發(fā)動(dòng)機(jī)穩(wěn)定器激光焊接工藝
2022-11-07 11:27:45張彥東,滕彬,陳永秋,徐富家,柳明
機(jī)械制造文摘·焊接分冊(cè) 2022年4期
張彥東, 滕彬, 陳永秋, 徐富家, 柳明

摘要: 穩(wěn)定器組件是發(fā)動(dòng)機(jī)的重要部件之一,成品是由若干個(gè)連接耳座焊接在環(huán)形曲面上(薄板高溫合金特種沖壓件),因其復(fù)雜的曲面形狀,以及環(huán)形件內(nèi)外都需要在相應(yīng)位置上進(jìn)行耳座焊接,使其組裝難度大,焊接質(zhì)量難保證,焊接變形難控制,目前主要采用手工組裝和手工氬弧焊進(jìn)行焊接。針對(duì)以上問(wèn)題和難點(diǎn),提出了用于發(fā)動(dòng)機(jī)穩(wěn)定器組件激光焊接的自動(dòng)工裝夾具及相應(yīng)自動(dòng)激光焊接工藝。通過(guò)試驗(yàn)驗(yàn)證,激光焊接工藝替代TIG工藝具有可行性,開(kāi)發(fā)的自動(dòng)化工裝夾具有助于實(shí)現(xiàn)穩(wěn)定器產(chǎn)品的自動(dòng)化焊接,操作簡(jiǎn)便,質(zhì)量穩(wěn)定可靠。
關(guān)鍵詞: 穩(wěn)定器; 激光焊; 自動(dòng)化焊接
中圖分類號(hào): TG 456.7
Laser welding process of engine stabilizer
Zhang Yandong1, Teng Bin1, Chen Yongqiu2, Xu Fujia1, Liu Ming1
(1. Harbin Welding Institute Limited Company, Harbin 150028, Heilongjiang, China;
2. Harbin University of Science and Technology, Harbin 150080, Heilongjiang, China)
Abstract: Stabilizer assembly is one of important components of engine. The finished product is that several connecting ear seats were welded on circular surface (special stamping parts of thin plate superalloy). Because of its complex surface shape, and ring parts inside and outside need to be welded on the corresponding position, which makes assembly difficult, welding quality difficult to guarantee and welding deformation difficult to control. At present, manual assembly and manual argon arc welding are mainly used. In view of the above problems and difficulties, automatic fixture for laser welding of engine stabilizer components and the corresponding automatic laser welding process were put forward. Through experimental verification, laser welding process was feasible to replace TIG process, and automatic fixture was developed to realize automatic welding of stabilizer products. The operation was simple and the quality was stable and reliable.
Key words:? stabilizer; laser welding; automatic welding
0前言
航空發(fā)動(dòng)機(jī)、燃?xì)廨啓C(jī)被譽(yù)為工業(yè)領(lǐng)域皇冠上的明珠,它們是高度復(fù)雜和精密的熱力機(jī)械,作為飛機(jī)和輪船的心臟,不僅是飛機(jī)飛行和輪船航行的動(dòng)力,也是促進(jìn)航空和船舶事業(yè)發(fā)展的重要推動(dòng)力[1-2]。發(fā)動(dòng)機(jī)穩(wěn)定器是維持火焰穩(wěn)定燃燒的重要部件[3]。為達(dá)到穩(wěn)定器在高溫環(huán)境下仍具有可靠的運(yùn)行狀態(tài),焊接接頭質(zhì)量對(duì)于穩(wěn)定器在高溫工作時(shí)的安全性和穩(wěn)定性等指標(biāo)起著決定性因素,而焊接工藝的穩(wěn)定可靠性是保障焊接接頭質(zhì)量的關(guān)鍵因素。
目前,穩(wěn)定器的焊接大多采用TIG焊接工藝,在焊接時(shí)容易產(chǎn)生大熱輸入導(dǎo)致的焊后變形問(wèn)題,由于穩(wěn)定器結(jié)構(gòu)復(fù)雜,一般采用人工方式完成,一定程度上穩(wěn)定器焊接的質(zhì)量取決于焊接操作人員的技術(shù)水平,而隨著技術(shù)的不斷進(jìn)步,自動(dòng)化水平大幅提升,激光焊接技術(shù)具有焊接速度快、熱影響區(qū)小、熔深大、變形小等特點(diǎn),因此焊接效率、可靠性、自動(dòng)化生產(chǎn)等方面優(yōu)勢(shì)明顯[4-5]。
針對(duì)穩(wěn)定器復(fù)雜結(jié)構(gòu),研制開(kāi)發(fā)自動(dòng)化焊接工裝,保證該穩(wěn)定器的自動(dòng)化激光焊接需求。在激光焊接工藝方面針對(duì)實(shí)際結(jié)構(gòu),優(yōu)化激光焊接工藝,從表面成形及熔透等方面分析激光焊接工藝可行性,并利用典型產(chǎn)品件對(duì)自動(dòng)化焊接工裝進(jìn)行實(shí)際工藝驗(yàn)證。
1產(chǎn)品介紹及自動(dòng)化工裝系統(tǒng)設(shè)計(jì)
1.1產(chǎn)品介紹
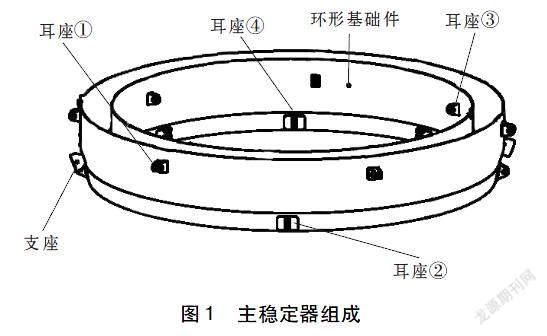
該型穩(wěn)定器是由4種耳座、1種支座與環(huán)形基礎(chǔ)件焊接組成,整體直徑750 mm,主體結(jié)構(gòu)厚度為3 mm,耳座和支座材料為GH536高溫合金,焊接結(jié)構(gòu)為角焊縫形式。其中4種耳座若干個(gè),平均分布在穩(wěn)定器內(nèi)圈和外圈,支座2件,位于穩(wěn)定器外圈,可見(jiàn)穩(wěn)定器總體結(jié)構(gòu)復(fù)雜,操作空間緊湊,對(duì)自動(dòng)化設(shè)計(jì)難度大,其結(jié)構(gòu)如圖1所示。
為了實(shí)現(xiàn)穩(wěn)定器的自動(dòng)化激光焊接,針對(duì)穩(wěn)定器的復(fù)雜結(jié)構(gòu),自動(dòng)化工裝系統(tǒng)的設(shè)計(jì)尤為重要,是保證自動(dòng)化激光焊接的核心技術(shù)。
1.2自動(dòng)化工裝系統(tǒng)設(shè)計(jì)
由于穩(wěn)定器結(jié)構(gòu)復(fù)雜,完全實(shí)現(xiàn)自動(dòng)化生產(chǎn)難度非常大,因此對(duì)工裝設(shè)計(jì)思路采用兩步法形式:①固定點(diǎn)焊系統(tǒng):采取人工和自動(dòng)相結(jié)合方式進(jìn)行,保證工件精準(zhǔn)定位,并進(jìn)行工件點(diǎn)焊固定。位置精度的保證是固定點(diǎn)焊系統(tǒng)的關(guān)鍵技術(shù)核心,同時(shí)也為后續(xù)激光自動(dòng)化焊接提供必要保證;②自動(dòng)焊接系統(tǒng):采取自動(dòng)夾緊、自動(dòng)焊接的設(shè)計(jì)思路,實(shí)現(xiàn)穩(wěn)定器的耳座和支座激光自動(dòng)化焊接。激光焊接工藝穩(wěn)定性、可靠性是保證穩(wěn)定器焊接質(zhì)量的核心環(huán)節(jié)。
1.2.1定位點(diǎn)焊系統(tǒng)設(shè)計(jì)
穩(wěn)定器點(diǎn)焊系統(tǒng)如圖2所示。主要由回轉(zhuǎn)工作臺(tái)和點(diǎn)焊夾具組成;點(diǎn)焊夾具主要由夾具體、高精度回轉(zhuǎn)支撐、工件基座、分度定位裝置、支座定位夾持裝置、耳座①定位夾持裝置、耳座②定位夾持裝置、耳座③定位夾持裝置、耳座④定位夾持裝置和定位壓緊上蓋等零部件組成。保證穩(wěn)定器耳座和支座的位置精度是定位點(diǎn)焊系統(tǒng)的關(guān)鍵,為滿足要求,整套工裝加工采用精密數(shù)控加工機(jī)床進(jìn)行加工制造,以保證焊接工裝的精度要求。
穩(wěn)定器點(diǎn)焊系統(tǒng)的工作原理如下:人工將定位壓緊上蓋將穩(wěn)定器工件與工件基座固定,將要焊接的耳座工件安裝到圖3所示的耳座定位夾持裝置上,由快卸銷定位夾緊后,推動(dòng)快速夾鉗將安裝在直線導(dǎo)軌機(jī)構(gòu)的耳座定位組件推到限位裝置后對(duì)耳座進(jìn)行點(diǎn)焊。點(diǎn)焊后,退出快卸銷讓焊接后的耳座與耳座定位夾持裝置脫離,撤回到該耳座定位夾持裝置初始位置,將分度定位裝置的定位銷通過(guò)快夾方式與定位孔脫開(kāi),并將工件基座旋轉(zhuǎn)到下一個(gè)定位孔處,再將分度定位裝置的定位銷復(fù)位,進(jìn)行該種耳座的第2個(gè)件的焊接,以此類推,將4種耳座依次固定并點(diǎn)焊到相應(yīng)位置。
2個(gè)支座分別通過(guò)2套支座定位夾持裝置進(jìn)行定位夾持,操作過(guò)程如下:將需要焊接的支座工件安裝到支座定位銷上,如圖4所示,推動(dòng)快速夾鉗將支座移動(dòng)到指定位置進(jìn)行焊接,快速夾鉗和支座定位銷安裝在支座定位夾持裝置基座上,當(dāng)?shù)?個(gè)支座焊接完成后,反向推動(dòng)快速夾鉗讓支座定位夾持送給裝置退回到初始位置,完成相應(yīng)支座的點(diǎn)焊焊接。
定位點(diǎn)焊系統(tǒng)是利用高精度分度轉(zhuǎn)臺(tái)和定位夾具保證耳座和支座定位精度,實(shí)現(xiàn)4種耳座和2個(gè)支座與環(huán)形基礎(chǔ)件的高精度點(diǎn)焊焊接。同時(shí)操作者只需在1個(gè)固定位置進(jìn)行耳座和支座的裝夾定位和點(diǎn)焊焊接,減少了人員無(wú)效工作時(shí)間和工作量,提高了工作效率。定位點(diǎn)焊系統(tǒng)開(kāi)發(fā)保證了后續(xù)激光自動(dòng)焊接質(zhì)量精度要求。
1.2.2激光自動(dòng)焊接系統(tǒng)設(shè)計(jì)
激光自動(dòng)焊接系統(tǒng)如圖5所示。主要由激光焊接單元、運(yùn)動(dòng)單元、自動(dòng)焊接工裝及焊接變位機(jī)等組成。除激光焊接工藝因素外,焊接工裝設(shè)計(jì)及制造精度、空間位置關(guān)系設(shè)計(jì)、焊接軌跡及順序的排布等因素同樣對(duì)焊接質(zhì)量、變形存在影響。激光自動(dòng)焊接系統(tǒng)通過(guò)控制焊接變位機(jī)翻轉(zhuǎn)到適合于焊接的角度,再由控制系統(tǒng)通過(guò)機(jī)器人和激光焊接單元協(xié)作進(jìn)行耳座和支座的自動(dòng)化焊接。
自動(dòng)焊接工裝要完成的重點(diǎn)任務(wù)是保證耳座和支座的焊接質(zhì)量,激光焊槍位置的可達(dá)性是工裝設(shè)計(jì)制造的重點(diǎn)。考慮到激光焊槍的可達(dá)性,自動(dòng)焊接工裝在設(shè)計(jì)上最大程度的滿足了工件的焊接空間要求,其整體結(jié)構(gòu)如圖6所示。自動(dòng)焊接工裝主要包括夾具體、壓緊氣缸、保護(hù)氣上蓋組件和工件定位組件等零部件。主要工作原理是將完成點(diǎn)焊的穩(wěn)定器安裝到激光自動(dòng)焊夾具的夾具體的定位環(huán)上,完成同心圓定位,通過(guò)工件定位組件與點(diǎn)焊完成的耳座配合,完成穩(wěn)定器圓周方向的定位,定位精度在0.2 mm內(nèi),以保證自動(dòng)焊接工裝被焊工件的位置一致性,然后將保護(hù)氣上蓋組件安裝到穩(wěn)定器上表面處,保護(hù)氣上蓋組件與穩(wěn)定器形成封閉空間,工件安裝到位后,4組壓緊氣缸同時(shí)動(dòng)作,將工件壓緊牢固,同時(shí)穩(wěn)定器內(nèi)部通過(guò)夾具體充入焊接保護(hù)氣,使被焊位置背面形成穩(wěn)定的氣保護(hù),提高焊縫成形質(zhì)量。
結(jié)合激光自動(dòng)焊接系統(tǒng)工作原理和結(jié)構(gòu)組成進(jìn)行詳細(xì)分析與論證,該焊接系統(tǒng)的工件自動(dòng)壓緊形式簡(jiǎn)單,操作方便,保證該系統(tǒng)充足的焊接空間,增加焊縫背面氣體保護(hù)功能,提高了工件焊接精度和質(zhì)量。該系統(tǒng)的研制開(kāi)發(fā)為復(fù)雜結(jié)構(gòu)件的自動(dòng)化焊接提供了新思路、新方法。
2激光焊接工藝開(kāi)發(fā)
2.1試驗(yàn)方法及設(shè)備
試驗(yàn)用試板材料為GH536高溫合金。尺寸為400 mm×100 mm×3 mm,采用I形坡口角焊縫形式。焊接試驗(yàn)采用德國(guó)通快公司生產(chǎn)的TRUMPF Trudisk6002光纖激光器及激光頭,焊接過(guò)程采用日本安川公司生產(chǎn)的MOTOMAN 20 kg機(jī)器人控制運(yùn)動(dòng)完成。焊前對(duì)試板進(jìn)行打磨去除表面油污和氧化物。焊接過(guò)程采用99.99%高純度氬氣保護(hù),保護(hù)氣流量為25 L/min,可以得到保護(hù)良好的銀白色焊縫;激光焊接采用激光自熔形式,焊接過(guò)程中采用自制保護(hù)氣罩,在施焊前通保護(hù)氣10 s,排除工作表面和背部周圍的空氣,焊接結(jié)束后繼續(xù)通保護(hù)氣5 s,使焊縫正反面的高溫區(qū)域在冷卻過(guò)程中依然得到保護(hù)。
2.2焊縫成形分析
試驗(yàn)針對(duì)3 mm 厚GH536高溫合金,采用激光焊接方法針對(duì)角焊縫結(jié)構(gòu),分別從激光功率、焊接速度、激光傾斜角度3個(gè)方面進(jìn)行了工藝試驗(yàn)優(yōu)化。焊接工藝參數(shù)見(jiàn)表1,焊縫橫截面形貌如圖7所示。
1號(hào)、2號(hào)、3號(hào)、4號(hào)為采用45°激光傾斜角度(激光槍頭與試板間夾角),并進(jìn)行激光功率和焊接速度的變化,從焊縫橫截面形貌可見(jiàn),雖然熔深增加,但焊縫筋
板背面均未熔透,可見(jiàn)激光傾斜角度對(duì)焊縫筋板背面的熔透起到?jīng)Q定作用,焊接速度方面考慮后續(xù)產(chǎn)品焊縫均為短焊縫,焊接速度過(guò)快,不易于操作,因此后續(xù)試驗(yàn)中確定焊接速度為1.0 m/min進(jìn)行試驗(yàn)。當(dāng)對(duì)30°(5號(hào)、6號(hào))和20°(7號(hào)、8號(hào)、9號(hào))激光傾斜角度的試驗(yàn)發(fā)現(xiàn),當(dāng)采用傾斜角度為20°時(shí)角焊縫熔透效果最佳;并對(duì)激光功率進(jìn)行了優(yōu)化,當(dāng)采用4.5 kW功率時(shí),焊縫寬度增加,熔透效果最佳,過(guò)渡圓滑,圖8為9號(hào)焊接參數(shù)下焊縫正反面成形效果。
綜上所述,采取激光焊進(jìn)行角焊縫焊接時(shí),激光傾斜角度對(duì)焊縫的熔透影響因素最大,焊接過(guò)程中應(yīng)嚴(yán)格控制激光傾斜角度;激光焊接能量集中,熔池小,為了增加自動(dòng)焊接過(guò)程中的焊接適應(yīng)性,同時(shí)考慮短焊縫焊接時(shí)焊縫的均勻性、可靠性,試驗(yàn)采用焊接速度1.0 m/min時(shí)焊接效果較好。
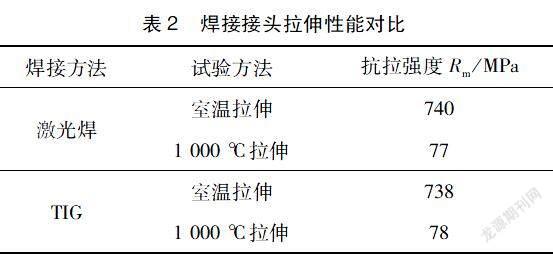
為了更好地評(píng)價(jià)激光焊接方法在其應(yīng)用的可行性,針對(duì)GH536高溫合金,分別進(jìn)行了激光焊和TIG接頭性能對(duì)比試驗(yàn)。對(duì)2種接頭分別進(jìn)行了室溫拉伸和高溫拉伸,室溫拉伸性能試樣根據(jù)GB/T 2651—2008《焊接接頭拉伸試驗(yàn)方法》加工,高溫拉伸試樣根據(jù)GB/T 228.2—2015《金屬材料 拉伸試驗(yàn) 第2部分:高溫試驗(yàn)方法》加工。每種焊接方式拉伸試樣數(shù)量為3個(gè),拉伸試驗(yàn)結(jié)果取3個(gè)拉伸測(cè)試結(jié)果平均值。拉伸性能結(jié)果見(jiàn)表2。結(jié)果表明,激光焊拉伸性能與TIG拉伸性能一致,但激光焊接速度快、熱輸入小,特別對(duì)于穩(wěn)定器薄壁構(gòu)件,焊接變形與原有TIG相比,變形顯著降低,固采用激光焊具有明顯優(yōu)勢(shì)[6-7]。
3典型產(chǎn)品驗(yàn)證
利用文中自動(dòng)化工裝及前期工藝開(kāi)發(fā)結(jié)果,對(duì)穩(wěn)定器樣件進(jìn)行了試驗(yàn)驗(yàn)證,圖9、圖10為焊接工裝實(shí)物,圖11為焊后效果。經(jīng)試驗(yàn)驗(yàn)證,文中所述的工裝夾具從組裝到焊接再到成品,不但工序節(jié)省、效率大大提高,產(chǎn)品的質(zhì)量也大大改善,焊接過(guò)程中的能耗明顯降低,操作簡(jiǎn)便。同時(shí)也減少了人員,節(jié)省了成本。成品率也大大提高,解決了之前手工組裝,人工焊接,廢品率太高的問(wèn)題。
4結(jié)論
(1)針對(duì)3 mm 厚GH536高溫合金,開(kāi)發(fā)了激光角焊縫焊接工藝,其激光傾斜角度是影響焊接熔透的關(guān)鍵參數(shù),當(dāng)激光傾斜角度20°、激光功率4.5 kW、焊接速度1.0 m/min時(shí),焊接效果最佳。
(2)開(kāi)發(fā)了用于穩(wěn)定器典型產(chǎn)品的焊接工裝,實(shí)現(xiàn)復(fù)雜構(gòu)件的自動(dòng)化焊接,并經(jīng)穩(wěn)定器工件驗(yàn)證,操作簡(jiǎn)便,質(zhì)量穩(wěn)定可靠,焊接效率得到大幅提升。
參考文獻(xiàn)
[1]楊小兵.航空發(fā)動(dòng)機(jī)的現(xiàn)狀與發(fā)展[J]. 中國(guó)航務(wù)周刊, 2021(45): 58-59.
[2]楊勇, 艾松, 賈文. 燃?xì)廨啓C(jī)燃燒室燃燒穩(wěn)定性分析[J]. 東方電氣評(píng)論, 2012(1): 25-29.
[3]金莉, 譚永華. 火焰穩(wěn)定器綜述[J]. 火箭推進(jìn), 2006(1): 30-34.
[4]王旭友, 王威, 雷振. 激光焊接技術(shù)現(xiàn)狀[J]. 機(jī)械制造文摘——焊接分冊(cè),2010(4): 1-5.
[5]宋天虎, 劉永華, 陳樹(shù)君. 關(guān)于機(jī)器人焊接技術(shù)的研發(fā)與應(yīng)用之探討[J]. 焊接, 2016(8): 1-10.
[6]曹浩, 雷振, 黃瑞生, 等. 激光擺動(dòng)焊接工藝參數(shù)對(duì)高強(qiáng)鋼氣孔率和焊縫成形的影響[J]. 焊接, 2019(4): 39-43.
[7]趙德民, 滕彬, 付傲, 等. 換熱器鼓脹板對(duì)激光焊接站與工藝研究[J]. 機(jī)械制造文摘——焊接分冊(cè), 2019(4): 29-33.
收稿日期: 2022-06-26
張彥東簡(jiǎn)介: 學(xué)士,工程師;主要從事激光焊接相關(guān)設(shè)備設(shè)計(jì)的研究;yandong0106@163.com。
