高溫熔體對冶煉爐(艾薩爐)壽命的影響
2022-10-21 10:32:02李建平
世界有色金屬 2022年13期
關鍵詞:煙氣
李建平
(云南銅業股份有限公司西南銅業分公司,云南 昆明 650102)
目前我國鋼鐵行業普遍采用制粒-鼓風-礦熱-熔煉技術,由于其技術水平較低,其生產過程中的主要問題有:①產品價格高,能耗高,平均每升重940公斤;②環境問題:因高爐煙氣量大,SO2含量較少,同時存在大量的漏風現象,使制酸廠不能滿足實際的要求。該礦全硫利用率只有68%,且SO2濃度較高;③在投入22年后,公司的年產率只有5×104噸,還沒有達到原來的6×104t的規模,無法滿足我國的經濟發展需要,公司整體技術水平、設備水平相比較于國際國內先進水平的差距日益增大。目前,我國的電爐生產面臨著高能耗、高環保、高效率、高效率、高效率、高技術、高自動化、高勞動生產率的生產技術。澳大利亞MIMPT公司的Isa冶煉技術是一項非常先進、非常成熟的技術。
1 艾薩爐工作機理概述
1.1 工藝流程
通過對國內外銅冶金技術發展現狀的全面剖析,結合公司原材料狀況和生產工藝不匹配的現狀,介紹了艾薩爐的煉銅工藝,并進行了工藝技術的改進。本工藝的設計產能為125000t,以圓盤為原料,以破碎煤粉+柴油為原料,采用電爐沉淀法。該工藝的物料分配形式為抓斗式和倉型,物料分配系統由DCS控制。經喂料盤將原料經喂料帶送入精礦槽,再經電動輸送帶送入制粒器,加工成8mm~10mm的球形顆粒,再拋出造粒器。經處理后的物料(銅精礦、熔劑)由多條輸送帶收集至主要輸送帶,再由艾薩爐的爐頂送入熔化槽,再由富氧氣體注入熔爐中。排出的冰銅粉和熔渣加入原來2#礦熱爐的貧化爐內,進行了一次凈化,將冰銅熔渣與艾薩爐渣相結合,將磁鐵還原,并生成了一種含硫的煙塵。艾薩爐的結構原理見圖1。

圖1 艾薩爐構造結構示意圖
艾薩熔化是一種頂吹型的熔池冶煉設備。本發明采用垂直圓柱狀結構,由頂部注入原料,由頂部注入的氣體或氧氣氣體由頂部中央的浸沒噴槍送入爐槽,噴射壓力在0.1MPa左右,在1170℃~1200℃之間劇烈地攪拌。材料迅速進入熔體,熔化,形成銅屑和熔渣。需要補充的燃料,例如用破碎的煤炭,可以和原料一起添加到爐子里;若使用粉煤、燃油或煤氣,則可用噴槍將其噴射到爐膛內。
艾薩烤箱通常為豎直式筒式,采用鋼板焊制,其上端的鋼板厚約25mm,而在熔池區內,則采用40mm厚的鋼板,在熔化區域內設有加固框。通常情況下,爐身上都會有一定的傾斜角度,以避開中央噴槍,并設有排氣口。
提升式煙囪的設計重點在于確保通風暢通,避免阻塞,易于清理。它的結構形式有斜坡和豎直坡兩種:斜坡煙管的傾角在70°以上,可以將煙道中的渣滓自動回流到高爐,但缺點是煙道會形成粘連,難以清洗;豎向管道的內部溫度很低,膠合劑易于脫落,易于清洗。
在銅冶煉過程中,主要控制著熔池溫度、銅的味道和廢渣中的磁鐵礦。鐵水中Fe3O4是一種氧氣的載體,但當它的含鐵量太大時,它就會形成氣泡,從而引起爐噴事故,因為它要求Fe3O4的質量分數不超過15%,通常是8%。艾薩爐中銅锍的品位為40%~65%,可通過空氣冶煉或富氧法冶煉,含氧量可達到60%以上。
1.2 工藝特點
艾薩是一種采用浸入富氧頂吹法進行冶煉的工藝,艾薩的爐身采用垂直圓柱狀,內部采用耐火襯墊。將噴槍從爐頂中央插入,使噴槍浸泡在熔渣的內部,燃料、空氣和氧氣由噴槍注入熔爐中。熔劑、銅精礦石等由頂部供料孔中添加,由于噴射槍噴射出的高速度空氣使熔池發生劇烈的攪拌,物料在高溫和高湍動條件下熔融,發生激烈的物理和化學反應。
艾撒點加熱爐具有結構緊湊、體積較少的特點;爐身沒有通風口,由頂端的噴槍提供空氣,可更換使用,使用簡單;對原料的需求較低,原料含水量可達到9%,且顆粒尺寸不大,采用粉煤渣作冶煉燃油;在一定的條件下,可以調節富氧區的富氧量,從而可以提高富氧區的含氧量。
1.3 存在問題
首先,沒有足夠的使用時間。艾薩噴炮是艾薩加熱爐的關鍵部件,它的作用是將反應氣流和煤粉的燃油以較快的速度向熔池內噴射,使得熔池在猛烈的紊流中流動,從而為原料的反應提供有利的環境。在噴槍進入到熔池時,由于噴頭附近的熔渣會被反應氣流不斷地降溫并凝固,從而在噴嘴上產生一種保護性的渣膜,從而減少了噴槍頭上的化學腐蝕。
其次,內膽使用時間較少。在生產前期,由于原料體系工作的不穩定,導致了熔體溫度的變化,以及缺乏熟練的工作人員,導致了噴嘴經常被替換。高爐運行不平穩,內壁磨損和腐蝕很厲害。熔化過程中,熔化過程中的高溫度和激烈的攪動,使熔池中的耐火物料受到更多的沖擊。除了沖蝕以外,熔渣的酸性也會導致嚴重的化學侵蝕。
再次,配比體系不穩。在生產過程中,如何確保原材料組成的穩定性是生產過程中的一個關鍵問題。倉式原料的組成具有很大的不穩定性,難以掌握。由于化學成分的變化,使操作過程的控制不穩,難以滿足高產量的需要。喂入體系的穩定性是保證爐膛穩定性的關鍵:進料流量的起伏會引起氣流的變化;但在固定的空氣流量下,若喂入的數量較少,會造成爐渣的過氧化性,黏度大,難以沉淀,易造成殘渣的大量流失。
最后,貧化式熔煉爐的爐溫不穩定,使職工的工作壓力大。將2#礦熱爐改造為艾薩爐的輔助裝置,改造成了貧化爐,負責澄清、分離和渣貧化艾薩的工作,產出冰銅、爐渣和煙塵。電爐貧化法是利用電極在熔融渣層中產生電阻和電弧熱,提溫和澄清艾薩放出物,使其從爐渣中得到電熱。
2 高溫熔體導致的爐體結渣分析
2.1 成因分析
高爐排渣、積灰是一種較為復雜的物理、化工工藝,是煉鐵工業中經常遇到的問題。冶煉爐結渣是有規律的,如果礦石來源或生產過程發生變化,則會造成爐渣的減少或加重,甚至會使爐膛內的結渣位置發生變化。根據其性質,可以將其劃分成:在高熱區和在后低對流區有污垢。前端的高溫帶一般由熔爐出口開始,然后再由整個煙氣排至廢熱爐。這一段的主要的焦化作用是鐵。
低溫對流區域主要是指全廢熱鍋爐,這一段的黏結性灰燼是由S,K,Na,As,Pb,Zn等物質的物質組成,S氧化燃燒產生的SO2與煙塵中的水分相溶,從而產生各種不同的低溫物質。如果煙塵中含有很多上述物質,則會在低溫區凝固,由于它是一種高黏度的溶質,因此會使其他的固體粒子與之發生黏合。
文中所述的艾薩高爐,因其煙塵組成、體系布局等因素,導致了其在前端的高熱段出現了較大的焦炭。艾薩爐煙道的進氣口,在1150℃~1200℃左右,它的殘渣中,除含銅之外,還有更高的組分如鐵,SiO2,S,As,Pb,Zn等。它的物性成分(來源)有:①入爐原料的成球性較差,進料后在煙氣中凝結、燒結,造成結渣。②由于噴槍的總風流量較大,且由于噴槍的插入深度太小,導致溶液飛濺到煙氣中凝結而成渣。③原料中易揮發的鉛、鋅、砷等易揮發的物料,由于不能充分的氧化,會直接通過煙道凝結在煙道壁上,從而產生高密度的積碳。④爐渣結構不夠理想,爐渣的熔點會增加,會導致氣體的外泄,會導致大量的飛沫產生渣塊,這種類型的渣渣具有很高的黏性,具有良好的耐熱抗震性能,而且更致密,不容易脫落。
2.2 緩解措施
2.2.1 煙塵率控制
對原材料的進料比例進行了控制,技術改造使制粒器的高度提高,提高了造粒器的充填能力和進料的充填時間,也提高了制粒的強度。根據生產圓盤角轉速的調節,利用制粒器的傾角調節,制粒器的傾角調節到45度,對物料進行適當的注水量,將物料的含水量降到9.2%,制粒器的使用頻率為48Hz~50Hz,確保物料的成球率和顆粒的強度,艾薩的主控制器對料斗的料位進行了嚴密的控制,防止了物料在漏斗中被碾碎。通過降低煙氣中的粉塵含量,降低粉塵在煙氣中的凝結。
2.2.2 負壓控制技術
隨著爐中壓力的增大,吸入的氣體數量和總的煙度都會增大,從而使銅精礦進入到鍋爐的系統中,導致煙灰比增大,使爐膛中的煙灰發生化學反應以及產生煙道結焦。第一,在負壓升高后,由于氣體泄漏而增大,在管道內產生了大量的氧,導致了爐膛內的二次氧化,從而導致了爐膛的燒焦;第二,隨著壓力的增大,冷卻速度加快,爐膛內的溫度降低,導致爐膛內的積渣,調節了艾薩的負壓,艾薩公司的負壓調節為-40pa,確保了現場的煙塵間歇,降低了氧化氛圍,降低了二次燒結。
2.2.3 熔體噴濺控制
在確保噴槍的降溫條件下,減少艾薩噴槍總空氣流量和流速,加大噴槍的插入時間,將噴槍的端壓從8.5kpa提升到12kpa(從180mm增加到300mm),同時將,噴槍工藝風(ATLAS)的風量從16000Nm3/h降到12000Nm3/h。從而降低了熔體噴出的黏結渣。
3 高溫熔體導致的耐火磚損耗分析
3.1 損耗機理分析
艾薩法是一種采用上吹熔爐進行冶煉的工藝。艾薩熔窯是一種圓柱形的垂直爐體,外部是鋼板,內部是耐火材料,冷卻元件,設有噴槍、噴槍操作系統及其所屬設施。艾薩爐內層采用優質黏土磚、鎂鉻煅燒劑、鎂鉻耐磨磚等材料制成。艾薩爐窯的耐火材料,與爐料、高溫熔體、煙氣接觸,在化學侵蝕、熱沖擊、高溫熔體、煙氣機、機、機等方面產生了影響。
從化學方面來說,爐料與爐料、煙氣接觸,受到酸性渣、S02、冰銅等侵蝕和氧化還原等影響,造成了爐料的內壁接觸,使其損失增大。
從熱力學的角度看,①高溫熔料滲透、沖刷。②不間斷地生產,操作效率低下,多次啟動和停機,造成爐內的熱震。③由于窯爐移動而引起的熱量壓力會使磚體內的連通性下降,使其受熱表面脫落。
在力學方面,①劇烈的熔池攪拌和材料的移動導致了機器的沖蝕。②高溫下的煙塵對受熱表面的侵蝕。③由于熔爐的移動而引起了力學上的壓力。④在爐內壁張緊力的情況下,爐體表面的尖晶石微粒會被沖蝕,而耐火材料的磨耗也會隨之增加。
3.2 損壞的主要形式
首先,高溫下的化學腐蝕是造成耐火磚破壞的重要原因之一,在溫度較高時,其礦物結晶與熔融產物發生化學反應,進入爐中,并逐步侵入到耐火材料的內部,從而產生與原耐火磚結構和性能不同的變質層。隨著時間推移,耐火物料的結晶逐漸被液體相包圍、分離,失去了粘附性,粒子被沖入熔渣中。
其次,在高溫條件下,熱沖擊波作用下,比耐火物料更致密的熔料發生劇烈的摩擦,使其腐蝕速度加快。
最后,當溫度改變時,耐火原料中的可變成分會產生氧化-還原作用,從而導致耐火材料的結構變軟、強度降低、腐蝕加速。
3.3 耐火磚挖補實踐
根據艾薩爐的結構和實際生產情況,提出了更換整體耐火磚、局部挖補和局部熱態檢修三種方案。三種方案的優缺點對比見表1。

表1 艾薩爐耐火檢修方法優缺點分析表
在外爐外殼上預先加強了加強筋,以確保從外挖修去除外爐殼時的強度(參見附圖2)。檢修的具體實施過程有:①施工檢修工作平臺,準備使用工具后進行檢修。②以爐外殼的紅色部分為核心,將整個爐殼(不切割外側的加固筋);對脫落的部位、面積進行了檢測,根據現場的脫落程度進行相應的調節。③拆除爐體后,對剝落部位的磚塊進行檢測,如果磚塊的厚度小于150mm,則進行修補,修補時,底部采用350mm的瓷磚,一層層向上,按照現有耐火磚型搭配砌筑,新磚與舊磚之間的裂縫用小標磚加工后塞緊密。采用濕法施工。④在掘進完成后,根據現場的燒磚狀況,對爐體進行修復。
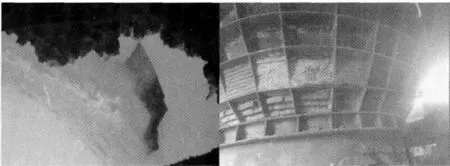
圖2 艾薩爐北面耐火磚內部損傷和外部挖補后的情況示意圖
對艾薩爐的耐火材料進行了6次熱修,第二爐期的壽命達到了延長壽命。圖2為艾薩爐北區的燒壞和外部的人工修復后的圖形。
經實際應用,其優點是:①操作簡單靈活,檢修周期較少,一般為10小時。并可依據艾薩爐的維修進度,結合爐料損失,進行熱狀態維修,極大地減少了維修周期。②對所用的瓦片沒有嚴格的規定,可以根據庫存量選擇350 mm和450mm的板坯進行彈性組合,從而增加了資源的利用,減少了存貨。③艾薩爐需停爐,如進爐掘修。艾薩爐每次停爐和開爐費用大約在80-1百萬元左右,通過熱狀態檢修可以減少頻繁停爐和開爐,因此維護費用較少。④艾薩爐不需要頻繁停爐和開爐,可以防止停爐、開爐時對其他的耐火材料造成損害,從而可以延長艾薩爐壽,增加單位爐產量。
4 小結
艾薩銅冶煉工藝中的高溫時段煙道出現了大量的積渣物,對艾薩高爐的運行和負載速度產生了一定的影響。煙道產生的結渣主要是由于噴濺、原料灰分在煙氣中凝結,以及負壓控制不當導致的二次燒結。艾薩爐壽問題是困擾我國銅鐵界多年來的一個難題。下一階段的工作目的是:將掘進爐磚與老式磚體相配合,改善維修質量和效益:控制磁性鐵、渣型、操作溫度、進爐材料成分等,使爐壁上的浮渣降低,從而延長爐齡。
猜你喜歡
化工管理(2022年13期)2022-12-02 09:21:52
建材發展導向(2021年12期)2021-07-22 08:06:28
應用能源技術(2020年11期)2021-01-26 00:16:38
山東冶金(2019年2期)2019-05-11 09:12:16
測控技術(2018年2期)2018-12-09 09:00:52
電子測試(2018年1期)2018-04-18 11:52:15
當代化工研究(2016年9期)2016-03-20 16:22:15
中國資源綜合利用(2016年3期)2016-01-22 07:28:16
中國資源綜合利用(2016年2期)2016-01-22 07:27:41
有色金屬設計(2014年4期)2014-03-11 19:43:12
