取時應保證樣條的長度邊緣與相應方向的紗線平行。
1.2 樣條尺寸
樣條按照圖4所示制作,規格為長(850±5)mm、寬(25±0.5)mm的矩形條,樣條中間的標距長度為(300±2)mm,其余部分為加持區,試驗時加持區全域纏繞在夾具上。
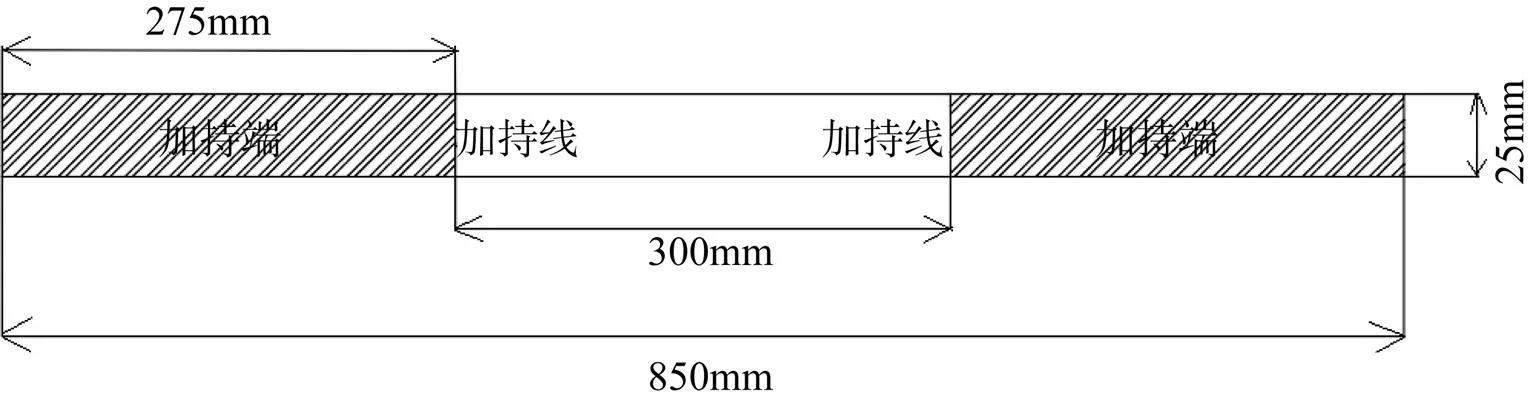
圖4 試驗樣條尺寸
1.3 試驗方法
采用英斯特朗拉力試驗機進行靜態拉伸試驗,環境溫度范圍18~28℃之間,相對濕度范圍為36%~64%;試驗設備機的同軸線夾具間的距離調整為300mm,在夾具上、下牙口處安裝好樣條,使樣條的中心線與夾持面的中心線重合,最大限度的保證拉力中心線與樣條的中心線同軸;采用預張力夾持,設定膜材樣條的預張力值為10N;試驗同軸反向運動夾頭的勻速運動速率設定為350mm/min,拉伸試樣至斷裂。
1.4 試驗結果
根據表1所示試驗數據,材料徑向強度值略優于緯向,兩個方向數據值的離散性趨于平穩,斷裂位置均為樣條中間試驗區域,故可判定材料的數據值有效可用。
表1 FL-131聚氨酯膠布材料拉伸試驗數據
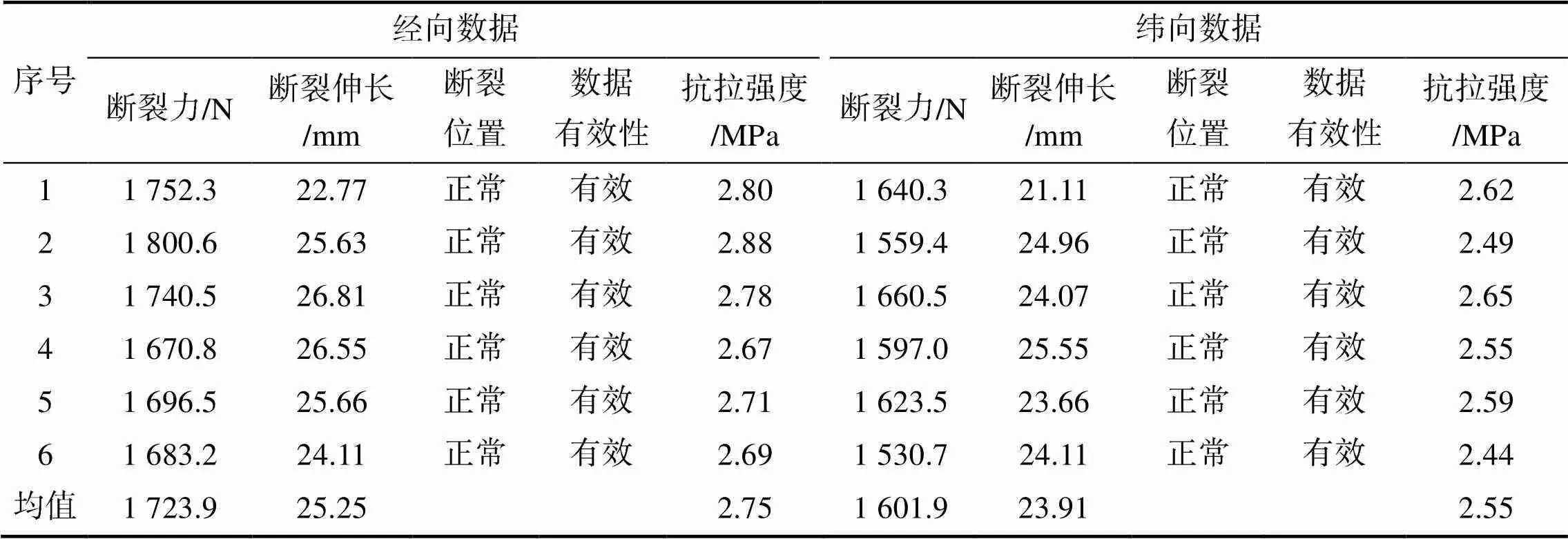
Tab.1 Data of longitudinal tensile test of FL-131 polyurethane adhesive material
2 浮囊材料成形拼接工藝
浮囊材料的成形拼接是返回式航天器水域回收浮囊加工的關鍵工序,也是最為重要的一步,直接影響產品加工品質。囊體拼接工藝主要有縫紉、膠粘及高溫熔接等,根據囊體結構和材料不同,選擇不同的拼接工藝,其中縫紉對囊體損傷比較大,大部分縫紉拼接工藝件強度遠遠低于材料自身的強度,而膠粘拼接工藝工序復雜,對囊體加工環境有著特殊的要求,因此最常用的拼接工藝為高溫熔接。高溫熔接拼接技術主要分為板式高溫熔接技術、帶式高溫熔接技術和脈沖式高溫熔接技術。目前,返回式航天器水域回收浮囊的拼接方式以高溫熔接技術為主。
2.1 成形拼接工藝和設備比對
返回式航天器浮囊的成形拼接,尤其是囊瓣之間拼接的成功可靠與否,關鍵在于操作工藝參數的設置和工藝方法,工藝參數不明確或工藝方法控制不好,極易造成囊體表面不可修復的損傷。FL-131聚氨酯膠布材料高溫熔接技術是拼接工藝的基礎,其適應性是試件制造的重要影響因素[7-15]。高溫熔接過程中通過不斷調試設備工作參數,進行樣條加工和樣條節點強度試驗驗證,以確定FL-131聚氨酯膠布的最佳熔焊溫度、熔接導熱工裝的工作寬度范圍以及高溫熔接設備的電壓、電流、頻率、工作時間等指標,進而改進和完善FL-131聚氨酯膠布材料的高溫熔接工藝,使應用高溫熔接技術加工的樣條達到返回式航天器水域回收浮囊的耐壓性要求。
(1)板式高溫熔接技術
板式高溫熔接技術有封合速度快的優勢,其熔接方式如圖5所示。該技術的工作原理是將加熱板加熱到一定溫度使其能夠將疊合的材料融為一體,因拼接形式的不同,加熱板不一定是簡單的平板,也可以是復雜的表面。板式高溫熔接技術的優點在于沿著拼接縫長度方向加熱均勻,拼接縫強度穩定,但是當薄膜拼接縫的長度超過加熱板的長度時,需要移動薄膜后再進行作業,無法實現操作的可持續性。
(2)帶式高溫熔接技術
帶式高溫熔接焊是將疊合的兩層材料夾在一對回轉的金屬帶中,從兩側加熱和冷卻(見圖6)。即使是容易熱變形的薄膜也能連續高溫熔接,保證薄膜的順利的送進,但薄膜的拼接縫強度遠不如板式高溫熔接。
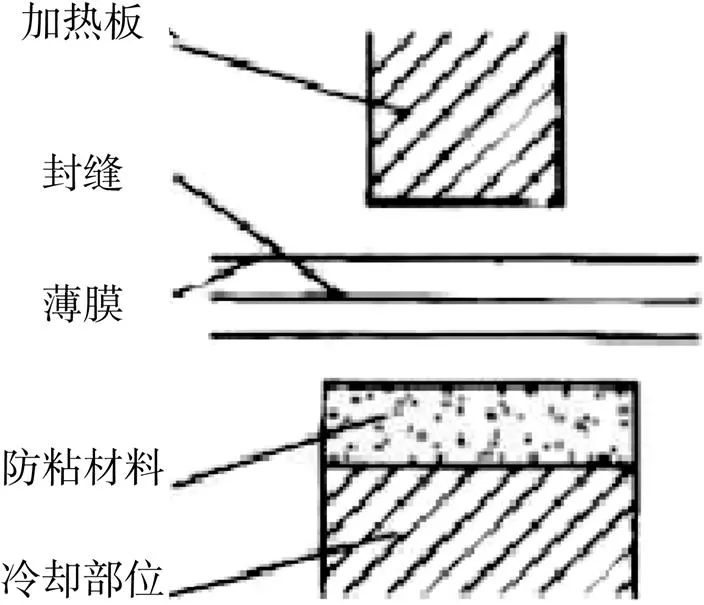
圖5 板式高溫熔接示意
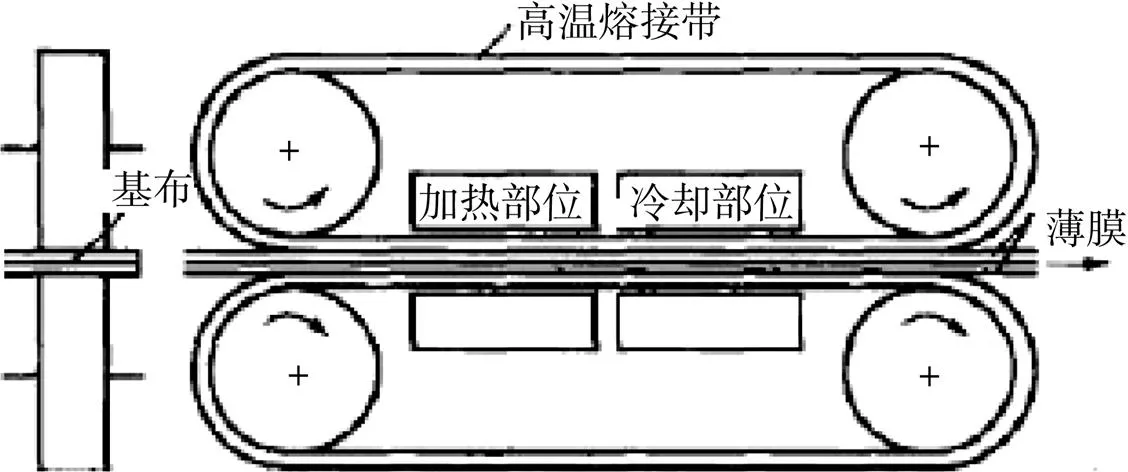
圖6 帶式高溫熔接
(3)脈沖式高溫熔接技術
脈沖式高溫熔接技術適用于易熱變形、易受熱分解的柔性非金屬材料,所得的熔接拼縫穩定性較高。熔接時首先將壓板連同鎳鉻合金扁電熱絲與工作臺上的耐熱橡膠墊同時施壓,并平整壓緊薄膜材料,瞬時的脈沖電流隨即進行加熱,然后再用冷空氣或者冷卻水強制拼縫冷卻,最后打開壓板完成高溫熔接。熔接方式見圖7。
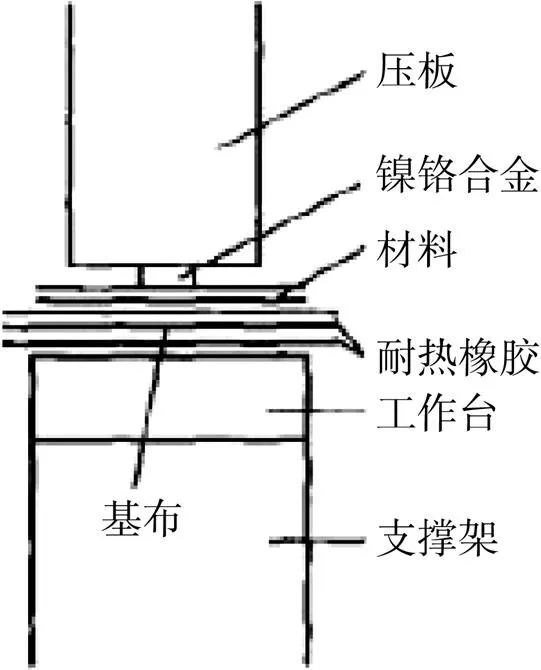
圖7 脈沖式高溫熔接
返回式航天器水域回收用浮囊材料為雙面涂覆耐大溫差薄膜的織物材料,此類浮囊容積大,外形復雜,對強度和氣密性要求高。在整個制造過程中,高溫熔接的壓力不僅要使涂層互相壓實,還需要將一部分的涂層進一步壓入織物結構,使成形后的拼接縫強度更趨近材料本身的強度。上述帶式高溫熔接技術和脈沖式高溫熔接技術難以使該種材料表面牢固貼合,針對這一特點,認為板式高溫熔接技術比較適合返回式航天器浮囊的加工,下文關于拼接工藝的論述均是基于板式高溫熔接技術的加工工藝。
2.2 成形拼接工藝要點
高溫熔接技術屬于一種運用熱、力相互耦合作用的成形制造技術,影響成形強度的主要因素包括:材料表面品質、裁片外形結構、高溫熔接機功率控制、高溫熔接時間和加壓力的大小。本文將通過樣條加工—試驗的方法,迭代篩選工藝參數。高溫熔接功率較低時FL-131聚氨酯膠布拼接不牢固,高溫熔接功率較高時FL-131聚氨酯膠布高溫熔接面因高溫過度而發生損傷,材料與工裝接觸面易發生碳化反應,功率數值過大易擊穿材料表面。樣條加工前需不斷調解高溫熔接機器的輸出參數,使功率、電流頻率、熔接時間、壓力等多重參數值達到最佳平衡狀態。
2.3 成形拼接工藝
返回式航天器水域回收用浮囊的拼接處作為整體結構強度的關鍵部位,是主要的應力集中位置,且并不具有幾何連續性,當囊體內部受到高速氣體充壓時,拼接處必須能在低溫條件下承受40kPa壓差。FL-131聚氨酯膠布的高溫熔接拼接結構設計包括拼接形式的選擇和拼接長度的確定。拼接形式主要有斜紋拼接、對向拼接、平紋拼接。為了驗證返回式航天器浮囊高溫熔接質量,對FL-131聚氨酯膠布材料高溫熔接樣條進行拉力試驗。在浮囊的高溫熔接加工過程中,熔接形式為兩層FL-131聚氨酯膠布材料直接高溫熔接,如圖8所示;試驗儀器仍選用英斯特朗拉力試驗機,試驗環境與試驗方法均與材料力學性能試驗一致,記錄高溫熔接后試件最大斷裂力值和抗拉強度,結果見表2。
高溫熔接工藝樣條加工流程主要包括:1)機器檢查。使用前檢查高溫熔接設備電器系統是否正常,檢查工作臺的絕緣狀態及各種開關檔位狀態。2)機器預熱。調整多重設備輸出參數值,依次對非正式用材料進行高溫熔接操作,并對設備工裝進行調試,確定完設備參數后進行空載震蕩試驗。3)高溫熔接樣條。加工工藝參數為:高溫熔接機功率9 000W、高溫熔接時間5~6s、加壓力200N,高溫熔接后,靜置3~5s冷卻固化。
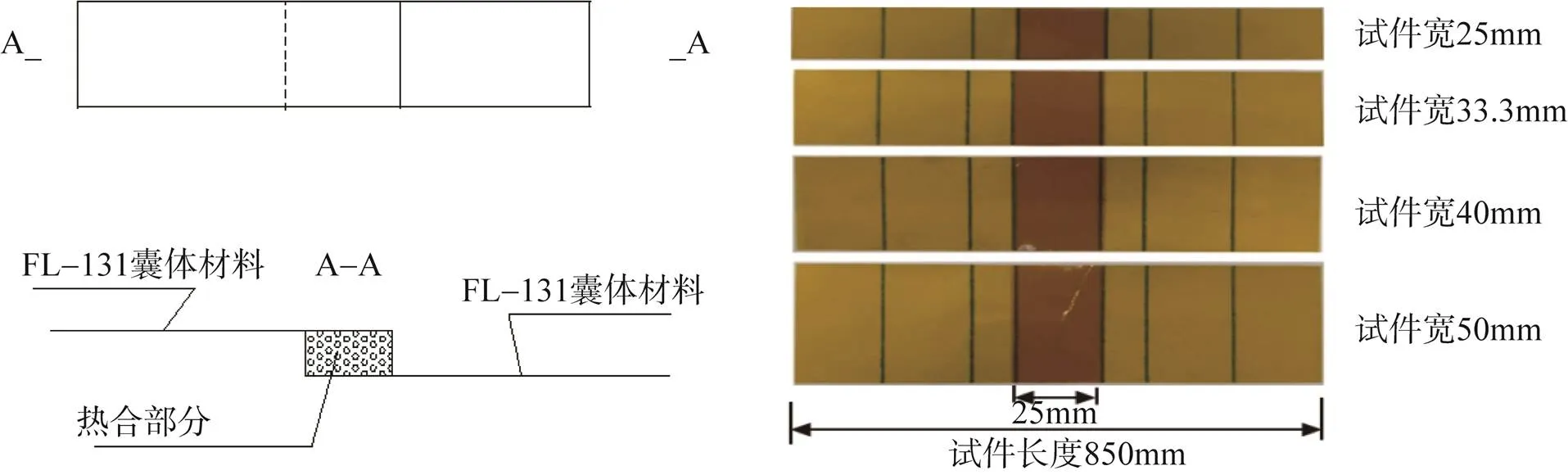
圖8 FL-131高溫熔接形式
表2 高溫熔接拼接試驗數據

Tab.2 High temperature fusion splicing test data
由圖9所示可以發現,浮囊材料的高溫熔接拼接樣條斷裂位置均未出現在拼縫處,拼接效果良好。表2中抗拉強度整體數據變化較為平穩,平均抗拉強度為2.56MPa,與表1結果對比差異性很小。綜上所述,拼接部位的強度滿足浮囊的制造要求,說明高溫熔接拼接方式可靠有效。
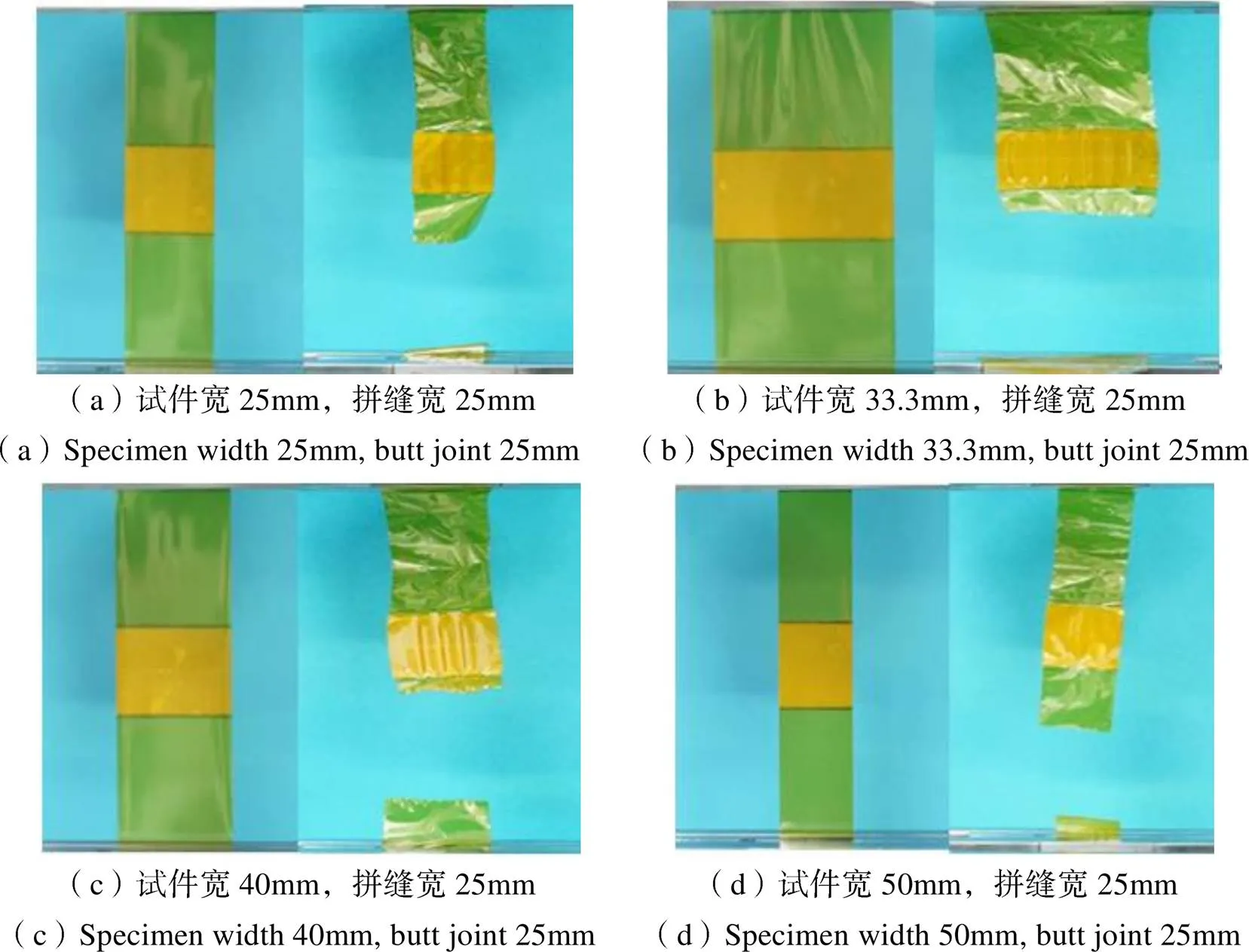
圖9 FL-131試驗效果
3 裁片制作
考慮到浮囊瓣的加工誤差,需要保證待高溫熔接的裁片在模具上定位準確,以保證高溫熔接后拼縫處不產生褶皺。由于不能完全避免裁剪時的加工誤差,裁片邊緣與理論分析得到的形狀始終存在隨機誤差,高溫熔接技術囊瓣裁片的先后順序不應沿著一個方向順序進行裁剪,這樣會將隨機誤差積累到最后一個拼接縫從而形成非常大的積累誤差,為了使加工誤差能夠平均分配到各個高溫熔接焊縫,首先采用兩兩裁片拼縫焊接,然后再插空完成剩余拼縫的高溫熔接[23]。
浮囊球形曲面可延母線剪開形成一個不規則的平面;進行裁剪加工時需要將曲面裁片展開分析,通過計算求解得到裁片平面的下料形狀,提高裁片下料形狀的精確性有利于控制制造誤差并提高曲面的制造精度。
考慮到整體材料需均勻受力的情況,裁片平面應具有對稱性,在這里引用一種彈簧–質點方法求解球體囊瓣裁片的下料形狀。并采用中心輻射式布置裁剪線使各個裁片都相同,故只需做一個曲面展開和剪裁設計,加工工藝簡單。
該方法將曲面上的節點視為等效質點,等效質點形成的三角膜單元的剛度等效為三邊的彈簧;選取任意平面作為曲面“彈簧–質點系統”的投射面,此時彈簧因為投射過程中質點間距離變化受到壓縮或者拉伸,自身產生應力,其中單元面應力等效為彈簧應力,即
式中為三角形單元的體積;為幾何協調矩陣;為材料彈性矩陣;為應力向量;為等效彈簧伸長向量。整個系統用拉格朗日運動方程表述,并運用歐拉公式進行求解,通過多次迭代計算更新坐標、向量和各彈簧應力,直至彈簧拉伸或壓縮的變形小于給定安全值。則整個系統自身應力完全釋放而質點不再運動,此時的位置為曲面展開平面的質點位置。這一方法適應于曲面的平面展開,對于小曲率曲面的展開計算,精度有更好的保證。
采用中心輻射式裁剪線布置得到的裁片,展開后的平面形狀如圖10所示。裁片形狀以中心點向外輻射,因此各裁片在拼接時均匯聚到中心點,如果考慮到拼接縫寬度的影響,所有搭接縫的交匯重疊會增加該處的硬度,不利于整體球面的應力分布。針對該缺陷,本文提出一種解決方案,即以中心點為圓心取一定半徑的圓作為中心部位的一個裁片。這一設計有效避免了中心點多層匯聚問題,對型面的精度和整體應力分布有較好的改進。裁片裁剪模具形狀如圖11所示。
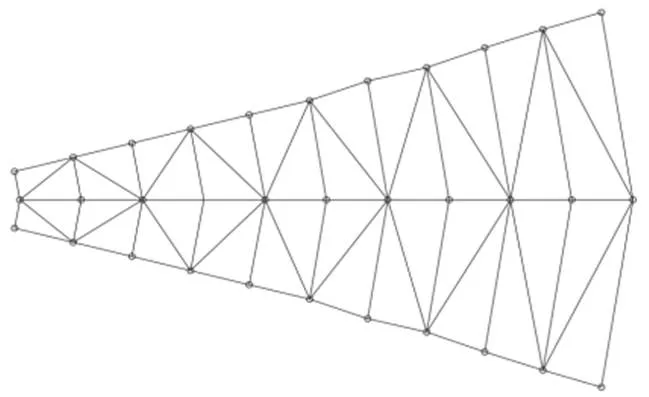
圖10 中心輻射式裁片展開示意
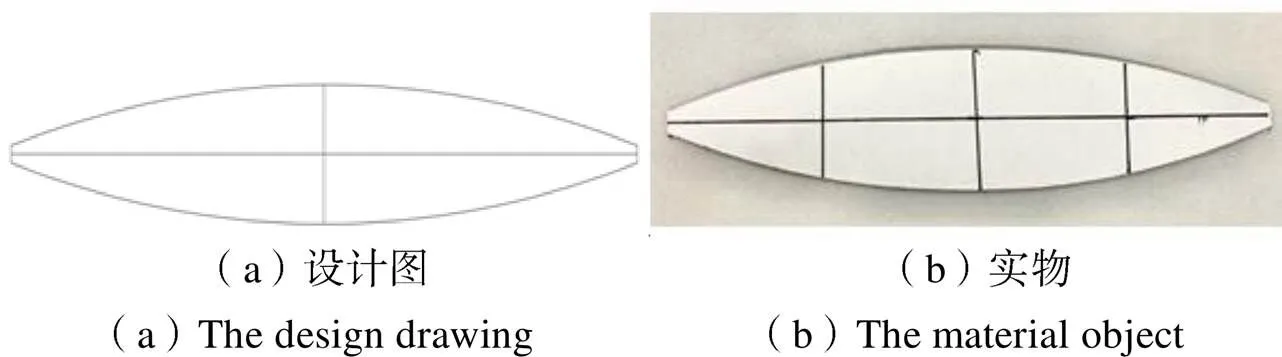
圖11 球面裁剪模具
針對返回式航天器浮囊,具體的裁剪工藝流程包括:1)球形面橄欖形裁片劃線;2)球形面橄欖形裁片裁剪;3)球形面中心圓形裁片劃線;4)球形面中心圓形裁片裁剪。
4 返回式航天器浮囊性能驗證
為了驗證高溫熔接的(寬度25mm)拼接構型的可靠有效,以及應用到返回式航天器浮囊制造的可行性,本文對已研制的返回式航天器浮囊進行氣密性和耐壓性研究。
4.1 浮囊氣密性驗證
返回式航天器浮囊正常工作的情況下,浮力損失主要受囊體氣密性的影響。浮囊整體氣密性取決于材料的透氣性和拼縫透氣性,用透氦檢測儀測得[22]囊體材料的透氣率約為5L/m2(1大氣壓下,24h內),按浮囊表面積3.14m2、壓差60kPa、浮囊體積0.52m3計算,3h的氣體泄漏為2.826L,此時體積損失為0.2%,該體積損失即為其浮力損失。當然,實際的囊體浮力損失值與計算值存在一定偏差,這需要對返回式航天器浮囊的氣密損失值進行實際測量。
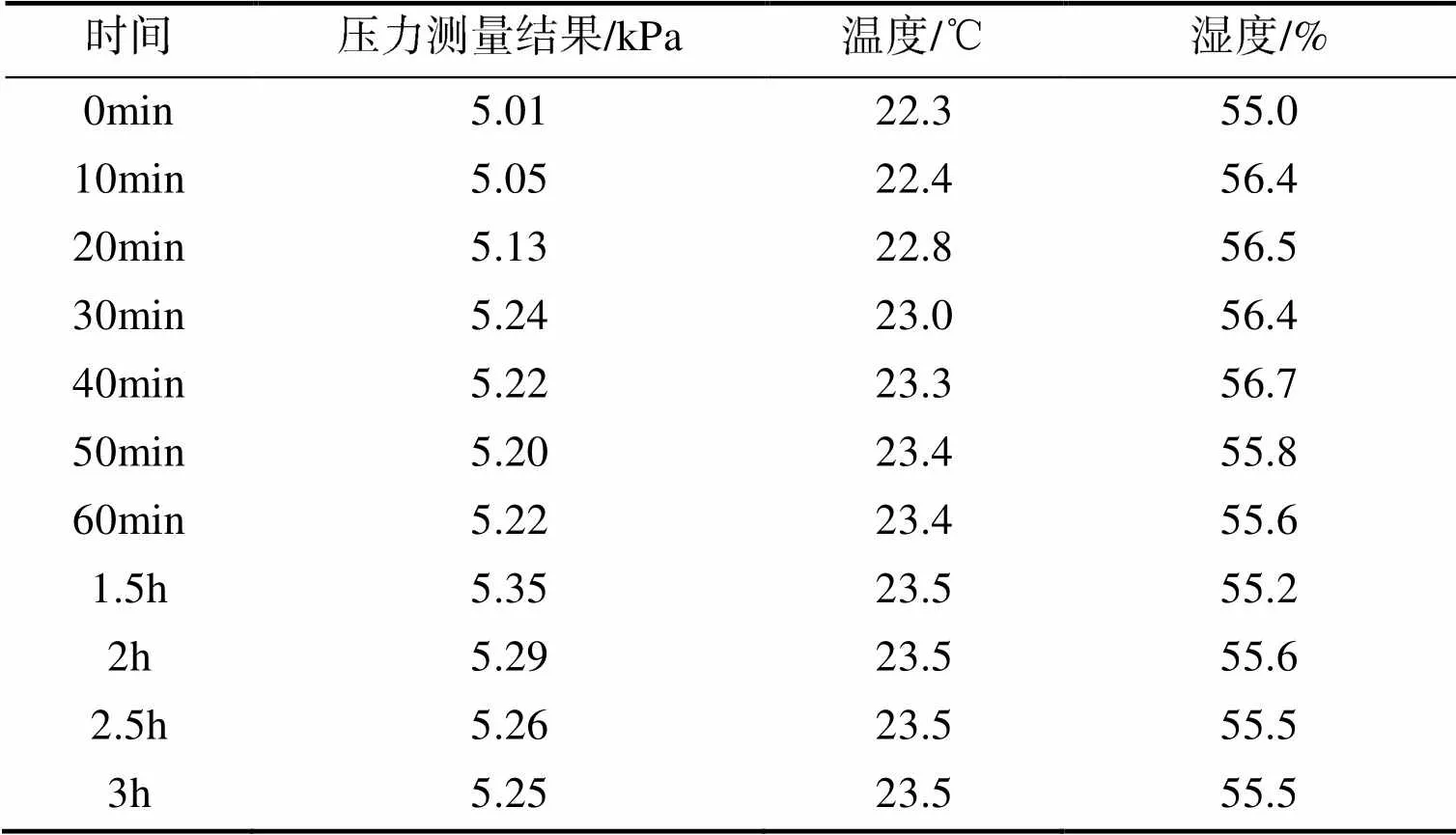
研究對象為直徑1 000mm的浮囊,利用高壓氣源對其進行充氣試驗。氣密試驗系統組成如圖12所示,主要試驗儀器有氣瓶、壓力傳感器、過濾器和電磁閥等。當浮囊充壓至(5±1)kPa時停止充壓,穩定0.5h后測試浮囊壓力和溫、濕度。充氣停止后,切斷氣源,排盡充氣管路中的剩余氣體,將囊體保持時間設定為3h,前1h每10min記錄一次壓力及溫濕度數據,后2h每30min記錄一次數據,測試結果如表3所示。

圖12 試驗系統構成
表3 浮囊地面充氣耐壓試驗數據表
Tab.3 Data table of surface inflatable pressure test of floating capsule
如表3數據記錄所示,初始的壓力和溫度分別為5.01kPa(表壓)、22.3℃;3h后的壓力和溫度分別為5.25kPa、23.5℃。只考慮溫度?壓力補償0.4kPa,壓降為5.01?5.25+0.4=0.16kPa,則漏氣率為0.16kPa/ 100kPa=0.16%,此值可作為浮力損失值,實際測試值小于理論計算值,氣密性可以滿足要求。
4.2 浮囊耐壓性驗證
為了驗證該種返回式航天器浮囊制造成形技術的有效性,對直徑為1m的浮囊進行了非破壞耐壓試驗。
給浮囊充壓1kPa,測量其周長,每升壓1kPa記錄一次浮囊球面子午線的周長和狀態,隨著浮囊壓力增大,外觀逐漸“南瓜化”,不同壓力下的浮囊外觀如圖13所示。可以看出,在8kPa和15kPa壓力下浮囊外觀可見明顯膨脹,外部限位帶由松弛變為緊繃;壓力到40kPa時,限位帶完全繃貼在浮囊外面,40kPa下的浮囊表面形變率為11.2%,未爆破。
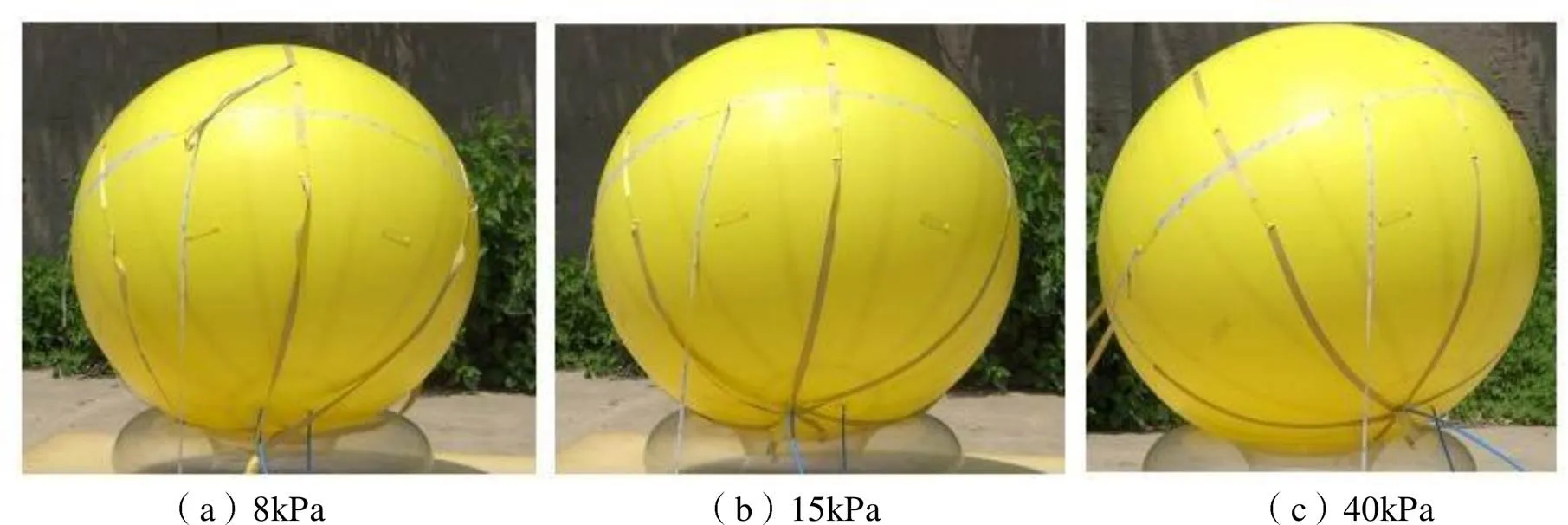
圖13 不同壓力下浮囊外觀
4.3 浮囊地面充氣展開試驗
為了驗證水域回收用航天器浮囊在艙內是否能順利展開,本文進行了浮囊地面出艙充氣展開試驗。試驗采用高壓氣瓶作為展開動力源。
受航天器整體金屬艙結構限制,儲存浮囊的艙體開口面積小、進深大,需要頂部拉斷銷釘,浮囊出艙前在艙內即形成較大壓力,使浮囊與艙體壁之間產生較大摩擦力,不利于浮囊充氣展開,對浮囊出艙工作過程有一定影響。
為減少浮囊出艙阻力,浮囊應從進氣閥端向頂端按“V”型進行折疊,依次包裝到安裝結構艙體內,如圖14所示。這樣在充氣出艙時,浮囊可以按順序從頂端依次出艙,從而有效減少浮囊的出艙阻力。
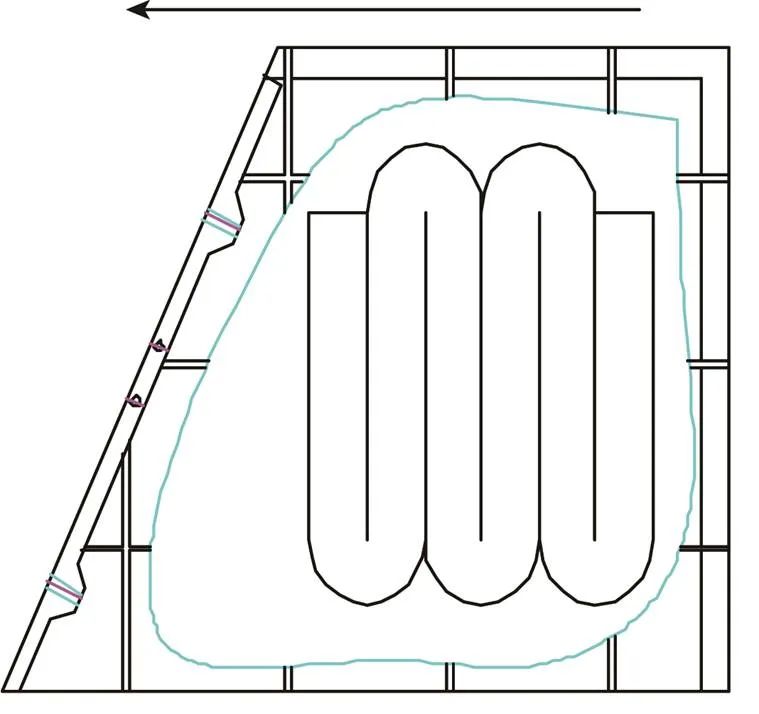
圖14 浮囊艙內折疊示意
從通氣瞬間開始進行了浮囊出艙的動態拍攝,圖15所示為水域回收用航天器浮囊出艙不同時刻的順序展開狀態。整個試驗過程囊體無破損,狀態保持至少3h無漏氣現象,展開順暢。重復多次充氣展開試驗過程,均可以達到試驗效果。

圖15 浮囊出艙展開試驗情況
5 結束語
本文以研制的一種水域回收用航天器浮囊樣機為研究對象,通過對FL-131聚氨酯膠布材料的性能指標進行分析研究,結果表明該材料的經緯向抗拉強度值最低為2.55MPa,可作為浮囊制造的主體材料。經分析比較,拼接成形設備選用高頻板式高溫熔接設備,用該設備制作的25mm寬結構樣條其抗拉強度達到2.49MPa,成形后強度略高于原材料,說明高溫熔接拼接形式可靠有效,強度滿足浮囊的制造要求。此外,為使浮囊整體表面各處受力均勻,運用中心輻射式布置裁剪線設計浮囊裁片樣板,按照該樣板裁剪材料,制作成形后的浮囊在內壓8kPa狀態下,表面無褶皺,整體效果佳;浮囊的浮力損失為0.16%,浮囊內部可承受不小于40kPa的工作壓力。該航天器浮囊在地面試驗中實現了順利出艙并穩定展開,浮囊整體無破壞、無漏氣,驗證了制造技術的可行性。
[1] 高世陽, 原曉城. 一種模壓法制備大型耐老化海上浮力氣囊制作技術和應用[J]. 橡塑資源利用, 2019(3): 1-6.
GAO Shiyang, YUAN Xiaocheng. The Invention Relates to a Large Aging Resistant Marine Buoyancy Air Bag Prepared by Molding Method[J]. Rubber & Plastics Resources Utilization, 2019(3): 1-6. (in Chinese)
[2] HEDGEPETH J M, ADAMS L R. Design Concepts for Large Reflector Antenna Structures: NASA-CR-3663[R]. 1983.
[3] JONES D S. Executive Summary of Propulsion on the Orion abort Flight-test Vehicles: NASA/TM-2012-216049[R]. 2012.
[4] 陳沁. 棉混紡織物熱性能分析及有機磷阻燃體系的固著和阻燃性能[D]. 上海: 東華大學, 2016.
CHEN Qin. Thermal Performance Analysis of Cotton Blended Fabric and Fixing and Flame Retardant Performance of Organic Phosphorus Flame Retardant System[D]. Shanghai: Donghua University, 2016. (in Chinese)
[5] 焦書科, 齊潤通, 馬東柱. 氯丁橡膠[M]. 北京: 中國石化出版社, 2016.
JIAO Shuke, QI Runtong, MA Dongzhu. Neoprene[M]. Beijing: China Petrochemical Press, 2016. (in Chinese)
[6] 張馨, 烏仁其木格, 李林英. 不同種類填料對氯丁橡膠性能的影響[J]. 彈性體, 2016, 26(6): 56-59.
ZHANG Xin, WURENQIMUGE, LI Linying. Effect of Different Kinds of Fillers on the Property of Neoprene[J]. China Elastomerics, 2016, 26(6): 56-59. (in Chinese)
[7] 于偉東. 紡織材料學[M]. 北京: 中國紡織出版社, 2006.
YU Weidong. Textile Materials[M]. Beijing: China Textile & Appare Press, 2006. (in Chinese)
[8] 許林成. 包裝機械原理與設計[J]. 上海: 上海科技出版社, 1998.
XU Lincheng. Principle and Design of Packaging Machinery[M]. Shanghai: Shanghai Science and Technology Press, 1988. (in Chinese)
[9] 李博, 竺梅芳, 牛國永, 等. 骨架充氣壓力對自充式氣囊緩沖性能影響研究[J]. 航天返回遙感, 2019, 40(2): 43-49.
LI Bo, ZHU Meifang, NIU Gouyong, et al. Research of the Influence of Inflatable Frame Pressure on Ambient Inflated Airbag Cushioning Porformance[J]. Spacecraft Recovery & Remote Sensing, 2019, 40(2): 43-49. (in Chinese)
[10] LIU S, ZHU R S, ZHANG J K, et al. Experiment on Helium Permeability of Aerostat Aging Envelope Material[J]. Equipment Environmental Engineering, 2018, 15(7): 25-28.
[11] 馮利軍. 獲得塑料薄膜最佳熱合條件的研究探討[J]. 綠色包裝, 2017(1): 33-36.
FENG Lijun. Study on the Optimal Conditions of the Heat Gain of Plastic Film[J]. Green Packaging, 2017(1): 33-36. (in Chinese)
[12] 王維相, 翁亞棟. 國外系留氣球和飛艇的應用和發展[J]. 橡膠科技市場, 2007, 5(3): 10-14.
WANG Weixiang, WENG Yadong. Application and Development of Tethered Balloons and Airships Abroad[J]. Rubber Technology Market, 2007, 5(3): 10-14. (in Chinese)
[13] 李衍田. 集聚紡用色紡膠輥技術探討[J]. 紡織器材, 2020, 47(2): 32-34.
LI Yantian. Discussion on the Technology of Colored Spinning Rubber Roller for Cluster Spinning[J]. Textile Equipment, 2020, 47(2): 32-34. (in Chinese)
[14] 錢利鋒. 巧疊結構的設計、分析與實驗[D]. 杭州: 浙江大學, 2011.
QIAN Lifeng. Design, Analysis and Experiment of Cleverly Stacked Structure[D]. Hangzhou: Zhejiang University, 2011. (in Chinese)
[15] 關富玲, 錢利鋒. 新型陸基充氣巧天線力學分析與測試[J]. 浙江大學學報(工學版), 2012, 46(2): 257-262.
GUAN Fuling, QIAN Lifeng. Struclure Analysis and Test of an Inflatable Ground Antenna[J]. Journal of Zhejiang University(Engineering Science Edition), 2012, 46(2): 257-262. (in Chinese)
[16] GRUNDIG L, MONCRIEFF E. From Finding, Analysis and Patterning of Regular and Irregular-mesh Cable-net Structures[J]. Proceedings of International Association for shell and Spatial Symosium,1998(2): 856-865.
[17] KIM J, LEE J. A New Chnique for Optimum Cutting Pattern Generation of Membrance Sstructures[J]. Engineering Structures, 2002, 24(2): 745-756.
[18] 高樹義, 黃偉. 中國航天器回收著陸技術60年成就與展望[J]. 航天返回與遙感, 2018, 39(4): 70-78.
GAO Shuyi, HUANG Wei. Achievements and Prospects of China's Spacecraft Recovery and Landing Technology in 60 Years[J]. Spacecraft Recovery & Remote Sensing, 2018, 39(4): 70-78. (in Chinese)
[19] 姚曉平, 徐彥. 離散微分幾何在膜結構設計中的運用[J]. 低溫建筑技術, 2006(5): 74-77.
YAO Xiaoping, XU Yan. Application of Discrete Differential Geometry in Membrane Structure Design[J]. Low Temperature Architecture Technology, 2006(5): 74-77. (in Chinese)
[20] 劉建忠, 徐彥, 關富玲. 張力膜結構裁剪設計方法[J]. 空間結構, 2007, 13(2): 32-37.
LIU Jianzhong, XU Yan, GUAN Fuling. Cutting Patten Design Method of Membrane Structures[J]. Spatial Structures, 2007, 13(2): 32-37. (in Chinese)
[21] 趙析, 關富玲, 王宏建, 等. 充氣天線制作及測試方法巧究[J]. 空間科學學報, 2011, 31(3): 384-389.
ZHAO Xin, GUAN Fuling, WANG Hongjian, et al. Ingenious Research on the Production and Testing Methods of Inflatable Antennas[J]. Chinese Journal of Space Science, 2011, 31(3): 384-389. (in Chinese)
[22] 劉帥, 朱仁勝, 張金奎, 等. 浮空器蒙皮材料老化后透氦率實驗研究[J]. 裝備環境工程, 2018, 15(7): 25-28.
LIU Shuai, ZHU Rensheng, ZHANG Jinkui, et al. Experiment on Helium Permeability of Aerostat Aging Envelope Material[J]. Equipment Environmental Engineering, 2018, 15(7): 25-28. (in Chinese)
[23] 黃河, 關富玲, 馮尚寐. 充氣球天線的設計與加工工藝[J]. 華南理工大學學報(自然科學版), 2014, 42(9): 96-101.
HUANG He, GUAN Fuling, FENG Shangmei. Design and Processing of Spherical Inflatable Antenna[J]. Journal of South China University of Technology (Natural Science Edition), 2014, 42(9): 96-101. (in Chinese)
[24] 廖航, 竺梅芳, 雷江利, 等. 大質量航天器氣囊著陸緩沖過程研究[J]. 航天返回與遙感, 2020, 41(1): 28-38.
LIAO Hang, ZHU Meifang, LEI Jiangli, et al. Airbag Landing Research of Massive Spacecraft[J]. Spacecraft Recovery & Remote Sensing, 2020, 41(1): 28-38. (in Chinese)
Floating Bag Manufacturing Technology for Returnable Spacecraft Recovery in Water
WANG Lei1,3ZHEN Duo1,2LIAO Hang1,2
(1 Beijing Institute of Space Mechanics & Electricity, Beijing 100094, China)(2 Laboratory of Aerospace Entry, Descent and Landing Technology, CASC, Beijing 100094, China)(3 Tianjin Institute of Aerospace Mechanical and Electrical Equipment, Tianjin 300450, China)
Combined with the requirements of the configuration and high strength performance of a certain returnable spacecraft buoyant for recovery in water, a manufacturing technology of spacecraft buoyant is focused on in this paper. Fl-131 polyurethane tape is used as the main material of the buoyant, and its minimum longitudinal and latitude tensile strength is 2.55MPa. The manufacturing engineering of high frequency plate high temperature welding is used to make multiple groups of flat splines (25mm wide) structure splines. The splicing form has tensile strength of 2.56MPa and can be used as the main splicing form in the manufacturing of the whole floating tank structure. By hub-and-spoke arrangement work piece cut out of the line design, charging - 8kPa, after forming the overall no fold, the overall effect is good, the bladder charging - 40kPa, the surface has not been damaged, and implement a slight loss of buoyancy, has good air tightness and pressure resistance. In the simulated conditions on the ground out of the capsule test. The results shows no damage and air leakage on the bag surface and the inflatable deployment process of floating bag is smooth and successful. The feasibility of this technology in the manufacture of buoyancy capsule for water recovery of the returnable spacecraft is verified.
recovery in water;molding technology of floating bag; recovery spacecraft
V455
A
1009-8518(2022)05-0059-11
10.3969/j.issn.1009-8518.2022.05.006
2021-12-30
王壘, 甄鐸, 廖航. 返回式航天器水域回收用浮囊制造技術[J]. 航天返回與遙感, 2022, 43(5): 59-69.
WANG Lei, ZHEN Duo, LIAO Hang. Floating Bag Manufacturing Technology for Returnable Spacecraft Recovery in Water[J]. Spacecraft Recovery & Remote Sensing, 2022, 43(5): 59-69. (in Chinese)
王壘,男,1992年生,2019年獲河北工程大學機械工程學院機械工程專業碩士學位,工程師。主要研究方向為航天器回收著陸系統降落傘與空間柔性展開結構機構技術。E-mail:wlwangletan@foxmail.com。
(編輯:夏淑密)
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52