薄脆性玻璃減薄制程新型加工工藝設計
2022-10-28 04:26:42朱永波徐利君
機械工程與自動化 2022年5期
朱永波,徐利君
(湖南機電職業技術學院,湖南 長沙 410151)
0 引言
智能手機目前在全世界都得到了廣泛的應用,且智能手機更新換代速度非常快,隨著5G時代的來臨,智能手機已為人們日常生活中不可缺少的一部分。玻璃作為智能手機的一個重要組成部分,不僅僅應用于顯示屏,后蓋板使用玻璃也已成為趨勢,備受青睞。玻璃加工一直是該行業的一個重要制程,傳統工藝都是采用拋光設備使用拋光介質配合拋光液做行星運動進行加工,其加工效率較低,通常一盤的加工時間為15 min~20 min,平均1 min/pcs左右,自動化難度非常大,所有基本加工都是由人工操作機臺。該行業一直都在進行新型加工方法的研究和探索,以取代傳統加工模式。
隨著我國智能制造裝備的迅速發展,以新型傳感器、智能控制系統、工業機器人、自動化生產線為代表的智能制造裝備產業體系初步形成,一批具有知識產權的重大智能制造裝備實現突破,本文以薄脆性玻璃減薄加工工藝為重點研究內容,引入先進制造技術,實現了數控裝備行業智能化、信息化、無人化的升級和突破,可以有效地解決玻璃減薄制程中工作環境差、勞動強度大、玻璃易碎、效率低等問題。
1 加工對象特性分析
智能手機蓋板玻璃通常采用康寧第六代鋁硅酸鹽玻璃,具有較好的透光性、抗劃傷能力以及耐沖擊性等優秀性能,尤其是增加了P2O5后的鋁硅酸鹽玻璃性能更加突出。但對于加工而言其具有以下特點:①薄:成品厚度為0.6 mm左右;②硬:表面維氏硬度>7 200 MPa;③脆:表面壓應力值>865 MPa。以上特點決定了其加工難度大。玻璃從毛坯到成品的總去除量約為0.3 mm左右,加工工藝一般分為粗磨、精磨、精拋三個制程。粗磨和精磨都是一種減薄工藝,將玻璃表面粗糙不平或成形時余留部分的玻璃磨去,去除毛坯的大部分余量,達到保持大致的幾何形狀與粗糙度的效果,為最后的精拋做好準備。
2 加工工藝特點的研究
在進行最后精拋之前,減薄制程需要達到的要求為:①加工余量由0.9 mm減至0.65 mm;②減薄后的尺寸精度為±0.005 mm;③單片厚度差值:0.005 mm;④表面粗糙度:Ra0.025;⑤節拍:10 s/pcs。
傳統加工方式為單面斷續加工(見圖1),采用人工上下料,在保證參數要求的前提下效率為1 min/pcs,所以效率較低,工廠為了保證產量,需要配置大量的設備和人工。鑒于這些弊端,在與用戶深入交流后,提出了采用雙面連續加工(見圖2)且配套自動化上下料的生產方式來提高生產效率。為達到要求,主要加工設備必須滿足以下幾點要求:①機床剛性要好;②主軸轉速要快;③拋光砂輪去除力要強且經久耐用;④自動化上料應具備位置自動識別和跟隨功能。
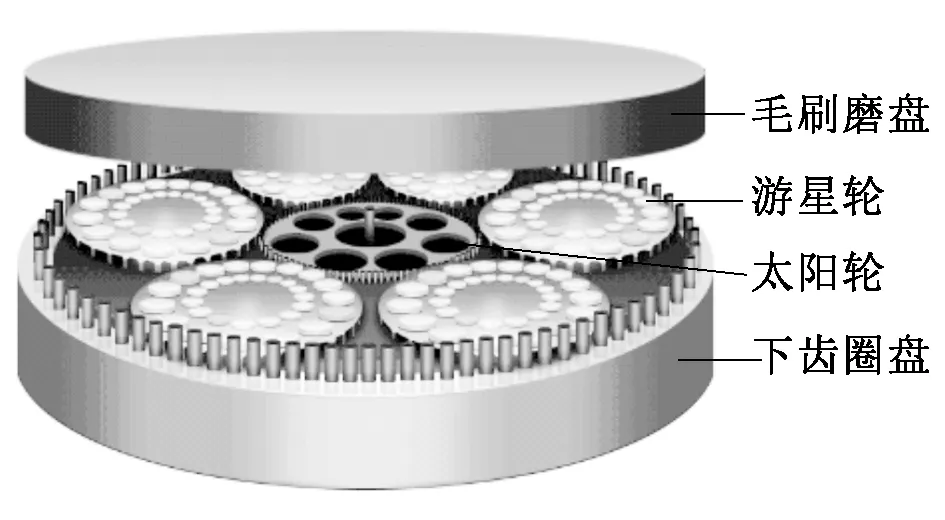
圖1 單面斷續加工方式
根據以上要求,通過實驗批量驗證,選用立式雙端面磨床作為加工設備。其機身采用一體化鑄件,磨頭進給采用高精密滾珠絲杠副,進給精度達到0.001 mm。磨頭采用電主軸變頻驅動,轉速可達到1 000 r/min。通過單獨控制的上、下砂輪,采用分層磨削方式以確保較大的去除量。拋光砂輪選用金剛石砂輪,在保證去除力的同時使用壽命可達到100 000片。由于采用的是連續磨削加工的方式,送料轉盤在運動過程中會受到砂輪反向力的作用,致使上料位置連續且不固定,因此采用視覺識別定位、機器人以及送料轉盤位置輸出的聯動方式來實現。
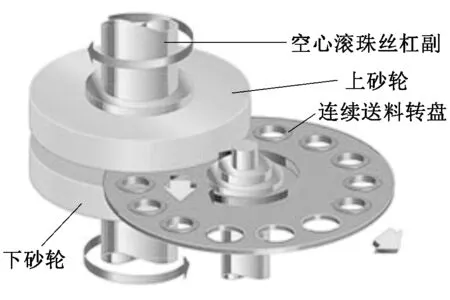
圖2 雙面連續加工方式
3 加工工藝流程設計
通過對加工工藝特點的分析研究,采用了以磨代拋的雙面生產工藝,其特點是:①生產節拍快(最快可達3 s/pcs);②加工過程連續不停頓;③加工對象為易碎材料,如發生玻璃破碎,玻璃渣將會對后續加工產生劃傷的影響,需要完全清理,耗時耗力。根據這些特點,為滿足用戶99.99%穩定性的要求,必須要配套自動化上下料裝置。最終制定的工藝流程如圖3所示。

圖3 磨削加工工藝流程
3.1 來料及分片設計


圖4 “疊片+分片”供料裝置
3.2 視覺計算及機器人上料設計
為了防止玻璃在磨削過程中對送料盤產生沖擊和竄動造成碎片的風險,要求玻璃放入料盤的單邊間隙≤0.05 mm,因此在機器人隨動上料時需通過視覺拍照計算后與機床的速度保持聯動。運動時由記錄送料轉盤的位置編碼器觸發視覺相機拍照,視覺系統將位置數據和從拍照點到放料點的時間反饋給機器人,機器人配合接收到的信息將玻璃準確放入料盤夾具中。視覺及機器人設計方案如圖5所示。
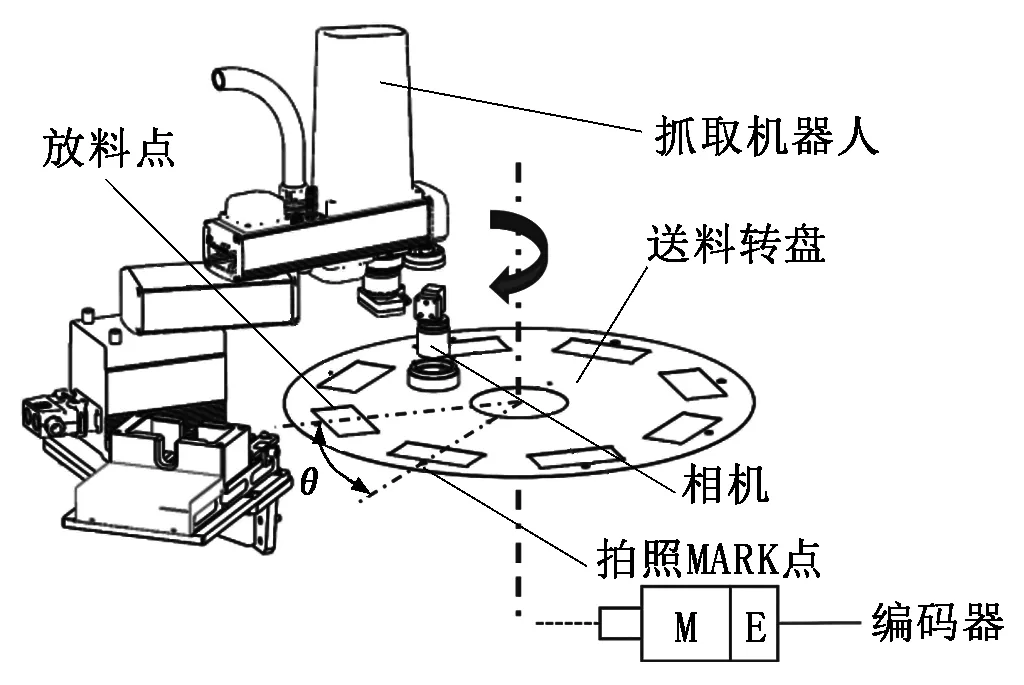
圖5 視覺及機器人設計示意圖
機器人與視覺配合關系為:
Tr=Ts.
(1)
式(1)可以演變為:
(2)
在公式(2)中θ和i都屬于固定值,實際調試時只需要調整伺服電機的轉速和加減速的時間就可以實現視覺識別和機器人的隨動配合,節省了調試的時間,消除了加工環境的影響。
為了進一步提高準確率,在玻璃進入磨削前可以設置高度傳感器,在機械手沒有完全放入的情況下,系統會報警提示,大大提高了系統的安全性。
3.3 磨削減薄工藝設計
用磨削代替拋光作為玻璃減薄工藝,其核心在于機床的高剛性和砂輪高切削力。通過多年的探索,發現采用立式雙端面磨床可以滿足要求。而本工藝的最大優勢就是節拍快、效率高,采用雙平面磨削加工時,上、下砂輪呈一定角度,從進入磨削區到出口采用分層磨削的方式,一次性達到產品尺寸要求。根據這些特點最終選用金剛石研磨墊(如圖6所示),它通過特殊粘合劑與金屬盤面結合,使用金剛石修整器對其進行修銳以達到多次使用的效果,且該研磨墊具有微小的韌性,可以消除磨削過程中對滾珠絲杠副的傷害,既可以保證工件加工精度又可以保護機床。

圖6 金剛石研磨墊
3.4 加工后的檢測效果
通過粗磨和精磨后對玻璃表面粗糙度進行檢測,平均為Ra0.02(如圖7所示),達到了很好的效果,為最后的精拋光打下良好的基礎。

圖7 表面粗糙度檢測圖
4 控制程序的設計
由于整個工藝設計中包含的設備種類以及需要控制的點位數量較多,為了使整個控制程序邏輯關系清晰,采用模塊化程序設計方法。系統控制邏輯關系如圖8所示,包括一個主控模塊和兩個子模塊(機器人控制模塊和CDD視覺系統控制模塊)。同時為了便于設備調試,控制程序包括手動與自動兩種模式。在正常情況下選擇自動運行,整個生產線按照工藝流程進行自動生產。當需要對設備進行調試或臨時打樣時,可通過上位機上的旋鈕進行切換,實現手動控制。

圖8 系統控制邏輯圖
5 結語
通過對產品的材料特性、加工工藝性、加工環境等特點的研究后,本文設計了以數控立式雙端面磨床為加工設備,并采用了自動化上下料裝置和機器人與視覺耦合技術的自動化加工工藝,解決了薄脆性材料的加工和隨動入料的難題。通過現場的大量工藝驗證,并經用戶現場多次優化改進,完成了薄脆性玻璃減薄制程新型加工工藝設計,獲得了客戶的認可。
猜你喜歡
紅領巾·萌芽(2022年9期)2022-11-24 05:55:58
英語文摘(2020年5期)2020-09-21 09:26:30
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
趣味(語文)(2018年8期)2018-11-15 08:53:00
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
小說月刊(2014年4期)2014-04-23 08:52:21