基于超聲技術(shù)的船用零件3D打印材料缺陷檢測方法
2022-10-18 12:08:46黎清寧李玉寒黃明毅付書媛
艦船科學(xué)技術(shù) 2022年18期
鐘 思,黎清寧,李玉寒,黃明毅,付書媛
(1. 桂林電子科技大學(xué) 機(jī)電工程學(xué)院,廣西 桂林 541004;2. 桂林電子科技大學(xué)材料科學(xué)與工程學(xué)院,廣西 桂林 541004)
0 引 言
3D打印技術(shù)是將鈦合金等粉末材料作為打印原料,對打印原料進(jìn)行激光熔化等處理,制造高致密性能零件的制造技術(shù)。3D打印技術(shù)制造的鈦合金零件具有高性能的優(yōu)點(diǎn),3D打印技術(shù)打印零件的生產(chǎn)效率高,通過較低成本即可生成高綜合性能的零件,廣泛應(yīng)用于航空、海洋等領(lǐng)域中。3D打印技術(shù)采用整體鍛造技術(shù),在高新零件研制領(lǐng)域應(yīng)用前景廣泛。船舶行駛環(huán)境復(fù)雜,制造船舶的零件需要具備耐腐蝕等特性。3D打印技術(shù)制造的船用零件具有高密度、高強(qiáng)度以及耐腐蝕的特點(diǎn),可以適應(yīng)海洋航行環(huán)境。3D打印材料制作船用零件的時(shí)間極短,成型過程中容易出現(xiàn)裂紋、氣泡等缺陷,影響船用零件成品質(zhì)量以及使用性能。3D打印材料由于打印技術(shù)的工藝特性,需要采用高性能的缺陷檢測方法。超聲技術(shù)是利用不同物質(zhì)間聲吶波存在的差異,依據(jù)物質(zhì)反射能量大小,判斷船用零件3D打印材料是否存在缺陷。將超聲技術(shù)應(yīng)用于船用零件3D打印材料缺陷檢測中,具有較高的必要性。
目前已有眾多研究學(xué)者利用超聲技術(shù)對物質(zhì)缺陷進(jìn)行檢測。孟翔震等針對金屬板內(nèi)部缺陷,利用空耦超聲Lamb波進(jìn)行檢測,該方法利用A0模態(tài)的Lamb波檢測單側(cè)激勵(lì)條件下的金屬板內(nèi)部缺陷,缺陷位置定位精度較高。馮瑋等針對金屬構(gòu)件的微小裂紋缺陷,利用超聲脈沖反射方法提取構(gòu)件的超聲波散射信號,通過遞歸分析方法實(shí)現(xiàn)微裂紋缺陷的有效分類。通過實(shí)驗(yàn)驗(yàn)證該方法可以有效提取多種特征量,回波信號具有較高敏感度,可以精準(zhǔn)定位缺陷位置。以上2種研究方法雖然可以實(shí)現(xiàn)缺陷的有效檢測,但是無法適用于船用零件缺陷檢測中。針對以上2種方法存在的缺陷,研究基于超聲技術(shù)的船用零件3D打印材料缺陷檢測方法,通過超聲技術(shù)采集船用零件3D打印材料的超聲波信號,對所采集船用零件3D材料超聲波進(jìn)行信號處理,實(shí)現(xiàn)船用零件3D打印材料的缺陷檢測。通過實(shí)驗(yàn)驗(yàn)證,該方法可以精準(zhǔn)檢測船用零件3D材料的氣泡、裂紋等缺陷。
1 船用零件3D打印材料缺陷檢測
1.1 船用零件3D打印材料超聲波采集
船用零件3D打印材料的組織特征與常規(guī)材料存在明顯差異,船用零件3D打印材料成型過程中,不同方向的聲學(xué)特征存在明顯差異。超聲技術(shù)的超聲聲束入射方向與3D打印材料的沉積方向存在明顯關(guān)聯(lián),采用超聲技術(shù)對船用零件3D打印材料進(jìn)行聲速測量時(shí),需要選取差異沉積方向?qū)嵤┞曀贉y量。設(shè)置與沉積方向平行以及垂直的2個(gè)檢測方向分別為平行沉積方向以及垂直沉積方向,超聲技術(shù)檢測船用零件3D打印材料缺陷時(shí),采集不同方向聲速,提升缺陷檢測精度。
選取PXUT-395數(shù)字式超聲波探傷儀作為船用零件3D打印材料的超聲檢測裝置。超聲檢測裝置的超聲波探頭具有越高的采集頻率時(shí),波長越小,降低了脈沖寬度,此時(shí)對船用零件3D打印材料缺陷檢測的分辨力越高。由于船用零件3D打印材料的晶粒較粗,超聲信號采集時(shí)探頭頻率有所提升,超聲波的能量衰減明顯。所選取的探頭具有聚焦性能,通過聚焦探頭集中超聲檢測裝置的焦點(diǎn)附近能量,降低超聲檢測裝置聲場內(nèi)的組織散射信號,提升超聲檢測裝置對超聲波的檢測信噪比。選取超聲檢測裝置的超聲波探頭型號為Olympus V382-SU,該超聲波探頭的頻率為12 ~17 MHz。依據(jù)船用零件3D打印材料的厚度,調(diào)整聚焦探頭的焦距,焦距范圍為25~35 mm。利用超聲檢測裝置采集的船用零件3D打印材料超聲波形傳送至計(jì)算機(jī)中,對超聲波形的幅頻信號進(jìn)行特征提取以及信號分析獲取缺陷檢測結(jié)果。
1.2 船用零件3D打印材料超聲波時(shí)域特征提取
通過時(shí)頻分析方法中的魏格納威爾分布WVD變換方法,處理超聲檢測裝置采集的船用零件3D打印材料的超聲波,提取船用零件3D打印材料的超聲波時(shí)域特征。WVD變換方法是對所采集超聲波信號依據(jù)瞬時(shí)相關(guān)函數(shù)實(shí)施傅里葉變換處理的變換方法。該變換方法的時(shí)頻聚集度良好,可以解決特征提取存在的時(shí)域與頻域分辨率制約問題。利用超聲檢測裝置采集船用零件3D打印材料的超聲波信號屬于非平穩(wěn)信號。利用WVD方法提取船用零件3D打印材料超聲波信號的時(shí)域特征的表達(dá)式如下:

式中:與ε分別表示時(shí)間窗以及時(shí)間窗函數(shù)的偏移量,(,ε)表 示超聲波信號的瞬時(shí)相關(guān)函數(shù),ω表示角頻率,與分別表示超聲波信號及其共軛。
將船用零件3 D打印材料的超聲波信號利用WVD變換后,獲取的時(shí)頻信號圖的時(shí)頻聚集性能良好。船用零件3D打印材料的超聲波信號具有多分量特性,眾多分量特性的WVD分布中存在干擾項(xiàng),其表達(dá)式如下:

式中:Z(,ε) 與(,ε)分別表示超聲波信號中的自相關(guān)成分以及互相關(guān)成分,即交叉項(xiàng)。從利用公式(1)提取的超聲波信號時(shí)域特征中刪除其中包含的干擾項(xiàng),獲取最終時(shí)域特征提取結(jié)果。
1.3 船用零件3D打印材料缺陷檢測


式中:η與b分別表示輸出層與隱含層連接部位的輸出權(quán)值以及節(jié)點(diǎn)的偏置;α表示輸入層與隱含層連接位置的權(quán)值。
利用最小二乘方法對線性方程組=η求解,所獲取的解η值即輸出權(quán)值的求解結(jié)果。引入廣義逆理論,獲取輸出權(quán)值求解公式如下:

式中:與分別表示極限學(xué)習(xí)機(jī)隱含層輸出矩陣以及其廣義逆,表示極限學(xué)習(xí)機(jī)的期望輸出向量。
極限學(xué)習(xí)機(jī)可以良好地?cái)M合船用零件3D打印材料超聲波樣本中包含的復(fù)雜內(nèi)在關(guān)系,利用極限學(xué)習(xí)機(jī)方法檢測船用零件3D打印材料缺陷的過程如下:

步驟2 利用極限學(xué)習(xí)機(jī),依據(jù)船用零件3D打印材料的全部時(shí)域特征值構(gòu)建回歸模型。
步驟3 對所構(gòu)建的回歸模型進(jìn)行訓(xùn)練。利用完成訓(xùn)練的回歸模型,構(gòu)建船用零件3D打印材料缺陷檢測的極限學(xué)習(xí)機(jī)的最終缺陷檢測模型如下:

步驟5 求解所獲取預(yù)測特征值矩陣的特征變量與預(yù)測值之間的誤差平方和。
步驟6 選取最小誤差平方和作為極限學(xué)習(xí)機(jī)的判別函數(shù),判斷測試樣本所屬船用零件3D打印材料缺陷類別。
步驟7 重復(fù)步驟5~步驟6,直至完成全部測試樣本的測試,輸出船用零件3D打印材料缺陷最終檢測結(jié)果。
2 實(shí)例分析
為了驗(yàn)證所設(shè)計(jì)方法對船用零件3D打印材料缺陷檢測有效性,利用3D打印技術(shù)制造船用增壓器噴嘴環(huán),選取鈦合金材料作為船用增壓器噴嘴環(huán)的3D打印材料。制作船用增壓器噴嘴環(huán)的鈦合金材料容易存在氣泡、裂紋等不同類型的缺陷,精準(zhǔn)檢測3D打印材料的缺陷對于提升所制作的船用零件質(zhì)量具有重要意義。利用超聲檢測裝置采集船用零件3D打印材料超聲波的工藝參數(shù)如表1所示。利用超聲檢測裝置采集的船用零件3D打印材料的聲場圖如圖1所示。可以看出,采用本文方法可以有效采集船用零件3D打印材料的超聲波聲場,所采集的超聲波聲場圖,可以作為3D打印材料缺陷檢測的基礎(chǔ)。本文方法采用的超聲檢測裝置設(shè)置的探頭具有聚焦性能,提升了超聲波信號采集的信噪比,降低聲場內(nèi)的噪聲干擾情況,超聲波信號的采集效果良好。
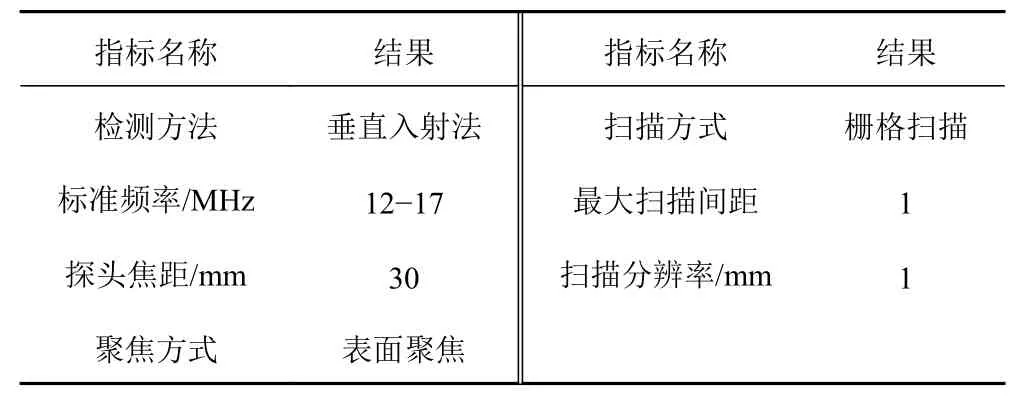
表1 超聲技術(shù)的工藝參數(shù)Tab. 1 Process parameters of ultrasonic technology

圖1 3D打印材料聲場圖Fig. 1 Sound field diagram of 3D printing materials
本文方法采用WVD變換方法提取3D打印材料超聲波信號的時(shí)頻特征,統(tǒng)計(jì)采用本文方法對3D打印材料存在缺陷以及不存在缺陷時(shí)的時(shí)頻特征提取結(jié)果,統(tǒng)計(jì)結(jié)果如圖2所示。可以看出,采用本文方法可以有效利用WVD變換方法提取船用零件3D打印材料超聲波信號的時(shí)頻特征。進(jìn)一步分析圖2實(shí)驗(yàn)結(jié)果,采用本文方法提取的超聲波信號時(shí)頻特征,在有缺陷以及無缺陷時(shí),信號時(shí)頻特征的差異明顯,驗(yàn)證采用本文方法提取的超聲波信號時(shí)頻特征,可以作為船用信號3D打印材料缺陷檢測的重要依據(jù)。
為了進(jìn)一步驗(yàn)證本文方法的缺陷檢測性能,選取界定系數(shù)驗(yàn)證本文方法對船用零件3D打印材料缺陷的檢測有效性。界定系數(shù)計(jì)算公式如下:

式中:Δα表示超聲技術(shù)的聲壓增量。

圖2 時(shí)頻特征提取結(jié)果Fig. 2 Time-frequency feature extraction results
統(tǒng)計(jì)采用本文方法檢測船用零件3D打印材料缺陷時(shí),超聲檢測裝置在不同短長軸之比時(shí)的界定系數(shù),統(tǒng)計(jì)結(jié)果如圖3所示。可以看出,通過界定系數(shù)可以展示船用零件3D打印材料中的氣泡缺陷或裂紋缺陷。實(shí)驗(yàn)結(jié)果表明3D打印材料有缺陷或無缺陷時(shí),聲壓增量存在明顯差異,進(jìn)一步驗(yàn)證采用本文方法檢測船用零件3D打印材料具有極高的有效性。短長比達(dá)到一定數(shù)值時(shí),有缺陷以及無缺陷3D打印材料的界定系數(shù)差異逐漸變小,采用超聲技術(shù)檢測船用零件3D打印材料缺陷時(shí),需要設(shè)置合適的短長軸之比。

圖3 界定系數(shù)變化Fig. 3 Defining coefficient changes
統(tǒng)計(jì)采用本文方法對8個(gè)有缺陷的3D打印材料進(jìn)行缺陷檢測結(jié)果,統(tǒng)計(jì)結(jié)果如表2所示。可以看出,本文方法可以有效檢測船用零件3D打印材料的缺陷,對于氣泡缺陷以及裂紋缺陷2種缺陷類型,均可以有效檢測。所檢測的船用零件3D打印材料缺陷尺寸與實(shí)際缺陷尺寸相差較小,缺陷檢測誤差在1 mm以內(nèi)。實(shí)驗(yàn)結(jié)果驗(yàn)證本文方法具有理想的缺陷檢測性能,可應(yīng)用于船用零件3D打印材料缺陷檢測中。

表2 缺陷檢測結(jié)果Tab. 2 Defect detection results
3 結(jié) 語
3D打印技術(shù)是制造業(yè)中的創(chuàng)新型技術(shù),已經(jīng)獲取了突破性進(jìn)展,具有低污染、低消耗的優(yōu)勢。將超聲技術(shù)應(yīng)用于船用零件3D打印材料缺陷檢測中,利用超聲技術(shù)采集船用零件3D打印材料的超聲波信號,采集的超聲波實(shí)現(xiàn)船用零件3D打印材料的缺陷檢測。具有較高的缺陷檢測靈敏度,適用于船用零件缺陷檢測的實(shí)際應(yīng)用中。
猜你喜歡
中等數(shù)學(xué)(2022年2期)2022-06-05 07:10:50
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價(jià)·高一版(2020年6期)2020-11-02 02:45:24
小學(xué)生學(xué)習(xí)指導(dǎo)(低年級)(2020年6期)2020-07-25 02:31:36
小學(xué)生學(xué)習(xí)指導(dǎo)(低年級)(2018年9期)2018-09-26 05:59:44
瘋狂英語·新讀寫(2018年2期)2018-09-07 09:32:10
電子制作(2018年11期)2018-08-04 03:25:42
