常溫擠出糖霜3D打印機設計
2022-11-02 01:08:40王巧蘭尤曉萍
食品與機械 2022年10期
王巧蘭 尤曉萍
近年來,有關3D食品打印的研究較多,如基于熔融沉積技術(FDM)的奶酪[1-2]、巧克力[3]、谷物類零食[4]、餅干面團和碎肉[5]等食品打印。也有關于食品的成分、打印特性等方面的研究,如打印材料能夠支撐自身重量的尺寸穩定性[6],打印材料內的膠體研究[7],打印參數對成品的影響等。由于打印物料的特殊性,對其安全性和衛生都要有嚴格的要求。根據3D打印原理,適合于食品造型設計和材料加工需求的3D打印技術見表1[8-11]。
糖藝是指將糖、水等原料按照一定比例調和后制作的具有食用性和觀賞性的獨立食品或裝飾品,其制品形式多樣、色彩豐富、質感剔透,具有三維立體造型。傳統的糖藝制品由制作者憑借經驗手工制作,因此制品的樣式、制作速度、成品質量等都受到了限制。將3D打印技術與糖藝結合,可以提高制作效率,改善衛生條件,能加工出復雜糖畫模型以滿足造型獨特的個性化糖藝制品的需求[12-16]。
1 工作原理
該設計是完成糖霜制品的3D打印,其打印原料由糖粉、脫脂奶粉、水果汁等按照一定比例混合,再利用攪拌器將混合物變成適于打印噴嘴的半流體性狀。因糖霜含有淀粉,該半流體混合物有一定的黏性,可以在室溫下順利擠出。打印完后可通過烘烤、油炸、蒸制等形式進行熟化。綜合考慮打印機成本及性能等因素,結合表1選擇常溫擠出的3D打印技術。常溫擠出僅取決于糖霜混合物的流變性,其工作原理示意圖見圖1。該擠出方法通過控制電磁閥控制流質材料的流量,非常適合于制作復雜造型、單一材料的糖制品。坐標系選用下方底板不動、上方打印噴頭按預定程序實現X、Y、Z3個坐標軸運動的笛卡爾坐標。
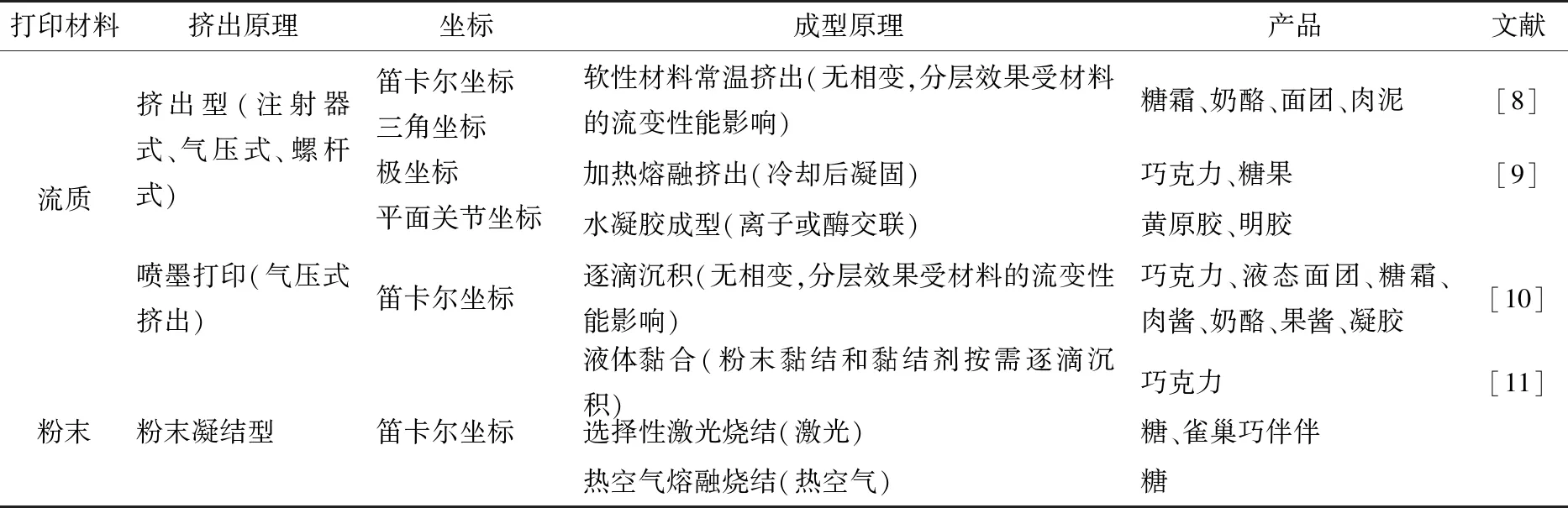
表1 3D打印技術在食品領域的應用Table 1 List of 3D printing techniques applied for food design
擠出型3D打印機的擠出方式主要有3種:注射器式擠出、氣壓式擠出和螺桿式擠出[12-13](圖2)。其中,注射器式擠出機構由電機、注射器、柱塞和擠出噴頭構成。
注射器式擠出的注射器腔用于貯存打印食料,通過編程控制步進電機使得由其帶動的柱塞線性向下運動,擠出噴頭均勻地擠出食料。氣壓式擠出機構由壓縮空氣的氣泵、密封的物料盒和擠出噴頭構成,氣泵產生的壓縮空氣推動物料從噴頭擠出。螺桿式擠出機構由電機、擠出螺桿、原料裝載區、物料盒、擠出料管、擠出噴頭構成,通過編程控制步進電機使得由其帶動的螺桿線性向下運動。

圖1 常溫擠出型的工作原理示意圖Figure 1 Schematic diagram of room temperature extrusion processes

圖2 適用于流質/半流質材料的擠出方式Figure 2 Extrusion mode for soft material
常溫擠出型食品3D打印工藝流程見圖3,首先根據需求完成三維建模,然后生成打印路徑的G代碼,將該代碼加到3D打印機中進行食物打印,最后對打印成品進行后處理(烘烤、油炸等)。
2 機械結構
2.1 擠出裝置設計
注射器式擠出方式適合于打印半固態或固態食料,一個電機只能驅動一個擠出噴頭,改變電機速度即可快速調整擠出速度,但應避免柱塞與注射器間的摩擦。在氣壓式擠出方式中,氣泵可用于驅動多擠出噴頭,通過調節閥獲得不同的擠出速率。因固體或半固體的材料容易附著在食物盒內壁上,因此氣壓式擠出方式適合于打印液體材料。為了避免壓縮空氣污染食料,需在空氣入口處安裝過濾系統對其消毒。螺桿式擠出受氣泡干擾最小,由于螺桿、物料盒和料管均直接接觸食料,因此螺桿、物料盒和料管應使用食品級不銹鋼。

圖3 常溫擠出型食品3D打印工藝流程Figure 3 3D food printing process
試驗設計選用螺桿式擠出。為了滿足半流體食品打印的衛生性、生產效率,以及便于耗材的更換等要求,對傳統的料罐進行改良,改良后的料罐如圖4所示。將料罐與擠出裝置結合成一體,同時料罐的設計為快拆結構,實現耗材的快速更換。擠出裝置采用貫通絲桿電機,貫通式絲桿電機與絲桿之間的螺紋配合,橡膠內塞在貫通式絲桿電機的推動下將半流體耗材擠出。因貫通式絲桿電機之間的配合精度高,所以產品擠出及倒吸精度也高,從而提高了食品3D打印機的生產工藝精度。
打印步驟:在儲料罐11中放置食品耗材,儲料罐11與密封蓋2貼合配合,快拆管夾10將儲料罐11固定,通過絲桿法蘭螺母8與絲桿7連接的橡膠推進內塞9在貫通式絲桿電機5的推動下螺旋向下將食品耗材擠出;電流檢測模塊檢測貫通式絲桿電機5的工作電流,并發送至運算模塊;運算模塊用于判斷貫通式絲桿電機5的工作電流是否超出所設定的電流范圍,判斷耗材的剩余量,若超出預設電流范圍,則生成并發送警告信號。同時接收接近開關4所發送的電氣信號;當擋板離接近開關的感應面一定距離時,發送電氣指令至運算模塊。運算模塊接收該信號一定單位時間后,生成減緩至停止裝載的指令并發送至貫通式絲桿步進電機5。貫通式絲桿電機5根據該指令調整脈沖頻率調制貫通式絲桿電機5的轉速,減速至停止轉動。此時運算模塊發送耗材消耗完畢的警告信號,提醒生產工人快速更換耗材后,繼續重復執行上述步驟。
2.2 機械結構設計
機械結構設計圖見圖5,整體結構為鋁型材搭建。4個同步帶模組采用龍門架結構,相同面積內,采用龍門架結構可以使打印空間最大化。Y軸方向通過一個伺服電機驅動兩個平行的同步帶模組來進行移動;X軸則通過單個同步帶模組進行移動;Z軸同理。擠出機以及儲料罐固定在X軸的滑塊上,擠出機采用高精度的螺桿擠出結構;儲料罐與擠出機通過食用級導管連接,并通過外置氣泵將耗材擠壓至擠出機,擠出機根據控制模塊發出的指令定量地擠出耗材;圖像識別攝像頭識別托盤上需打印物體的相關坐標以及輪廓等參數,并將這些信息發送至控制模塊;控制模塊處理這些信息后將打印參數轉化成X、Y、Z軸的脈沖信號并發送至3個伺服電機從而完成打印任務。

1. 擠出機連接板 2. 密封蓋 3. 電機座 4. 接近開關 5. 貫通式絲桿電機 6. 擋板 7. 絲桿 8. 絲桿法蘭螺母 9. 橡膠推進內塞 10. 快拆管夾 11. 儲料罐圖4 改良后的料罐示意圖Figure 4 Schematic of an reformed tank

1. 框架 2. X軸 3. 料罐 4. Z軸 5. 螺桿泵 6. 噴頭 7. 平臺 8. Y軸圖5 機械結構設計圖Figure 5 Structure diagram of printing machine
3 控制系統
3.1 控制系統硬件設計
糖霜制品打印機的機構運動控制采用“工控機+運動控制卡”模式,其控制系統框圖如圖6所示。
利用PCIe高速串行計算機擴展總線將3D糖霜模型的G代碼傳遞給運動控制卡,經運動控制卡將指令傳送給X、Y、Z軸及擠出模塊的步進電機,從而完成糖霜制品的打印過程。運動控制卡負責X、Y、Z軸的方向運動,以及擠出頭的打印物料的輸送。六路限位開關主要負責定位和各向位置的限定,保護打印過程的安全性與準確性。擠出模塊是運動的核心點,因此在檢測擠出模塊中耗材余量的同時,增加自動檢測堵料功能。擠出模塊的檢測分為電流檢測模塊和運算模塊,電流檢測模塊用來檢測貫通式絲桿電機的工作電流,并將工作電流數據發送至運算模塊;運算模塊根據電流檢測模塊發送的工作電流數據來判斷耗材的狀態,若超出預設電流范圍,則生成并發送警告信號。
圖像識別攝像頭對準打印托盤上的打印食品,通過識別和定位得到打印食品的相對坐標和角度;經RS485串口連接設備,使用DTU透傳功能,將食品打印機的信息提供給云平臺;實時信息反饋模塊可以將生產進度、生產成本和耗材剩余量等信息同步至服務端以及手機客戶端。通過圖像識別模塊以及耗材檢測模塊能實時反饋產品的生產情況。一旦發生故障,可第一時間查找故障原因及位置。
若要實現多工位的食品生產線,通過CAN總線擴展運動控制卡即可。
3.2 主程序流程圖
糖霜制品3D打印機的程序按照模塊化思路設計,主要分為繪圖、打印主程序和圖像處理流程,具體見圖7。
若在糖霜餅干上繪圖,先要有樣圖,具體流程見圖7(a)。新建圖層后,導入繪制的圖形,經繪圖和重心標定后,即可導出XML格式的軌跡文件。
3D打印主程序中,首先導入繪制圖的軌跡文件,根據需要進行標定,然后讀取攝像頭的圖像;配置打印參數,如打印溫度、打印速度等;系統調零后開始分層擠出打印繪圖。在分層擠出中需要判斷每個圖層是否繪制完成。當全部圖層均已打印完成,則打印機各軸回零并結束打印工作。
打印中需要對托盤上的餅干進行識別與定位,獲得餅干的真實坐標后方能實現精準打印。該糖霜打印的圖像識別是采用分水嶺算法對密集擺放的餅干進行區分;提取餅干的骨架作為掩膜與原圖相減,使餅干內部具有局部最小值以此來生成分水嶺的谷底。距離變換即非0像素點的像素值取決于其與像素值為0的像素點之間的最小距離,因此在像素均勻分布的餅干上能提取出餅干的骨架。

圖6 控制系統框圖Figure 6 Control system block diagram

圖7 糖霜制品3D打印機主要程序流程圖Figure 7 Main flow chart
4 結果及分析
試驗設計的糖霜打印機是常溫擠出型,因此只要保持合適的環境溫度和濕度(溫度在18~25 ℃,濕度不高于50%)即可確保打印機正常工作。
按質量比5∶30∶3準備好涼開水、糖粉、蛋白粉。在容器中加入過篩后的蛋白粉,加水攪拌至無顆粒;將糖粉過篩加入容器中,攪拌至無顆粒光滑狀態;提起刮刀觀察糖霜打印物料狀態(應處于流暢狀態),高速打發至硬尖峰狀態即可,即用刮刀提起時糖霜可以保持一定角度立住的狀態;將物料加入儲料罐即可開始打印。
由調試過程及打印成品(圖8)可知,對于字母、數字、大線條的圖形等均能夠清晰打印。

圖8 成品圖Figure 8 Pictures of printed objects
5 結論
改良后的系統能實現快速更換料罐(30 s內);成型速度快(≥5 000 mm/min),速度可調;成型精度控制在1 mm以內,成型件的強度、膨脹率和表面粗糙度指標均較好;自帶光源的圖像識別及處理系統,能夠識別產品形狀、個數及完整性等。該糖霜制品3D打印機還可通過CAN總線實現打印工位的擴展,適用于大批量的生產。研究設計的糖霜制品3D打印機仍存在許多局限,如打印物料單一及打印線條不夠精細。為了豐富和拓寬打印機的應用范圍,后續研究將著眼于不同打印物料的試驗和通過改良打印技術尋求打印精度和噴頭堵塞的最優解。
