藍莓渣復合秈米膨化工藝優化及抗氧化活性研究
2022-11-02 01:08:56張新振蔣依婷琚飛龍李雪玲
食品與機械 2022年10期
張新振 楊 濤 蔣依婷 琚飛龍 高 洋 孫 玥 李雪玲 梁 進
大米加工過程中通常會產生許多碎米,其營養成分和整米相近,但價格相對低廉,因此可對碎米開展增值化利用[1]。藍莓可以鮮食,也可加工成果汁或果酒,藍莓加工后的余渣中仍富含酚類等活性物質[2-4]。焦妍津[5]研究發現,藍莓果渣中的花青素和黃酮醇含量分別為2.551,1.677 mg/g,且均高于藍莓鮮果中的。目前,有關藍莓果渣類食品有藍莓渣發酵產品[6]、藍莓渣膳食纖維蛋糕[7]、藍莓渣曲奇餅干[8]、藍莓果渣掛面[9]、藍莓果渣混合果醬[10]等。然而,以藍莓果渣復合秈米粉為原料制備膨化米果類休閑食品的相關研究尚未見報道。 研究擬對藍莓渣復合秈米的膨化工藝進行優化,并探究藍莓渣秈米果對DPPH自由基和ABTS自由基的清除率,旨在為膨化型藍莓渣秈米果類休閑食品的產業化開發利用提供依據。
1 材料與方法
1.1 材料與儀器
秈米粉:安徽省皖瑤湖食品有限公司;
藍莓果渣:安徽獨秀山藍莓科技有限公司;
2,2-聯氮-二(3-乙基-苯并噻唑-6-磺酸)二銨鹽(ABTS)、1,1-二苯基-2-三硝基苯肼(DPPH):純度>98%,阿拉丁試劑(上海)有限公司;
其他試劑:國產分析純;
水分測定儀:HE83/02型,梅特勒—托利多儀器(上海)有限公司;
高速多功能粉碎機:SS-1022型,永康市鉑歐五金制品有限公司;
雙螺桿實驗機:DSE32-1型,濟南盛潤膨化機械有限公司;
電熱鼓風干燥箱:GZX-9146MBE型,上海博訊實業有限公司醫療設備廠;
電子天平:JM-A1002型,諸暨市超則衡器設備有限公司;
臺式低速離心機:TD4A型,長沙英泰儀器有限公司;
數顯恒溫水浴鍋:HH-2型,金壇市杰瑞爾電器有限公司;
紫外可見分光光度計:UV9000型,上海元析有限公司。
1.2 試驗方法
1.2.1 單因素試驗
(1) 物料水分含量:設定擠壓膨化溫度(擠壓機一區、二區、三區與四區溫度)為50-80-120-140 ℃,螺桿轉速120 r/min,考察物料水分含量(12%,14%,16%,18%,20%)對藍莓渣秈米果綜合得分的影響。
(2) 膨化溫度:設定物料水分含量16%,螺桿轉速120 r/min,考察擠壓膨化溫度(50-80-100-120,50-80-110-130,50-80-120-140,50-80-130-150,50-80-140-160 ℃)對藍莓渣秈米果綜合得分的影響。
(3) 螺桿轉速:設定擠壓膨化溫度50-80-120-140 ℃,物料水分含量16%,考察螺桿轉速(120,140,160,180,200 r/min)對藍莓渣秈米果綜合得分的影響。
1.2.2 正交試驗 在單因素試驗基礎上,以物料水分含量、擠壓膨化溫度和螺桿轉速為影響因素,以藍莓渣秈米果綜合得分為響應值,采用三因素三水平的正交試驗優化藍莓渣秈米果的膨化工藝。
1.2.3 膨化度測定 采用徑向膨化度[11],按式(1)進行計算。
(1)
式中:
D——徑向膨化度;
d——10個隨機樣品橫截面直徑的平均值,mm;
d0——模具口直徑,取4.2 mm。
1.2.4 花色苷含量測定 參照胡秋麗等[12]的方法提取藍莓渣花色苷,參照于澤源等[13]的方法測定花色苷含量,并按式(2)和式(3)進行計算。花色苷含量表示為每克樣品中含有矢車菊-3-葡萄糖苷(C3G)的質量(mg C3G/g)。
A=(A520 nm,pH 1.0-A700 nm,pH 1.0)-(A520 nm,pH 4.5-A700 nm,pH 4.5),
(2)
(3)
式中:
c——樣品中花色苷含量,mg C3G/g;
A——樣品液的吸光值;
A520 nm、A700 nm——樣品液在520,700 nm處的吸光值;
DF——稀釋倍數;
Mw——矢車菊素-3-葡萄糖苷的相對分子質量,449.2;
Ma——矢車菊素-3-葡萄糖苷的消光系數,26 900 L/(mol·cm);
L——比色皿光程,1 cm;
m——樣品質量,g。
花色苷含量評分采用線性插值法[14],按式(4)進行換算。
(4)
式中:
SH——花色苷含量得分;
Ymax——花色苷含量最大值,mg C3G/g;
Y——花色苷含量值,mg C3G/g;
Ymin——花色苷含量最小值,mg C3G/g。
1.2.5 感官評分 根據GB 17401—2014并稍加修改。由10名食品專業的人員組成評價員,按表1進行感官評分。
1.2.6 綜合評分 分別以膨化度(F1)、花色苷含量(F2)、感官評分(F3)為評價指標,并對各指標賦予不同的權重系數,按式(5)進行多指標綜合評分(F)[15]。
F=0.3F1+0.3F2+0.4F3。
(5)
1.2.7 體外抗氧化分析
(1) 樣品液制備:根據Qiu等[16]的方法并稍加調整。用粉碎機將膨化秈米果以及膨化藍莓渣秈米果粉碎,取2 g 樣品粉加入體積分數為80%的甲醇溶液40 mL提取2次,200 r/min、37 ℃水浴振蕩1 h,4 000 r/min離心5 min,合并上清液于冰箱待用。
(2) 總黃酮含量測定:根據Wu等[17]的方法稍加修改,取2 mL樣品和0.5 mL質量分數為5%的亞硝酸鈉溶液,混勻,靜置6 min,加入0.5 mL質量分數為10%的硝酸鋁溶液,混勻,靜置6 min,加入2 mL質量分數為4%的氫氧化鈉溶液,混勻,靜置15 min。測定510 nm處混合溶液的吸光度。以蘆丁作為標準溶液繪制校準曲線(0.2~1.0 μg/mL,R2=0.997 7)。

表1 藍莓渣秈米果評分標準Table 1 Scoring standard of blueberry residue indica rice fruit
(3) DPPH自由基清除率測定:根據文獻[18-19]并修改。用無水甲醇將DPPH配置成 0.06 mmol/L的溶液,取1 mL提取液與4 mL DPPH溶液混合,避光反應30 min。使用無水甲醇作為空白,測定517 nm處吸光度值,并按式(6)計算DPPH自由基清除率。
(6)
式中:
R——自由基清除率,%;
A0——空白組吸光度值;
A1——對照組吸光度值;
A2——樣品組吸光度值。
(4) ABTS自由基清除率測定:根據文獻[20-21]并修改。將5 mL 7.4 mmol/L ABTS溶液與5 mL 2.6 mmol/L 過硫酸鉀溶液混勻,避光靜置15 h。用無水甲醇將混合液稀釋至吸光度值為0.70±0.02。避光條件下,吸取0.2 mL樣品溶液,加入4 mL ABTS混合液,反應6 min,測定734 nm處吸光度值,并按式(6)計算ABTS自由基清除率。
1.3 數據處理
使用Office軟件計算花色苷濃度和綜合得分,SPSS 26.0軟件處理正交試驗數據,Origin 2019軟件制圖。
2 結果與分析
2.1 混合原料粉比例的確定
在物料水分含量為16%,擠壓膨化溫度為50—80—120—140 ℃,螺桿轉速為160 r/min的條件下,將不同復配比的藍莓渣粉和秈米粉進行膨化加工。當藍莓渣粉添加量為12%時,膨化米果中花色苷含量較高為0.167 5 mg C3G/g,膨化度適中,有藍莓的酸甜味,藍莓和米粉的味道均可被嘗出,同時色澤較好。因此,確定混合原料粉的適宜配比為m藍莓渣粉∶m秈米粉為12∶88。
2.2 單因素試驗
2.2.1 物料水分含量對藍莓渣秈米果品質的影響 由圖1 可知,藍莓渣秈米果的膨化度隨物料水分含量的增加先增大后減小,可能是由于物料水分含量太少,水分汽化程度較低,機筒內外壓差不明顯,導致膨脹度減小,與文獻[22]的趨勢一致。藍莓渣秈米果的花色苷含量隨物料水分含量的升高而增加,可能是由于隨著物料水分含量的升高,物料中的水分吸收機腔內大量的汽化潛熱,導致物料的升溫速率下降,從而使得花色苷的損失減少[23]。藍莓渣秈米果的感官評分隨物料水分含量的升高先升高后降低,可能是由于物料水分含量較低時,擠壓過程中易出現模口堵塞現象,致使膨化產品嚴重焦化;而物料水分含量較高時,膨化產品的含水量會隨之增加,致使產品成型和口感變差[24]。
2.2.2 擠壓膨化溫度對藍莓渣秈米果品質的影響 由圖2 可知,藍莓渣秈米果的膨化度隨擠壓膨化溫度的升高先增大后減小,可能是由于溫度的升高,水分子的熱運動隨之加快,淀粉逐漸發生降解且糊化的程度也逐漸增大,從而使得膨化度提高;而溫度較高會導致產品中的氣泡過早破裂,膨化度降低[25]。藍莓渣秈米果的花色苷含量隨擠壓膨化溫度的升高而降低,可能是由于花色苷是一種熱敏性活性物質,不耐熱,溫度升高會使花色苷分解[26]。藍莓渣秈米果的感官評分隨擠壓膨化溫度的升高先升高后降低,可能是由于溫度較低時,淀粉糊化度較低,導致膨化產品的感官較差;而溫度較高時,膨化產品會過度焦糊化,致使產品口感變差,感官評分降低[5]。

圖1 物料水分含量對綜合得分的影響Figure 1 Effects of moisture content of material on comprehensive score
2.2.3 螺桿轉速對藍莓渣秈米果品質的影響 由圖3可知,藍莓渣秈米果的膨化度和感官評分均隨螺桿轉速的升高先升高后降低,可能是由于螺桿轉速較低時,物料所受剪切力小,不利于產品膨化,導致感官較差;隨著螺桿轉速的升高,物料受到的剪切力隨之升高,淀粉分子間氫鍵被破壞,從而增加了分子的結構空間,有利于水分子的均勻滲入并發生溶脹,膨化度提高;而過高的螺桿轉速會使物料在機筒內的停留時間縮短,使得物料吸收熱量不足,水分不能充分汽化,淀粉糊化度程度較低,從而導致了膨化度和感官評分的降低[27-28]。藍莓渣秈米果的花色苷含量隨螺桿轉速的升高先升高后降低再升高,當螺桿轉速為140 r/min時,產品花色苷含量最高,可能是由于螺桿轉速較低時,機筒內物料吸熱不充分,升溫速度慢,導致花色苷含量升高;當螺桿轉速>140 r/min時,物料在機筒內的停留時間縮短,但物料所受剪切力隨之增大,溫度隨之上升,導致花色苷含量減少;當螺桿轉速為200 r/min時,雖然物料所受剪切力增大,但物料在機筒內的停留時間過短,溫度還未上升,因此花色苷含量上升。
2.3 正交試驗
在單因素試驗基礎上,以物料水分含量、擠壓膨化溫度和螺桿轉速為因素,以綜合得分為響應值,采用三因素三水平正交試驗優化藍莓渣秈米果的膨化工藝。正交試驗因素水平見表2,正交試驗設計及結果見表3。
由表3可知,影響藍莓渣秈米果品質的因素主次順序為B>A>C,藍莓渣秈米果的最優工藝組合為A2B1C2,即物料水分含量為16%,擠壓膨化溫度為50-80-110-130 ℃,螺桿轉速為160 r/min。由表4可知,物料水分含量以及擠壓膨化溫度對藍莓渣秈米果品質的影響顯著(P<0.05)。
進一步對最優配方進行驗證實驗,即在物料水分含量為16%,擠壓膨化溫度為50-80-110-130 ℃,螺桿轉速為160 r/min時重復實驗3次,所得藍莓渣秈米果的綜合平均得分為62.23,色澤呈紫色且口感酥脆。由獨立樣本檢驗表(表5)可知,F=9.750,顯著性P為0.035<0.05,所以不假定等方差;而Sig.(雙尾)為0.841>0.05,故兩組數據無顯著性差異,說明在正交試驗的最優條件下制得的藍莓渣秈米果品質最好。

表3 正交試驗設計及結果Table 3 Orthogonal experimental design and results

表4 正交試驗方差分析表?Table 4 Variance analyses of orthogonal test
2.4 體外抗氧化活性
2.4.1 總黃酮含量 由圖4可知,膨化秈米果的總黃酮含量相對于膨化藍莓渣秈米果的較低,可能是因為在擠壓重組的高溫高壓過程中其黃酮類物質遭到破壞導致的結果。而樣品的總黃酮含量顯著上升,可能是因為樣品中加入的藍莓渣粉中含有一定量的黃酮類物質[29]。
2.4.2 DPPH自由基清除率 由圖5可知,膨化秈米果對DPPH自由基具有一定的清除能力,可能是由于秈米粉在擠壓加工過程中發生了美拉德反應,而美拉德反應產物具有一定的抗氧化能力[30]。與膨化秈米果相比,經優化后的膨化藍莓渣秈米果對DPPH自由基的清除能力顯著提高,可能是因為藍莓渣粉中含有花色苷,而花色苷具有較強的抗氧化能力[31]。

表5 獨立樣本檢驗表Table 5 Testing table of independent samples

圖4 膨化秈米果和膨化藍莓渣秈米果的總黃酮含量Figure 4 Contents of total flavonoids in puffed indica rice fruit and puffed blueberry residue indica rice fruit
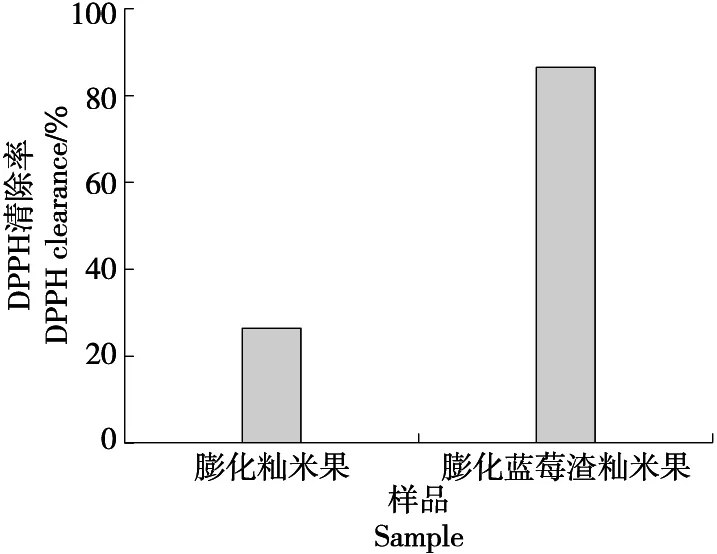
圖5 膨化秈米果和膨化藍莓渣秈米果對DPPH自由基清除率的影響Figure 5 Effects of puffed indica rice fruit and puffed blueberry residue on DPPH free radical clearance
2.4.3 ABTS自由基清除率 由圖6可知,膨化秈米果對ABTS自由基具有一定的清除能力,可能是由于秈米粉中含有維生素E及維生素B等抗氧化物質[32],且秈米粉在擠壓加工過程中可能發生了美拉德反應。與膨化秈米果相比,經優化后的膨化藍莓渣秈米果對ABTS自由基的清除能力顯著提高,可能是加入的藍莓渣粉中含有花色苷和黃酮醇[33]等抗氧化物質。

圖6 膨化秈米果和膨化藍莓渣秈米果對ABTS自由基清除率的影響Figure 6 Effects of puffed indica rice fruit and puffed blueberry residue on ABTS radical clearance
3 結論
藍莓渣復合秈米的最佳膨化工藝為藍莓渣粉添加量12%,物料水分含量16%,擠壓膨化四區溫度50-80-110-130 ℃,螺桿轉速160 r/min。相對于膨化秈米果,藍莓渣秈米果對DPPH自由基和ABTS自由基的清除率分別提高了60.19%,73.67%,具有良好的抗氧化特性。后續可通過一些技術手段對藍莓渣秈米果的抗氧化機理進行研究。
