基于PLC的口罩耳帶熔接控制系統設計
2022-11-11 09:35:34鄭芬吳泰行
電子測試 2022年19期
鄭芬,吳泰行
(武昌首義學院,湖北武昌,430064)
0 引言
在疫情反復的情勢之下,口罩如今已經成為個人日常基本防護用品之一了,可謂是隨處可見。公共場合、人群密集場所,戴好口罩已成為了大眾共識,我們戴起口罩,是對自己負責,更是對他人負責。經歷了新冠疫情,消費者防護意識比以往更強,選擇口罩比以往更為謹慎,對口罩的品質越來越重視[1]。口罩耳帶熔接作為影響口罩質量的主要因素,其重要性不言而喻[2]。在口罩耳帶的熔接過程中需要許多繁復的機械動作,融入PLC技術的電氣自動化控制系統,在運行效率上更高,在保證長久可靠運行的同時,可快速地完成熔接工藝[3]。
1 口罩耳帶熔接工藝流程
如圖1所示為耳帶熔接流程圖。當口罩本體進入輸送線上的口罩載具板時,傳感器檢測是否有口罩,再把信號傳遞給控制器,控制電機將口罩本體送到熔接位并計數,完成熔接后再被送出熔接位。
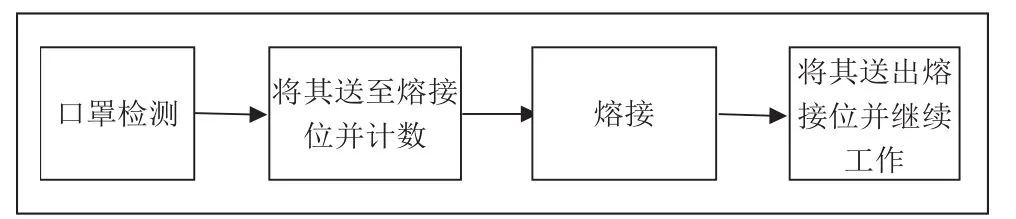
圖1 耳帶熔接流程圖
熔接動作主要通過控制電磁閥來驅動氣缸完成,這既是口罩耳帶熔接的工藝要求也是口罩耳帶熔接質量的重要保證。如圖2所示為熔接動作簡要流程圖。當口罩本體送到熔接位停下時,需要將線盤上的耳帶線拉取至口罩本體的熔接點上,然后將耳帶線剪斷,緊接著壓料的氣缸動作在固定口罩本體的同時將超聲波熔接器與熔接原料靠近,這樣就可以讓超聲波熔接器進行工作了。
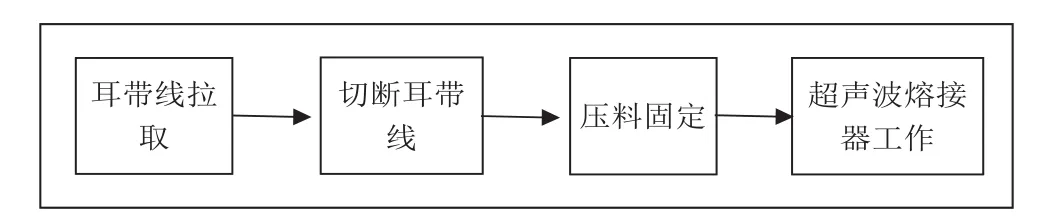
圖2 熔接動作簡要流程圖
2 口罩耳帶熔接控制系統結構分析
如圖3所示為耳帶熔接控制系統結構框圖。控制系統的控制器選用PLC,其輸入端主要是按鈕和傳感器。急停按鈕用于緊急情況下對控制系統的即時停機,光電傳感器用于檢測口罩本體,設計中采用輸出為開關量型號的傳感器,不需要外加其他擴展模塊。

圖3 耳帶熔接控制系統結構框圖
輸出端主要是驅動器、繼電器、電磁閥。通過PLC控制脈沖給驅動器,由驅動器控制電機停止和啟動。通過PLC控制繼電器的得電狀態來控制超聲波熔接器的動作,這樣可以很好地實現對熔接時間的把控,便于適應實際生產過程中的不同需求。同樣地,PLC控制電磁閥就能對氣缸的動作進行控制。
觸摸屏作為人機交互界面的載體,是主要來實現生產線實際情況下控制系統中的參數的設定、虛擬按鈕替代多個實體按鈕開關的功能以及實時顯示口罩生產數量等等。
3 口罩耳帶熔接控制系統設計
口罩耳帶熔接控制系統設計分為硬件設計、軟件設計和人機界面設計。硬件部分主要從系統的硬件選型適配性考慮,闡述了系統選用的具體硬件型號并分析采用該器件的原因。軟件設計部分從系統需完成的功能分析,采用模塊化編程。人機界面設計著重于實用性,設置了相應的界面[4]。
3.1 硬件設計
西門子S7-1200系列作為為中小型PLC的佼佼者,無論是硬件的配置還是軟件編程相對來說都具備很大的優勢[5-6]。S7-1200系列的PLC可以兼容很多設備,TIA Portal軟件可以全集成自動化的進行組態、編程和調試。本設計根據需求選擇量1214CDC/DC/DCPLC,該CPU內部可直接輸出高速的脈沖,不需外加擴展信號板。部分輸入輸出地址分如表1所示。考慮到觸摸屏與S7-1200配套,采用了西門子精簡系列面板KTP700 Basic PN機型,7英寸的屏幕,性價比也較高。

表1 部分輸入輸出地址分配表
光電傳感器選用的是歐姆龍的E3Z-D62型號傳感器,該傳感器電源電壓為12~24V,具有體積小的優勢,易于安裝在設備中。檢測距離可達1m,響應時間低至1ms,可以用來感應是否有口罩本體經過輸送線的載具盤。光電傳感器接線圖如圖4所示。

圖4 光電傳感器接線圖
電機作為系統中動力來源,將口罩本體精準的送至熔接位置并停下,需要頻繁啟動、停止,且可精準定位,所以選用了伺服電機[7]。本設計采用SIMOTICS S-1FL6系列伺服電機、西門子V90伺服驅動器,組成性能優化、易于使用的伺服驅動系統。該驅動器是SINAMIC經過多年沉淀研發出的產品,可以實現非連續運動的定位、調速等功能。
口罩耳帶熔接過程中許多動作需要不同的氣缸來完成,電磁閥的接線和氣缸的氣路合理設計是保證氣缸動作的關鍵。電磁閥選用正泰4V210-08 DC24V兩位五通常閉型,該型號電磁閥接線簡便,不需區分正負極,在接線時兩端可任意接PLC中的正負兩極電源。
3.2 軟件設計
口罩耳帶熔接控制系統運行方式有兩種,分別是自動和手動。自動運行時,控制系統可自動實現口罩本體的檢測、耳帶的熔接等各個機械動作,自動完成整個熔接的流程。手動運行時,根據現場實際情況或者在設備進行調試的時候,可以一步一步手動控制熔接過程。
如圖5所示為PLC控制主程序流程圖。整個程序是根據口罩耳帶熔接工藝流程進行設計編寫的,控制伺服電機采用了PLCopen運動控制指令來完成,簡化了編程過程中的設計。
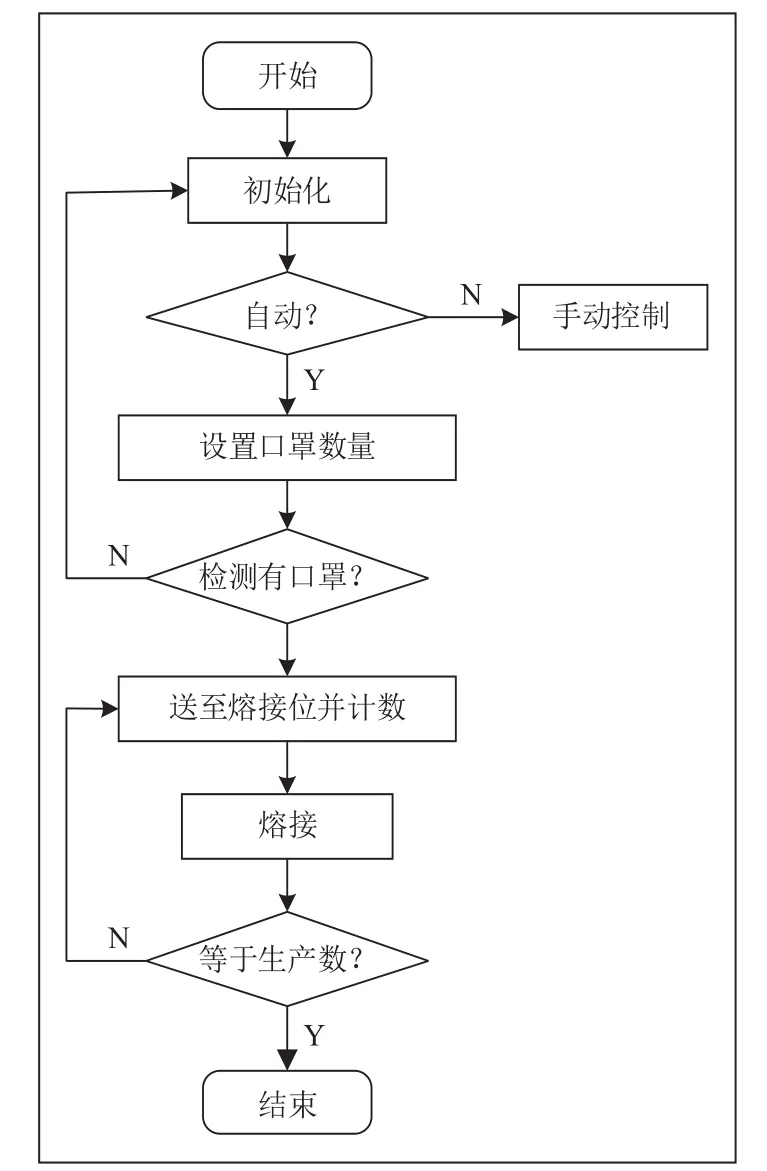
圖5 PLC控制主程序流程圖
3.3 人機界面設計
人機界面的開發可實現控制過程的可視化,減小操作人員的錯誤操作[8]。觸摸屏界面編輯使用的是集成于TIA博途中的WinCC軟件。本系統共設計了4個界面,包括啟動界面、自動熔接界面、手動熔接界面、設置界面。
啟動界面設計旨在提示操作人員系統已經啟動,給操作人員提供了準備時間,防止上電之后的誤觸造成事故的發生。上電之后進入啟界面,在設定的時間之后會自動切換到自動熔接界面,如圖6所示。
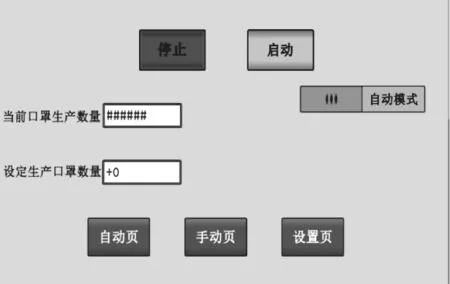
圖6 自動熔接界面
手動界面由多個熔接動作按鈕、手動模式/自動模式開關、返回按鈕和3個屏幕切換按鈕組成。設置界面如圖7所示,主要用于修改熔接動作的時間和伺服電機的速度和定位的位移來達到工業現場的生產要求,可以更好地契合控制系統靈活性的設計宗旨。

圖7 設置監界面
4 結論
本文分析介紹了口罩耳帶的熔接工藝要求,從硬件和軟件兩方面闡述了具體的實現方案,對PLC在控制系統中的工作原理進行了一定的闡釋,并簡述了觸摸屏操作界面的設計。系統設計采用西門子系列的觸摸屏作為上位機,S7-1200系列PLC作為下位機,使用TIA博途軟件進行硬件組態、程序編寫、調試和仿真。相較常規的口罩耳帶熔接系統,觸摸屏及PLC的應用優化了操作過程,同時增加了設備的靈活性和可調節性。
猜你喜歡
當代陜西(2020年13期)2020-08-24 08:22:02
藝術啟蒙(2018年7期)2018-08-23 09:14:18
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
制造技術與機床(2017年5期)2018-01-19 02:49:17
海峽姐妹(2017年7期)2017-07-31 19:08:17
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
Coco薇(2017年5期)2017-06-05 08:53:16
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
