關于消除方向盤與轉向管柱護罩干涉的分析
2022-11-07 02:16:24邵科君
汽車電器 2022年9期
張 健,邵科君,張 彬
(杭州吉利汽車有限公司,浙江 杭州 310000)
1 引言
2021年4~5月,某新車型方向盤與轉向管柱護罩干涉異響問題頻發,5月方向盤與轉向管柱護罩干涉46例,不良率為15.8%。其中5月18日共計8起,單日不良率高達6.6%,嚴重影響整車品質和一次下線合格率。同時,該問題也是整車中普遍存在的一個痛點,整改難度大,涉及到零件多、尺寸鏈長,嚴重影響車型品質。若故障車輛流入市場,必然會產生客戶抱怨,嚴重影響整車舒適性和品牌口碑。小組通過為期一周的舊件收集,發現方向盤與轉向管柱護罩間隙不均,存在異響,且出現的車輛均為左上角(NG,間隙左上0.3mm,其余2mm,整車件間隙3mm,設計要求是5±2mm)。該問題嚴重影響車間生產,根據數據統計,該問題造成損失共計26余萬元。根據問題的重要度、緊急度以及經濟性,筆者及質量攻關小組決定將課題確定為“消除某車型轉向管柱護罩與方向盤干涉問題”,目標為零干涉,本課題從現狀調查、原因分析、對策制定、改進實施、效果驗證、防止再發、橫向排查7個步驟對這一系列問題進行專題討論分析。
2 現狀調查
筆者及質量小組成員首先對故障機理進行解析,通過拆解故障車,方向盤周邊主要由轉向管柱、組合開關、轉向管柱上下護罩、管梁等部件搭接組成。
梳理轉盤關系如下:①管柱裝配在管梁上面;②組合開關裝配在管柱上面,將轉向管柱上下罩裝配在組合開關上面;③將方向盤轉盤裝配在組合開關上面。
通過小組分析和推測,可能導致干涉的幾個因素為:①方向盤面輪廓度不滿足要求,方向盤的定位狀態不滿足要求;②轉向管柱孔位偏差不滿足要求,轉向管柱孔位走極限偏差對間隙貢獻量有無影響;③組合開關定位孔位置度不滿足要求,緊固螺栓時對組合開關相對位置度有無影響;④轉向管柱上下護罩尺寸偏差、轉向管柱上下護罩面差對此問題有無貢獻量。得出了現狀解析的4個因素,詳見如下。
1)小組成員對故障車進行拆解,對故障車方向盤進行測量分析,方向盤端面到錐度規端面上端高度下沉0.68mm,也就是花鍵整體下沉了0.68mm,如圖1所示。按照設計要求49Nm小于1mm,單件滿足設計要求(要求45Nm下沉不大于1mm)。方向盤端面到錐度規端面上端高度對間隙不利。

圖1 方向盤端面到錐度規端面上端高度對間隙不利
小組成員對轉向管柱故障件調查確認。轉向管柱上組合開關護罩安裝點圖紙要求39.5±0.8mm,孔徑3.8±0.1mm,測量孔徑滿足要求,轉向管柱組合開關護罩固定面曲面距離偏差0.853~1.086mm,轉向管柱上組合開關護罩安裝點不滿足設計要求,如圖2所示。
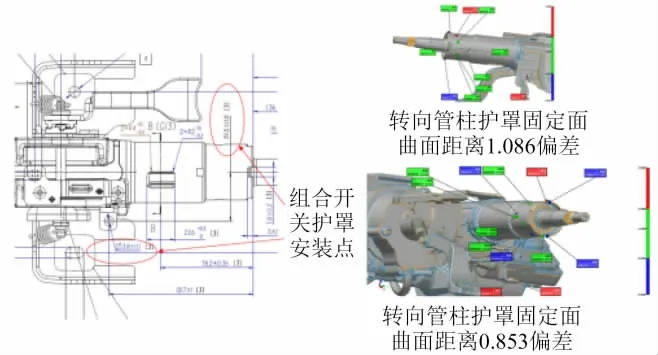
圖2 轉向管柱故障件調查
2)小組成員對故障車組合開關故障件調查確認,對組合開關轉向管柱護罩固定面要求115±0.5mm,孔徑3.75±0.1mm,經過測量孔徑滿足要求,組合開關轉向管柱護罩固定面偏差-0.451~-0.808mm,組合開關轉向管柱護罩固定面不滿足設計要求。如圖3所示。
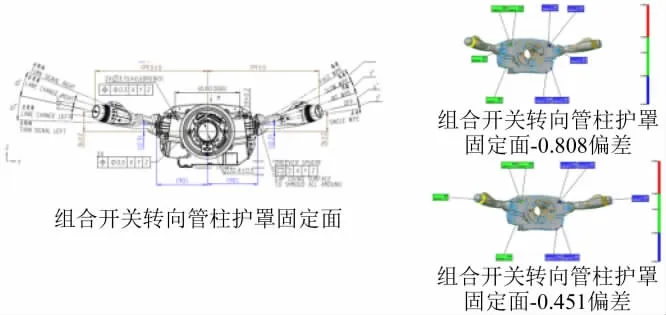
圖3 故障車組合開關故障件調查
3)轉向管柱上下罩故障件調查確認。通過對轉向管柱上下護罩單件及總成裝配后的掃描打點結果,發現故障件存在向內變形最大偏差0.46mm,但在公差±0.5mm內,如圖4所示,滿足要求,對此故障有貢獻。
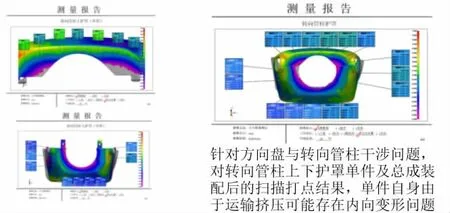
圖4 轉向管柱上下罩故障件調查確認
筆者及質量小組成員對方向盤與轉向管柱護罩干涉問題實物故障車解析發現,故障車方向盤端面到錐度規端面上端高度滿足設計,對故障有貢獻,轉向管柱上組合開關護罩安裝點不滿足設計要求。轉向管柱上下罩滿足設計要求但故障現象存在貢獻。小組通過對人機料法環等方面進行進一步分析,推測出以下可能造成方向盤與轉向管柱護罩干涉的6個因素。
3 原因分析
3.1 人員崗位技能資質不符合要求
筆者及質量小組成員對人員崗位技能資質進行確認。首先確認技能滿足崗位要求,并安排新老員工分別裝車50臺,統計合格率,均為100%,完全符合作業指導書要求;人員崗位技能資質符合要求,員工裝配并無問題。確認人員崗位技能資質不符合要求是非要因。
3.2 設備參數不合理
小組成員對裝配工具的扭力槍進行確認。作業文件中要求扭矩如下:①組合開關裝配到轉向管柱要求扭矩是1.5Nm;②轉向管柱上下罩裝配到組合開關和轉向管柱的扭力是1.5Nm;③方向盤裝配到轉向管柱上的扭力是45Nm。經過現場作業確認,扭力和作業文件一致,將扭力槍進行校核,均滿足要求。確認設備參數不合理是非要因。
3.3 方向盤單件面輪廓度偏差不滿足
小組對方向盤單件面輪廓度尺寸進行確認,如圖5所示,單件面平行度測量高低差0.22mm,滿足設計±0.5mm要求。
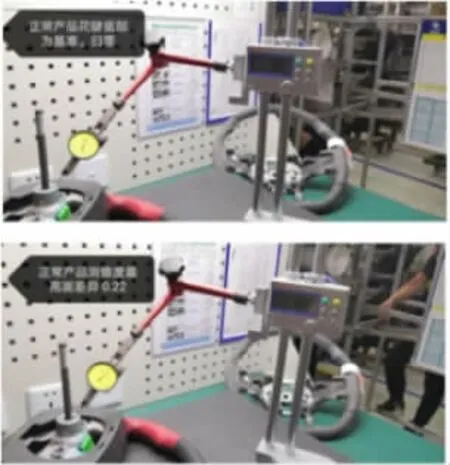
圖5 方向盤面平行度確認
3.4 轉向管柱總成不滿足
小組成員對轉向管柱進行確認,如圖6所示。對轉向管柱固定面護罩固定面曲面距離進行確認:轉向管柱固定面護罩固定面曲面距離設計要求76.4±0.8mm,實測75.2mm,不滿足要求。由以上確認,轉向管柱總成下沉1mm,不滿足要求。

圖6 轉向管柱固定面護罩固定面曲面距離狀態確認
3.5 組合開關總成不滿足要求
小組成員對組合開關進行確認,如圖7所示。對組合開關位置進行確認:安裝面進行三坐標確認超差0.3mm,不滿足要求。組合開關筋位未加工到位,造成方向盤歪斜干涉,轉向管柱上下護罩尺寸偏差。由以上確認,現場測量組合開關位置不滿足要求。

圖7 組合開關安裝面確認
3.6 轉向管柱上下罩不滿足要求
小組成員對轉向管柱上下罩進行確認,如圖8所示。對轉向管柱上下罩進行確認:轉向管柱上下罩面輪廓度±0.5mm,實測0.2mm,滿足要求。由以上確認,現場測量轉向管柱上下罩滿足要求,但是對故障不利。
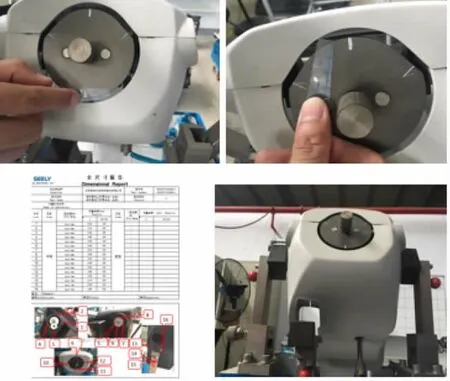
圖8 轉向管柱上下罩面輪廓測量
綜上,通過對人機料法環等方面進行分析,針對以上6個影響因素,最終確認4個影響因素:方向盤單件面輪廓度偏差、轉向管柱自身孔位偏差、組合開關定位孔位置度、轉向管柱上下護罩尺寸偏差。
針對故障車的測量統計分析:方向盤單件面輪廓度偏差貢獻60%,轉向管柱自身孔位偏差貢獻20%,組合開關定位孔位置度偏差貢獻15%,轉向管柱上下護罩尺寸偏差貢獻5%。
4 對策制定及實施
4.1 對策1:方向盤骨架調整
加厚方向盤骨架與管柱配合面:改變方向盤骨架,將方向盤上移1.5mm,將左側18.6mm尺寸改為18.3mm,變更后,方向盤與管柱護罩間隙由5mm提升至6.5mm,如圖9所示。完成時間為2021年5月30日。
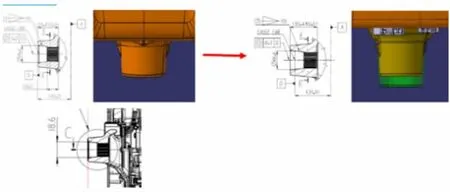
圖9 方向盤骨架改善
4.2 對策2:組合開關調整改善
組合開關安裝孔配合部位增加6處定位筋,定位筋組成的內圓尺寸修改為φ45±0.15mm。變更后,設計間隙為-0.25~+0.25mm(定位筋最小尺寸時0.25的過盈,最大尺寸時+0.25間隙),增加與轉向管柱干涉量,可改善因裝配不穩定松動導致護罩與方向盤間隙小,如圖10所示。完成時間為2021年6月30日。

圖10 組合開關調整改善
4.3 對策3:轉向管柱下護罩改善
轉向管柱下護罩與轉向管柱定位點高度由原5mm增加至6mm,轉向管柱下護罩模具調整,可優化護罩與方向盤間隙小問題,如圖11所示。完成時間為2021年5月25日。
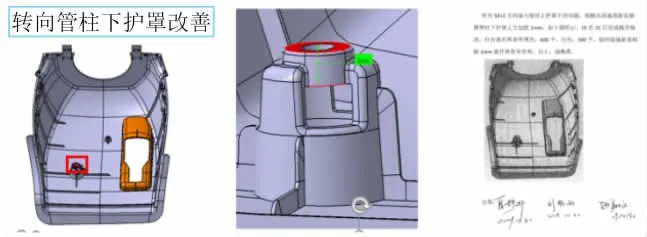
圖11 轉向管柱下護罩改善
4.4 對策4:裝配過程改善
裝配手法及工裝調整:原單側握組合開關打緊改為握組合開關中間再打緊,安裝組合開關時使用工裝輔助,裝配完轉向管柱上下護罩后安裝方向盤進行比對校驗,可優化護罩與方向盤間隙小問題,如圖12所示。完成時間為2021年5月10日。
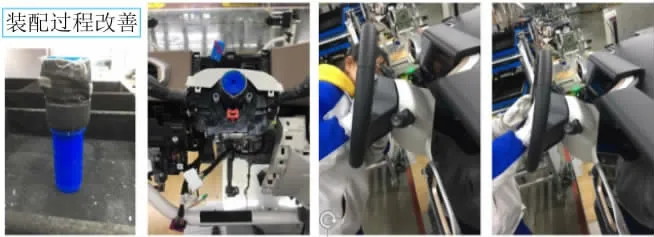
圖12 裝配過程改善
5 效果驗證
1)所有措施體現后,供應商對方向盤骨架、組合開關、轉向管柱、轉向管柱下護罩進行測量,均滿足要求。通過總裝裝配的改善,裝配20臺在儀表板分裝線進行確認滿足要求,裝配完方向盤后檢測間隙滿足要求,轉動方向盤能滿足要求。路試檢驗后滿足要求,商檢檢驗滿足要求。20臺測量數據間隙均在4~5.1mm之間,如圖13所示,滿足設計要求5±2mm。
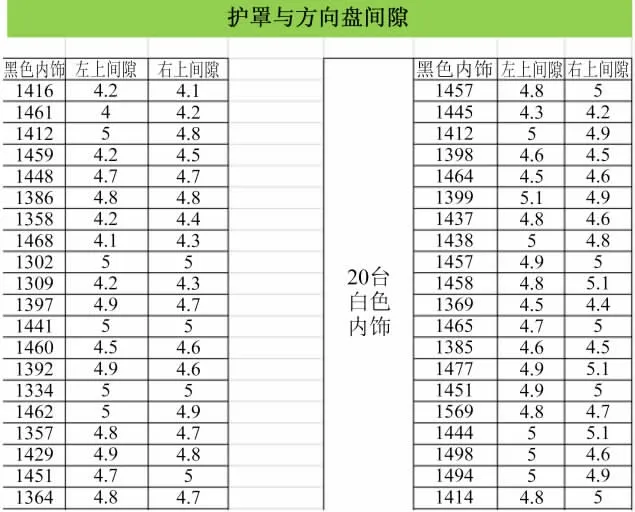
圖13 間隙測量數據統計滿足要求
2)為了科學性和有效性驗證,所有對策實施后統計分析,合格率從84%提升到100%,滿足要求。小組連續驗證3個月,問題無復發,故障完全消除,因此小組判定改善有效。
6 防止再發
通過對方向盤骨架模具進行修改,增加圖紙尺寸檢測管控、來料列入檢驗項目檢測、組合開關模具修改,并更改圖紙和進料檢驗基準書,來料檢驗要求更新列入每批次檢驗。通過固化作業文件,將裝配手法和順序固化至工藝文件、作業指導書,執行工藝步驟,并下發受控作業指導書,簽訂樣件,按樣件進行檢驗。
7 橫向排查
對車內存在運動的零件和裝配順序點進行排查,重點尺寸列入管控表,每批次來料進行檢驗,數據每批次進行檢測,并專人監控尺寸穩定性和走向,每周進行統計分析和調整,可有效避免類似問題發生。
8 結語
通過對某車型方向盤與轉向管柱護罩干涉故障解決,期間經過了現狀調查、原因分析、對策制定、改進實施、效果驗證、防止再發、橫向排查7個步驟,真正找到了方向盤與轉向管柱護罩的根本原因,并對方向盤骨架、組合開關、轉向管柱下護罩不滿足要求制定了相應的整改措施,經驗證后證實有效,并找到監控方向盤與轉向管柱護罩干涉的一套有效流程。
通過此項目改善,對車身精度影響點和尺寸鏈有了更深一步了解,遇到問題要系統分析,要對零部件進行拆解及故障再現分析,挖掘問題真因,制定整改計劃,整改完成后,對相應試驗進行進一步驗證,確保方案的有效性。通過本次改善項目活動,小組完成了預定的目標值,將該車型方向盤與轉向管柱護罩干涉問題徹底消除。
針對其他零部件依然存在的一些品質問題,通過此次改善橫向推廣、排查,切實根據客戶使用實際工況、駕駛習慣等優化零部件,提升國產汽車的整車品質及市場形象。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
汽車維護與修理(2016年10期)2016-07-10 08:17:41
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34