某沖反結合低壓內缸制造工藝研究
2022-10-27 02:23:50熊運龍邱興渺李光富
東方汽輪機 2022年3期
熊運龍,邱興渺,李光富
(東方電氣集團東方汽輪機有限公司,四川 德陽,618000)
0 引言
構建清潔低碳、安全高效的能源體系是我國能源結構調整、推動能源生產(chǎn)和消費革命的目標和方向。在這場能源革命中,常規(guī)火電機組逐漸向清潔高效、靈活調節(jié)方向發(fā)展。在質量與效率的提升中,某660 MW 機組低壓模塊走在了前列。其低壓內缸采用球墨鑄鐵材質,進汽腔室變截面型線鑄造成型,汽流效率提升。中分面采用斜面結構,把緊性能好,漏汽損失小。內腔采用反動式靜葉與常規(guī)隔板槽結合結構,相對于常規(guī)沖動式內缸,通流結構緊湊,級數(shù)多,效率更高。結構的大幅度調整,帶來了加工方式的變化。本文圍繞該沖反結合類型低壓內缸的結構特點展開,對加工過程中的關鍵技術進行了深入分析及研究。
1 結構簡介
該低壓內缸為球墨鑄鐵件,上半重約31.5 t,下半重約45 t。內腔最大回轉直徑約φ4 070 mm,軸向長度約3 580 mm。外部與常規(guī)焊接低壓內缸類似,4 處貓爪支撐,天地方向與水平法蘭側面設置鍵槽與外缸定位,前后端面接配導流環(huán),上半一處進汽管,下半預埋抽汽接管。不同之處在于上半中分面帶有0.05°的斜度,下半中分面為水平面;內腔區(qū)別于常規(guī)沖動式低壓內缸隔板槽結構,其正反1~5 級為反動式結構,直接安裝靜葉與汽封齒,正反6、7 級為隔板槽,安裝隔板。對于大型龍門銑或鏜床等三軸機床,中分面斜面的銑削及斜度保證較為困難。反動式結構在低壓內缸上的應用,在靜葉槽車削、葉片安裝、車削尺寸保證上,由于尺寸較大、剛性不高,相對于高壓內缸,呈現(xiàn)不同的加工特點。對比高壓反動式筒形缸的紅套把緊,低壓內缸的斜面把緊結構,在對通流開合缸尺寸及中心調整上,也存在不一致的地方。需要通過合理的工藝流程及完善工藝方案試驗進行解決。
某低壓內缸結構(下半)如圖1 所示。
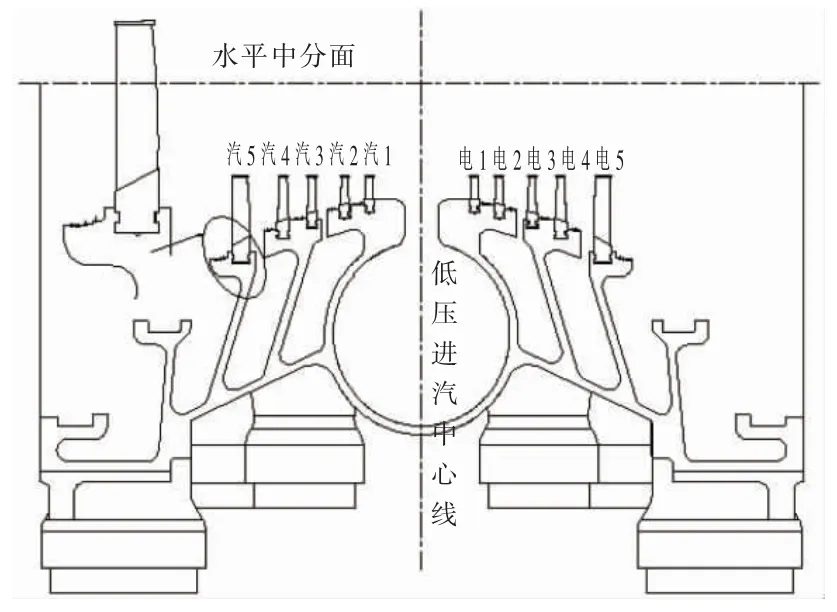
圖1 某低壓內缸結構圖(下半)
2 工藝方案制定
結合常規(guī)焊接低壓內缸與反動式筒形高壓內缸的加工方式,制定該沖反結合類型低壓內缸工藝方案如圖2 所示。

圖2 工藝方案流程圖
在這套工藝方案中,采取了常規(guī)內缸加工的通用流程。鑒于上半中分面帶斜度結構僅對最終的通流尺寸有影響,與內腔靜葉及齒安裝槽、壓板槽、管口等關聯(lián)不大,為便于找正及保證安裝葉片及齒狀態(tài)下中分面間隙,將上半中分面斜面的銑削放在第1 次立車及鏜床后,安裝靜葉及齒之前,相應的中分面錐銷孔分2 次鉸準。靜葉及齒采取一次車削:靜葉及齒一起安裝后,部分汽封齒位于兩級靜葉之間,軸向寬度約140 mm,徑向深度約250 mm,刀具長度及穩(wěn)定性還能滿足汽封齒車削。一次車削,可以減少一次合缸與拆缸的流程。鑄鐵件加工變形較大,且中分面斜面影響,可能導致圓及開檔錯位。為此,6、7 級隔板槽第1 次車削預留余量,第2 次立車時一并車準。
3 中分面斜度銑削
為增加中分面把緊性能,減少漏汽損失,汽缸上半中分面設計為帶0.05°的斜面結構。如圖3所示。考慮下半中分面與總裝找平、負荷分配等息息相關,因此,僅在上半中分面設計有斜度。
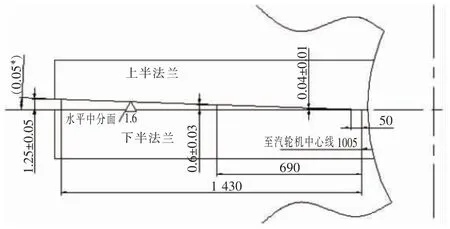
圖3 上半中分面斜度示意圖
一般說來,中分面的斜度銑削有3 種方式。
(1)鏜床主軸銑削。采取汽機側或電機側端面向下,中分面向主軸的上活方式。通過旋轉工作臺B 軸精度來保證斜面角度。轉準B 值后,用主軸完成中分面銑削。由于汽缸負荷不均勻,或者上活狀態(tài)與龍門銑平面銑削狀態(tài)(中分面向上)不一致等,鏜床找正時,中分面一般不能完全找平,常出現(xiàn)三點找零后一點掉角的情況。平面度找正偏差0.1~0.3 mm,不能滿足斜度在相應節(jié)距線位置±0.05 mm 的公差要求。
(2)龍門銑萬向角銑頭加工。龍門銑萬向角銑頭一般最小角度調整為0.5°,且角銑頭功率較小,大平面銑削粗糙度較差,接刀明顯,一般不用于精度要求較高的大平面銑削。
(3)龍門銑主軸加工。針對龍門銑主軸加工中分面斜面,試驗了2 種銑削方式。首先是按原精銑中分面找平,主軸走插補,來保證0.05°斜度。加工過程發(fā)現(xiàn)斜度和插補值大,傾刀現(xiàn)象明顯,每一刀之間出現(xiàn)兩端高、中間低的現(xiàn)象,高低差值達0.06~0.08 mm,即加工出來的面不平。另外一種方式是中分面找平時,人為將外側墊高,按圖示距中心1 005 mm 位置為0 位,距中心(1 005~1 430)mm 位置高1.25±0.05 mm,調整出0.05°角度。主軸加工就和常規(guī)中分面銑削一致,只是外側余量偏大、內側余量少的區(qū)別。銑削時建議從內側往外側銑,Z 值每上0.01 mm,X 方向要走0.01/tan(0.05)=11.5 mm。從外向內銑削,很容易超過圖示要求的1 005 mm 位置線。中分面銑為斜面后,可以在中分面法蘭背部打平面基準,便于后續(xù)加工或尺寸檢查找正使用。
綜合分析,龍門銑主軸加工配合支撐調整的方式更能滿足中分面斜度要求,且調整方式簡單方便。因此,采用中分面墊高調準斜度,龍門銑主軸銑削完成上半中分面斜面加工。
4 靜葉及汽封齒加工
作為通流直接相關的尺寸,低壓內缸靜葉及汽封齒的加工是整個低壓內缸加工的關鍵工序。主要分為靜葉及汽封齒槽的車削、靜葉及汽封齒安裝、靜葉及齒加工與尺寸檢查3 個階段。
4.1 靜葉及齒安裝槽的車削
低壓內缸靜葉及汽封齒槽的車削包含在汽缸端面、其余隔板槽的車削中,即一次車削。相對于反動式高壓內缸的車削,其靜葉槽前期龍門銑進行了粗加工,單邊僅有3 mm 余量。且低壓內缸中分面間隙要求把緊狀態(tài)0.03 mm 塞尺不入,沒有高壓內缸自由狀態(tài)0.03 mm 塞尺不入的高要求,車削加工對其中分面變形及間隙影響較小。因此,低壓內缸采用一次合缸,粗精車一次車削完成。只是在粗車單邊留1.5 mm 后,增加松開壓板釋放應力大于24 h 的要求。
針對反動式靜葉槽及汽封齒槽,進行槽型結構要素的標準化選型,配備相應的標準車刀加工。且低壓內缸直槽相對較寬,加工難度較高壓內缸降低。一般按照精車內孔—半精車外直槽—半精車內直槽及槽底—半精車R5.05 槽—半精車上、下彎槽—精車R5.05 槽—精車外直槽—精車內直槽及槽底—精車上下彎槽—精車汽封齒槽的流程加工。重點保證外直槽寬度,上下彎槽徑向貼合面的位置度,及R5.05 槽到徑向貼合面的相對值。通過標準程序一次車削各槽同一部位,提高效率。采取隨Z 值增加,徑向補償?shù)姆绞奖WC徑向尺寸準確。
4.2 靜葉及汽封齒的裝配
反動式汽缸的汽封齒多采用J 型結構,即J 型的密封片,用填絲脹緊齒槽后進行齒圓加工。鑲嵌時一般2 名鉗工配合作業(yè),將汽封齒及填絲起始部位鑲入槽內,中分面位置冒出約50 mm 供修配。一名鉗工在前將齒及填絲裝入槽內,一名鉗工在后用風槍配合扁鏟打緊填絲,脹緊汽封齒。完成半圈鑲嵌后,修磨中分面冒出部分與中分面接平。最后檢查齒無明顯傾倒、變形和松動。
低壓內缸靜葉采取了預扭結構。安裝時,需要進行預扭裝配,保證圍帶一定的錯位量,一般約0.3 mm,不同級數(shù)不盡一致。此外,相鄰葉片的圍帶和葉根徑向面需緊密貼合,保證0.03 mm塞尺不入。并滿足各截面之間的喉寬要求。預扭值、葉片間隙、喉寬的保證與葉片加工質量息息相關。實際裝配過程中,難點更多來自于整圈周長的配準。安裝流程如下:
(1)首葉安裝。首塊擋塊固定在汽缸中分面,裝入中分面首塊葉片,保證工裝擋塊與中分面首葉間隙0.05 mm 不入。依次裝入A、B 墊條,并打緊,保證葉片間隙及預扭值要求。
(2)預拂配。按上序要求預緊安裝每半汽缸的約1/3 葉片,剩余的2/3 葉片松裝。測量尾塊葉片刻線與中分面位置關系,并配銑加厚片。
(3)多次拂配。依次緊裝每半汽缸的1/2 葉片、緊裝至剩余約10 只葉片,并配銑。最后一次配銑可以留約1~1.5 mm 的鉗工修配量,避免因松裝與緊裝差距造成的周長偏短。最后一次配銑尾塊葉片刻線需與另外一半汽缸尾塊配合,協(xié)調確定配銑量。最終單半汽缸葉片周向一般留0.2 mm 的余量,在合缸時配準。
(4)合缸修配。低壓內缸由于上半偏重,約31.5 t,單級葉片支撐時,中分面間隙不能很好地反饋葉片周向偏差量。因此,反動式低壓內缸一般在正反5 級靜葉都安裝后,再通過多次合缸,按相應級位置汽缸中分面間隙與未安裝葉片時的差值確定返修量,修準每級尾塊葉片,保證中分面結合位置的葉片間隙、預扭值及汽缸自身中分面間隙。
靜葉安裝中,周向長度的配準是難度所在。由于制造、裝配等誤差,一般設置不超過標準葉片數(shù)量20%的加厚片,且給出了整級葉片葉根總節(jié)距的成級配套要求。裝配中如上序2、3,分多次預裝、預拂配,保證最終的安裝要求。當實際節(jié)距偏差較大時,若偏短,可以補焊部分葉片背弧側徑向面,但需注意控制補焊變形量;若偏長,可以實測每只葉片的節(jié)距值,與理論值比較,盡量將返修量平均在多只葉片上,以滿足喉寬要求。
4.3 靜葉及齒尺寸形位公差保證
靜葉及汽封齒安裝后,進行第2 次深坑合缸,鉸準中分面錐銷孔,就進入靜葉及齒通流尺寸的車削工作。在結構空間及刀具允許情況下,盡量采取一次合缸、一次車削靜葉及齒。避免靜葉與齒分開安裝、分開車削,造成多次合缸、裝夾、車削的浪費。精車靜葉城墻齒,可以采取靜葉槽車削類似的方式,一次編制程序,各級次的上或下端面、槽按程序一起車削。粗車時先試驗機床不同位置稍度情況,在精車時按實測內孔尺寸,對主軸剛性及刀具磨損帶來的稍度進行補償。
由于中分面斜度及靜葉預扭的存在,汽缸在上下半把緊及單半狀態(tài),靜葉及齒的內孔、開檔尺寸會有一定變化。一般內圓天地方向差值較小,左右方向差值較大。軸向尺寸左右差值呈不一樣趨勢。加工階段需要提供立車把緊狀態(tài)、龍門銑單半狀態(tài)測量的差值,作為總裝通流測量后計算的補償值。尺寸測量是這一工序的難點在于:立車狀態(tài),汽封齒位于兩級葉片之間,內徑尺操作空間小;龍門銑單半狀態(tài),汽封齒水平方向直徑測量,由于汽封齒較薄,尋邊儀很難找到最大點位置。為此,立車汽封齒直徑尺寸,一般通過機床保證,也可以通過深度尺測量到靜葉相對距離換算得到,作為驗證。龍門銑汽封齒水平方向直徑,還需要通過內徑尺對可操作位置測量進行復查,綜合測量來保證尺寸提供的準確性。
5 結束語
本文通過對某沖反結合類型低壓內缸結構特點進行分析,制定了合理的工藝流程。針對中分面斜面結構、內腔反動式結構帶來的加工難點,給出了切實有效的工藝解決方案。提出了龍門銑主軸加工配合支撐調整的方式進行中分面斜面銑削的工藝方法;針對低壓缸,在靜葉及齒槽的標準化車削、靜葉及齒安裝調整、尺寸補償與測量上提出了操作性方案,并在魯西、信豐等多臺份汽缸中進行了驗證,為同類型的低壓內缸加工制造積累了豐富的經(jīng)驗。
