2219鋁合金雙軸肩攪拌摩擦焊工藝及工程應用
2022-11-07 22:57:16李超,馬康,郝云飛,宋建嶺,孟占興
機械制造文摘·焊接分冊 2022年4期
李超, 馬康, 郝云飛, 宋建嶺, 孟占興

摘要: 針對5.4 mm厚度2219鋁合金,開展了浮動式雙軸肩攪拌摩擦焊接試驗及工程化應用研究,采用低轉速、高焊速的工藝參數,獲得了成形美觀、性能優良的焊接接頭。焊縫超聲相控陣檢測及X射線檢測均滿足航天行業相關標準一級焊縫的要求,接頭平均抗拉強度達到了母材性能的70%以上,斷后伸長率達到6.5%以上。焊接接頭均為45°剪切韌性斷裂,塑性良好。整個焊縫截面呈上、下寬,中間窄的細腰形,焊縫兩側熱力影響區為拋物線輪廓,未出現焊核凸出現象。在前期大量試驗驗證的基礎上,率先實現了該技術在運載火箭貯箱焊接生產上的工程化應用,成功完成了某型號燃料貯箱筒段縱縫的焊接,焊縫順利通過了常溫液壓及液氮低溫試驗考核。
關鍵詞: 2219鋁合金; 浮動式雙軸肩攪拌摩擦焊; 力學性能; 顯微組織; 工程化應用
中圖分類號: TG 453
Technology and engineering application of bobbin friction
stir welding of 2219 aluminum alloy
Li Chao1, Ma Kang1, Hao Yunfei2, Song Jianling1, Meng Zhanxing1
(1. Tianjin Long March Launch Vehicle Manufacturing Co., Ltd., Tianjin 300462, China;
2. Capital Space Machinery Co., Ltd., Beijing 100076, China)
Abstract: For 5.4 mm thickness 2219 aluminum alloy, floating bobbin friction stir welding test and engineering application research were carried out. Welding parameters of low rotation speed and high welding speed were used to obtain welded joints with well formation and excellent performance. Both ultrasonic phased array inspection and Xray inspection of welds met the requirements of firstclass welds in the standards of the aerospace industry. The average tensile strength of the joint reached more than 70% performance of the base metal, and the elongation rate reached more than 6.5%. The welded joints were all 45° shear ductile fracture and had good plasticity. The weld section was wide at the top and bottom, narrow in the middle. The thermomechanically affected zone on both sides of the weld had a parabolic shape, and there was no weld nugget protrusion. Based on a large number of tests and verifications, it was the first to realize the engineering application of this technology in the welding of rocket tanks. Welding of the shell section in a certain type rocket fuel tank was successfully completed, and the weld successfully passed the normal temperature hydraulic pressure test and liquid nitrogen cryogenic test assessment.
Key words:? ?2219 aluminum alloy; floating bobbin friction stir welding; mechanical properties; microstructure; engineering application0前言
自攪拌摩擦焊技術問世以來,即廣泛應用于航天鋁合金結構件的制造中[1]。前期主要應用單軸肩攪拌摩擦焊技術,隨著單軸肩攪拌摩擦焊技術一些固有問題的逐漸顯現——根部弱結合缺陷難以徹底解決、工裝結構龐大復雜等[2-3]。以美國NASA為代表的宇航機構率先開展了雙軸肩攪拌摩擦焊技術方面的研究與應用,根本性解決了焊縫根部弱結合缺陷問題[4-5],且在焊縫減薄控制、焊縫變形控制、焊縫成形及焊接過程控制等多個方面具有明顯優勢[6]。
浮動式雙軸肩攪拌摩擦焊接技術是基于浮動式雙軸肩攪拌工具發展起來的一種焊接工藝,攪拌頭具備一定的上下浮動功能,焊接過程中軸向力近乎于零,可自動適應工件形面的變化,無需操作人員實時干預,可實現“機加化”焊接生產。美國已成功將浮動式雙軸肩攪拌摩擦焊接技術應用到了“獵戶座號”載人飛船、Ares I型運載火箭、太空發射系統(SLS)及“獵鷹”9號等型號產品貯箱的焊接生產中[7-9],中國在航空航天領域也在積極開展了浮動式雙軸肩攪拌摩擦焊技術基礎及工程化應用研究,并取得了巨大突破。
文中以中國新一代運載火箭燃料貯箱中5.4 mm典型厚度2219鋁合金為研究對象,開展浮動式雙軸肩攪拌摩擦焊接工藝試驗,對焊縫成形、接頭力學性能及焊縫顯微組織特征進行了分析,并開展了貯箱筒段縱縫的工程化應用研究。
1試驗材料與方法
試驗材料為2219鋁合金,材料狀態為C10S, 2219鋁合金主要化學成分及力學性能見表1和表2。
攪拌工具利用導向套和導向鍵來實現上下浮動功能和焊接扭矩的傳遞[10],上軸肩及下軸肩直徑均為20 mm,攪拌針直徑10 mm。焊接試驗在立式攪拌摩擦焊接設備上進行,采用液壓夾具壓緊,焊縫兩側采用剛性墊板支撐。焊前對試片進行除油、除水汽,并對試片待焊區進行打磨刮削去除氧化膜。先對試片進行定位焊,定位焊攪拌頭針長2 mm,定位焊接完成后,進行浮動式雙軸肩攪拌摩擦正式焊接,焊接傾角0°,浮動式雙軸肩攪拌頭結構如圖1所示,裝配焊接狀態如圖2所示。
針對鋁合金薄板,采用低旋轉速度、高焊接速度的工藝參數,可有效降低熱輸入,有利于獲得成形美觀、性能優良的焊接接頭。為模擬產品的實際焊接狀態,在500 mm短試片焊接試驗的基礎上,開展了長度為2 m的長試片焊接試驗和T形交叉接頭焊接試驗[11],如圖3所示。
焊接完成后,對焊縫正、反面宏觀成形進行觀察分析,焊縫正、反面成形優良,“魚鱗紋”清晰,焊縫飛邊小于常規攪拌摩擦焊,基本無焊縫減薄現象,如圖4所示。剔除焊縫飛邊,并對焊縫進行打磨圓滑,進行超聲相控陣檢測及X光檢測。對長試片焊縫開展常溫力學性能及低溫力學性能測試,常溫試樣與低溫試樣交叉選取。對T形交叉接頭進行常溫力學性能測試,在軸向和環向各截取6個試樣,如圖5所示。之后對焊縫進行剖切截取金相試樣開展顯微組織分析。
2接頭的力學性能及無損檢測分析
2.1接頭的力學性能分析
2219鋁合金浮動式雙軸肩攪拌摩擦焊焊接接頭力學性能見表3,對接接頭抗拉強度為330~335 MPa,斷后伸長率為6.5%~8.5%,T形接頭環向焊縫抗拉強度為327~333 MPa,斷后伸長率12.0%~17.5%,軸向環縫接頭抗拉強度為325~329 MPa,斷后伸長率為9.0%~11.5%。3種接頭形式抗拉強度處于同一水平,平均抗拉強度達到母材性能的70%以上,斷后伸長率均遠遠大于設計要求的3.0%水平,且T形接頭的斷后伸長率表現更為優秀。對接接頭斷裂位置均在焊縫后退側熱力影響區附近,焊縫斷裂路徑穿過熱影響區、熱力影響區和焊核區,T形接頭斷裂位置在可回抽攪拌摩擦焊縫焊核區。所有焊接接頭均為45°剪切韌性斷裂,焊縫塑性良好,接頭斷裂形貌如圖6所示。
2.2焊縫的無損檢測分析
浮動式雙軸肩攪拌摩擦焊縫及常規攪拌摩擦焊縫超聲相控陣檢測信號如圖7所示,2種焊接工藝所反映的信號特征有很大的區別。受上、下軸肩攪拌作用的影響,雙軸肩攪拌摩擦焊縫信號呈類似花瓶的細腰形,焊縫正、反面寬度一致。焊縫截面上為鏡像對稱特點,從根本上取消了焊縫根部,消除了常規攪拌摩擦焊中的弱結合缺陷[12],焊縫區內無超標缺陷信號。
圖8為浮動式雙軸肩攪拌摩擦焊縫和常規攪拌摩擦焊縫的X光透視影像,2種工藝方式在X光透視中呈現不同的影像特征,受上、下軸肩對母材金屬的匯聚作用,焊縫兩側邊緣與母材界面清晰,而常規攪拌摩擦焊縫X光透視影像中焊縫邊緣模糊。
3焊縫的顯微組織及硬度分析
3.1焊縫的顯微組織分析
焊縫宏觀金相形貌如圖9所示,焊縫從組織結構上可以劃分為3種區域:焊核區(NZ)、熱力影響區(TMAZ)和熱影響區(HAZ)。焊縫右側為焊接前進側(AS),左側為焊接后退側(RS)。焊接前進側熱力影響區與焊核區界面清晰,呈明顯的拋物線輪廓,晶粒度變化急劇。焊接后退側熱力影響區與焊核區晶粒過渡均勻,界面模糊,同樣呈拋物線輪廓[13-14]。整個焊縫截面形貌呈上、下寬,中間窄的細腰形,未出現影響焊縫力學性能的焊核凸出現象[15]。受上、下軸肩及攪拌針作用,焊縫內可看到“洋蔥環”特征,且焊縫前進側“洋蔥環”特征更為明顯[16]。因前進側母材金屬所經歷的線速度為攪拌頭旋轉線速度和焊接速度之和,且塑態化金屬流動方向與母材所受剪切力方向相反,相對流動速度更大,從而形成比焊接后退側更為明顯的“洋蔥環”特征。“洋蔥環”特征的出現反映了焊接過程中塑態金屬的流動規律,受上、下軸肩阿基米德螺旋結構的匯聚作用,母材兩側的金屬沿徑向向焊縫中心移動,之后在攪拌針螺紋的作用下沿軸向向焊縫截面中心移動,在不斷移動而來的塑態材料的推動下,前方材料沿焊縫截面徑向向焊縫邊緣移動,既而沿焊縫邊緣分別向焊縫正面和背面流動,形成環形流動規律,如圖10所示。
圖11為焊核區晶粒的組織形貌,受上、下軸肩及攪拌針的劇烈攪拌作用,焊核區母材原始的板條狀晶粒被完全粉碎,在焊接熱輸入作用下產生動態再結晶現象。同時因焊接熱輸入較小,焊核區在焊接后冷卻速度快,從而形成細小的等軸晶粒,晶粒尺寸在8~20 μm。在焊核的整個區域內,包括上、下軸肩影響區及攪拌針影響區,等軸晶粒的尺寸及分布均勻一致[17]。在攪拌頭強烈的旋轉攪動作用下,第二相無法充分的聚集長大,呈彌散狀分布溶入基體,因此無常規攪拌摩擦焊縫中的異常聚集現象。
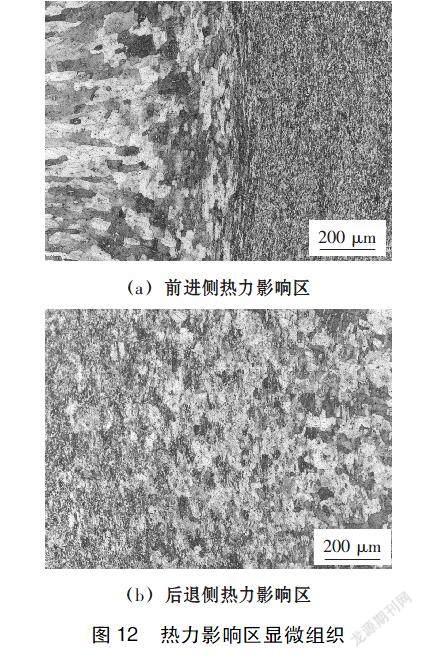
熱力影響區處的晶粒形態與焊核區和熱影響區的晶粒形態有著明顯的區別,晶粒在攪拌頭的機械攪動作用及塑態金屬流動推力作用下被明顯拉長,如圖12所示。由于前進側母材金屬所受剪切力的作用與攪拌頭前進方向相反,所受機械攪拌作用更大,塑態化金屬與未完全塑態化的母材金屬產生強烈的相對流動作用[18],焊縫在較小熱輸入的條件下快速冷卻,因此前進側熱力影響區寬度狹窄且分界線明顯,晶粒度變化急劇。后退側熱力影響區處的塑態金屬相對流動作用不明顯,晶粒有機會產生動態再結晶作用,因此晶粒度過渡平緩。焊接過程中,受塑態金屬流動方向的影響,熱力影響區處未完全塑態化的晶粒組織在流體力的作用下產生了一定程度的彎曲變形,且具有一定的方向性。以焊縫截面中心為分界線,焊縫上部的晶粒沿焊核區邊緣向上扭曲伸展,焊縫下部的晶粒沿焊核區邊緣向下扭曲伸展,驗證了焊縫內部塑性金屬環形流動的規律。
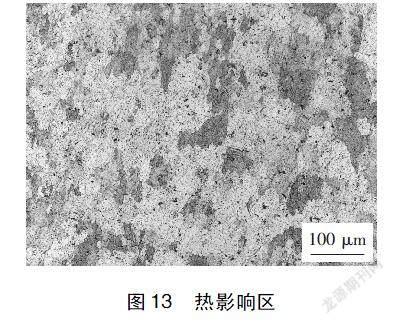
前進側與后退側熱影響區晶粒組織基本無差異,焊接過程中熱影響區不受攪拌頭力的作用,但受到焊接熱循環的影響。與母材板條狀晶粒相比,熱影響區晶粒存在一定程度的長大,且出現大量析出相聚集現象[19],如圖13所示。
3.2焊縫的硬度分析
圖14為5.4 mm厚2219鋁合金浮動式雙軸肩攪拌摩擦焊縫不同區域的顯微硬度測量結果,從左向右依次為:母材-前進側熱影響區-前進側熱力影響區-焊核區-后退側熱力影響區-后退側熱影響區-母材,硬度分布大體呈“U”形。母材的顯微硬度最高,進入熱影響區后硬度開始降低,硬度最低點出現在靠近后退側的焊核區、熱力影響區和熱影響區處。對比焊接接頭的斷裂特征分析,斷裂位置均在焊縫后退側,斷裂路徑穿過熱影響區、熱力影響區和焊核區,與硬度分析結果一致,因此,后退側熱影響區、熱力影響區和部分焊核區是雙軸肩攪拌摩擦焊接頭的薄弱區域。
4工程化應用
經過長期的技術攻關,天津航天長征火箭制造有限公司聯合首都航天機械有限公司逐步攻克了浮動式雙軸肩攪拌摩擦焊接在工程化應用中的關鍵技術難題,在國內率先實現了該技術在運載火箭貯箱焊接生產上的工程化應用,如圖15所示。2020年在公司自主研制的殼段縱縫攪拌摩擦焊接系統上采用立式裝配生產模式完成了某型號燃料貯箱筒段縱縫的浮動式雙軸肩攪拌摩擦焊接,焊縫超聲相控陣及X光檢測符合相關航天行業標準一級焊縫的要求,并采用該筒段與前、后兩件箱底焊接成為完整貯箱,如圖16所示。該貯箱順利通過了常溫液壓及液氮低溫試驗考核,試驗壓力分別達到0.51 MPa和0.483 MPa,滿足設計使用要求,筒段上的雙軸肩攪拌摩擦焊縫未出現任何異常,充分驗證了浮動式雙軸肩攪拌摩擦焊接工藝的可靠性,為該技術的進一步推廣應用奠定了堅實的基礎。
5結論
(1)采用浮動式雙軸肩攪拌摩擦焊接工藝對2219鋁合金進行了短試片、長試片和T形交叉接頭焊接試驗,焊縫正、反面成形優良,“魚鱗紋”清晰,基本無焊縫減薄現象。
(2)對浮動式雙軸肩攪拌摩擦焊接接頭進行了力學性能分析,對接接頭、T形接頭平均抗拉強度均可達到母材性能的70%以上,斷后伸長率均達到6.5%以上,對接接頭及T形接頭斷口均呈45°典型剪切韌性斷裂模式,焊縫超聲相控陣及X光檢測均合格。
(3)焊縫截面形貌呈上、下寬,中間窄的細腰形,焊縫兩側熱力影響區為拋物線輪廓,前進側熱力影響區與焊核區界面清晰,晶粒度變化急劇,后退側熱力影響區與焊核區界面模糊,晶粒過渡均勻;焊核區晶粒呈細小等軸晶粒狀態,熱力影響區處晶粒產生了一定程度的彎曲變形,且具有一定的方向性。
(4)焊縫截面硬度分布大體呈“U”形,硬度最低點位于靠近后退側的焊核區、熱力影響區和熱影響區,是焊接接頭的薄弱區域。
(5)對浮動式雙軸肩攪拌摩擦焊接工藝開展了工程化應用研究,成功焊接完成了中國某型號燃料貯箱筒段縱縫,該貯箱順利通過了常溫液壓及液氮低溫試驗考核,充分驗證了該技術的可靠性。
參考文獻
[1]Wang Guoqing, Zhao Yanhua, Hao Yunfei. Friction sitr welding of highstrength aerospace aluminum alloy and application in rocket tank manufacturing[J]. Journal of Materials Science & Technology, 2018,34(1):73-91.
[2]方遠方, 張華, 竇程亮. 2A12T4/7A09T6鋁合金攪拌摩擦焊搭接接頭性能分析[J]. 焊接學報, 2020, 41(1): 86-90.
[3]Esmaily M, Mortazavi N, Osikowicz W, et al. Bobbin and conventional friction stir welding of thick extruded AA6005T6 profiles[J]. Materials & Design, 2016, 108(15):114-125.
[4]Hilgert J, Santos J F D, Huber N. Shear layer modelling for bobbin tool friction stir welding[J]. Science and Technology of Welding and Joining, 2012,17(6):454-459.
[5]Dalder E C, Pastrnak J W, Engel J, et al. Bobbintool frictionstir welding of thickwalled aluminum alloy pressure vessels[J]. Welding Journal, 2007, 87(4):40-44.
[6]Wang F F, Li W Y, Shen J, et al. Global and local mechanical properties and microstructure of Bobbin tool frictionstirwelded AlLi alloy[J]. Science and Technology of Welding and Joining, 2016,21(6): 479-483.
[7]Mishra R S, Ma Z Y. Friction stir welding and processing[J]. Materials Science and Engineering: R: Reports, 2005, 50(1): 1-78.
[8]Xue P, Xiao B L, Ni D R, et al. Enhanced mechanical properties of friction stir welded dissimilar AlCu joint by intermetallic compounds[J]. Materials Science & Engineering A, 2010, 527(21-22): 5723-5727.
[9]Feng A H,Ma Z Y. Enhanced mechanical properties of MgAlZn cast alloy via friction stir processing[J]. Scripta Materialia, 2007, 56(5): 397-400.
[10]陳書錦,曹福俊,劉彬,等. 6061鋁合金雙軸肩攪拌摩擦焊接扭矩特征[J].焊接學報,2016,37(2):50-53.
[11]魏瑞剛,郝云飛,趙剛,等. 2219鋁合金雙軸肩攪拌摩擦焊與熔焊交叉接頭的組織及性能[J].宇航材料工藝,2018(3):61-66.
[12]張建,李光,李從卿,等.2219T4鋁合金雙軸肩FSW與常規FSW接頭性能對比研究[J].焊接,2008(11):50-52.
[13]Zhao Sheng, Bi Qingzhen, Wang Yuhan, et al.Empirical modeling for the effects of welding factors on tensile properties of bobbin tool friction stir welded 2219T87 aluminum alloy[J].International Journal of Advanced Manufacturing Technology,2016(90):1-14.
[14]Esmaily M, Mortazavi N, Osikowicz W,et al. Corrosion behavior of friction stir welded AA6005T6 using a bobbin tool[J].Corrosion Science,2016(111):98-109.
[15]郝云飛,魏瑞剛,周慶,等. 焊接熱輸入對鋁合金雙軸肩攪拌摩擦焊縫形貌與接頭性能的影響[J].焊接學報,2018,39(2):84-88.
[16]郝云飛,侯明,韓忠帥,等. 2219薄板鋁合金浮動式雙軸肩攪拌摩擦焊接及組織性能分析[J]. 宇航材料工藝,2020(1):63-70.
[17]趙衍華,李延民,郝云飛,等. 2219鋁合金雙軸肩攪拌摩擦焊接頭組織與性能分析[J]. 宇航材料工藝,2012(6):70-75.
[18]劉亮.6082T6鋁合金雙軸肩攪拌摩擦焊接頭微觀組織及力學性能的研究[D].長春: 吉林大學碩士學位論文,2019.
[19]張會杰,王敏,張驍,等. 2A14T6鋁合金雙軸肩攪拌摩擦焊特征及接頭組織性能分析[J].焊接學報,2015,36(12):65-68.
李超簡介: 碩士,工程師;主要從事運載火箭燃料貯箱的攪拌摩擦焊接工作; 15201229964@163.com。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
