某型柴油機連桿瓦與曲柄銷異常磨損故障原因分析
2022-10-15 02:07:38劉建良朱群偉溫燕星
中國修船 2022年5期
關鍵詞:故障
劉建良,朱群偉,溫燕星
(1.海裝廣州局,廣東 廣州 520020;2.湛江海濱船廠,廣東 湛江 524005)
某型柴油機在維修過程中多次出現過連桿瓦及曲柄銷異常磨損的故障。本文主要對該型柴油機在試機磨合過程中發生的故障進行詳細分析,并針對如何避免類似故障再次發生提出幾點看法。
1 故障現象
某型推進柴油機按照試驗大綱完成系泊試驗后,依計劃出港進行航行試驗。該柴油機分別以450 r/min、520 r/min的轉速進行磨合試驗,2種工況運轉時間均為1 h,隨后加速到560 r/min。在此過程中,主機各項參數及試驗情況均正常。
柴油機在560 r/min工況下運轉10 min時,參試人員發現,柴油機B排出現間歇性輕微敲缸,分析可能是噴油器滴油引起后燃燒或是修后共振轉速改變導致氣缸敲擊,需進一步觀察。560 r/min工況下運轉30 min后,柴油機轉速升至650 r/min,B排仍存在輕微敲缸,現場客戶代表立即要求停機檢查。
2 故障后柴油機拆檢情況
2.1 試航時拆檢情況
柴油機停機后,對該柴油機進行現場拆檢,情況如下:①拆檢曲軸箱旁蓋,A5、B5缸曲軸箱內有大量金屬碎屑;②拆檢A5、B5缸,連桿瓦已嚴重磨損,白合金層全部剝落,鋼體被壓扁外露約15 mm并卷邊,瓦背有明顯的周向磨痕;曲柄銷嚴重磨損,中間有明顯凸肩;③拆檢噴油器,發現B5缸噴油器噴嘴有滴油現象;④拆檢滑油濾器,發現磁性濾器附著有大量金屬碎屑。
2.2 返港后拆檢情況
返港后對該柴油機進行全面拆檢,情況如下。
1) 對A5、B5缸的曲柄銷進行檢測,發現磨損最嚴重部位約磨去2.2 mm;對曲柄銷進行磁粉探傷檢測,發現其表面有20余條縱向裂紋,最短的約10 mm,最長的貫穿整個曲柄銷。
2) 對A5、B5缸連桿進行拆檢,發現連桿大端齒面正常,大端軸窩有明顯的周向磨痕,大端軸窩超標。
3) A5、B5缸連桿瓦受損嚴重,已無法看清軸瓦上的鋼印。現場檢查其他缸連桿瓦安裝情況,發現A1、A2、A4、A6缸連桿瓦存在上下瓦對接不平齊情況,最大不平齊量約0.30 mm(說明書要求不得超過0.50 mm);拆檢其余10缸的連桿瓦,發現除A2、B4缸軸瓦白合金有局部磨痕外,其他8缸完好。
4) 檢查A5、B5缸活塞,發現裙部有拉痕,活塞環外觀良好;檢測A5、B5活塞銷,其外觀和尺寸正常。
5) 檢查A5、B5缸氣缸套,其內壁有拉痕。
3 故障原因分析
根據該柴油機A5缸和B5缸連桿瓦白合金層完全損壞剝落、曲柄銷軸徑磨損的故障現象,認為故障的直接原因是A5、B5缸其中一個的連桿瓦與曲柄銷局部發生干摩擦,或摩擦產生的熱量無法及時傳遞,連桿瓦白合金燒熔并與曲柄銷黏滯磨損,或定位唇被磨損,導致軸瓦走外圓。同時,軸瓦外圓干摩擦產生的高溫達到金屬的塑性變形點后,在周期性的燃燒爆發壓力和曲軸甩力下,軸瓦被擠扁,邊緣受到曲柄臂的阻擋而卷邊。
A5、B5缸連桿瓦處于同一道曲軸銷,其中一個發生故障,壓扁的軸瓦擠壓另一缸連桿,另一缸連桿也發生同樣的故障。軸瓦走外圓,間歇性地封堵了供往活塞的滑油,使活塞發生拉缸。
初步判斷導致A5、B5缸連桿瓦及曲柄銷異常磨損的原因,有以下幾方面可能。
1)異常顆粒進入連桿瓦,導致潤滑不良。濾器后的滑油系統管道有異常顆粒,啟動滑油系統,顆粒進入曲軸,流進主軸瓦和連桿瓦等摩擦副,由于摩擦副間隙小,接連發生磨粒磨損和黏著磨損,繼而發生故障。
檢查其余的10缸連桿瓦,除A2、B4缸軸瓦白合金有局部磨痕外,其他8缸完好,無明顯的磨粒拉痕,說明潤滑油的品質良好及濾器正常。因此,基本排除了異常顆粒進入連桿瓦的因素。
2)連桿瓦安裝不良,導致曲柄銷與連桿瓦運行時出現沖擊或者導致潤滑不良。
檢查修理記錄,連桿瓦與曲柄銷的配合間隙、曲柄銷和連桿瓦內孔的圓度、安裝時螺栓的緊固力、上下瓦對接等數據符合標準要求。故障后檢查各缸連桿緊固螺栓刻度記號無位移,說明螺栓的預緊力符合要求,無松動現象;連桿上下瓦對齊偏差未超過0.50 mm,故排除連桿瓦安裝不良的因素。
3)連桿平行度、扭曲度超標。連桿大端軸承中線與連桿小頭襯套中線的平行度、扭曲度超標,導致活塞在氣缸中不是直線運動而是歪斜運動,活塞受力通過連桿無法作用在曲柄銷中線上,使連桿瓦局部受力,且在高負荷下潤滑不良,容易發生異常磨損故障。
檢查活塞連桿的修理記錄,平行度、扭曲度符合標準要求,排除了連桿平行度、扭曲度超標的因素。
4) 連桿瓦瓦背與連桿瓦座孔貼合不良。曲軸不同旋轉角度下的曲柄銷示意圖如圖1所示,曲軸不同旋轉角度下的連桿瓦與曲柄銷相對運動示意圖如圖2所示。曲軸在-90°→90°之間旋轉運動為柴油機的排氣沖程,曲柄銷推動活塞連桿組向上運動,曲柄銷與連桿瓦上瓦接觸;曲軸在90°→270°之間旋轉運動為吸氣沖程,曲柄銷推動活塞連桿組向下運動,曲柄銷與連桿瓦下瓦接觸;曲軸在270°→450°之間旋轉運動為壓縮沖程,曲柄銷克服氣缸內的壓縮壓力帶動活塞連桿組向上運動,曲柄銷與連桿瓦上瓦接觸;曲軸在450°→630°(-90°)之間旋轉運動為膨脹沖程,活塞連桿組受燃氣壓力作用,推動曲柄銷旋轉,曲柄銷與連桿瓦上瓦接觸。
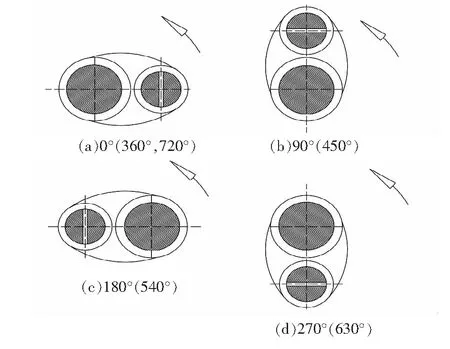
圖1 曲軸不同旋轉角度下的曲柄銷示意圖
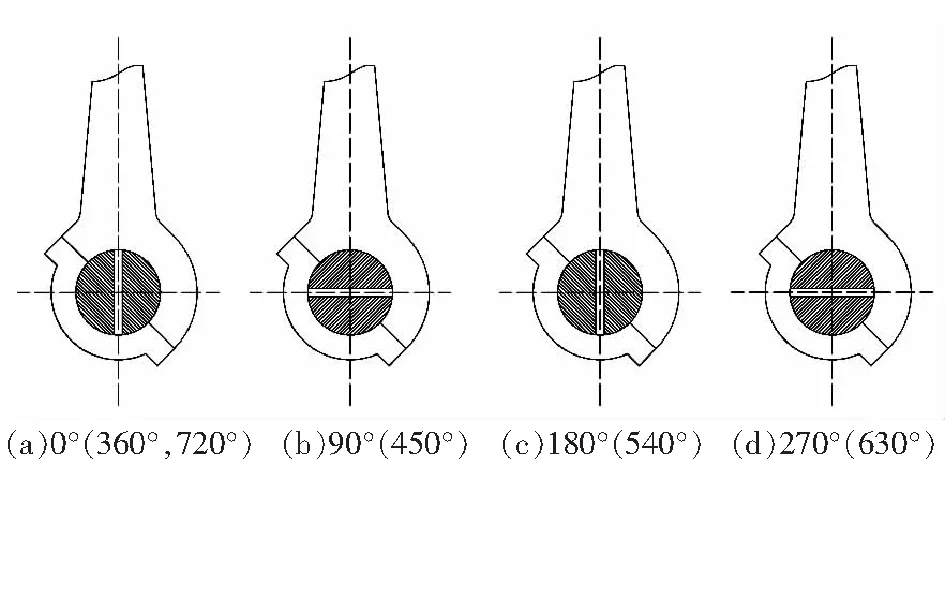
圖2 曲軸不同旋轉角度下的連桿瓦與曲柄銷相對運動示意圖
根據上述分析,在一個工作周期內,曲柄銷與連桿瓦上瓦接觸時間占用了3/4。根據圖1、圖2,在柴油機壓縮沖程和膨脹沖程中,曲柄銷與連桿瓦上瓦受力最大,摩擦產生的熱量也集中,特別是曲柄銷旋轉至上止點時,此時曲柄銷滑油孔口離連桿瓦上瓦頂部最遠,曲柄銷與連桿瓦上瓦貼合,形成的間隙小,油膜最薄,摩擦系數最大。
曲柄銷與連桿瓦摩擦產生的熱量,主要通過滑油對流和軸瓦、連桿大端與空氣對流散走。在柴油機壓縮沖程和膨脹沖程之間,以及在活塞上止點,曲柄銷與連桿瓦摩擦產生的熱量無法有效通過滑油對流散走,故連桿瓦與連桿瓦座孔的貼合面積將影響兩者摩擦熱量能否有效傳遞出去。
因連桿瓦是薄壁軸瓦,軸瓦外徑尺寸比軸瓦座孔內徑尺寸輕微偏大,才能保證軸瓦在座孔內不易松脫,但薄壁鋼片容易受力變形,使連桿瓦與連桿瓦座孔貼合度不良。該柴油機首次修理時,曾發現所有連桿瓦、主軸瓦瓦背部均存在不同程度的摩擦、腐蝕發暗痕跡,大部分軸瓦背部滲入滑油,積碳面積超過75%,且分布不均勻。當時認定故障可能原因是軸瓦瓦背與軸承座孔貼合不良,主機運行時軸瓦會產生微量變形,其與結合面之間產生微量間隙,使滑油滲入瓦背與結合面之間,運動產生的熱量散發受阻,在高溫環境下引起發黑和微動磨損。
因該柴油機連桿瓦巴氏合金劃痕、瓦背發黑等原因,本次修理全部換為原裝進口的新軸瓦。裝配過程中按工藝要求對連桿軸窩的內孔尺寸進行測量,數據符合標準要求;對軸瓦與軸窩貼合情況進行著色檢查,未發現異常,但不排除個別軸瓦按工藝上緊后,連桿瓦發生了變形,導致連桿瓦瓦背脫離軸瓦座孔。若個別軸瓦張口尺寸稍微偏差,與軸瓦座孔過盈度不足,運轉過程中連桿瓦發生竄動,與曲柄銷配合間隙發生變化,滑油流量減小,破壞了油膜層,造成干摩擦,引起連桿瓦鍍層局部脫落,進一步導致連桿瓦與曲柄銷嚴重磨損,發生故障。
綜上所述,該柴油機A5或B5缸連桿瓦與曲柄銷異常磨損的主要原因是連桿瓦與連桿瓦座孔在動態運行環境下貼合不良。
4 避免故障發生的措施
1)重新識別關鍵工序列入檢驗項目進行控制。客戶代表機構和承修單位要根據所承接修理的裝備現階段使用情況以及前期同型設備發生的故障情況,重新對修理過程中的關鍵工序進行識別,并將關鍵工序列入到檢驗項目進行嚴格控制,消除修理過程中可能出現的薄弱環節。針對該型柴油機:①檢測所有連桿軸窩的加工精度,確保尺寸、圓度等符合要求,并列為關鍵工序/檢驗項目進行控制;②檢查連桿瓦與座孔貼合情況是否符合要求,并列為關鍵工序/檢驗項目進行控制;③按力矩要求擰緊連桿螺栓,檢查上下瓦對齊偏差是否符合要求,并列為關鍵工序/檢驗項目進行控制。
2)辯證合理把握標準規范中的不合理條款。近年來,多數裝備的零部件逐步實現國產化,在國產化的過程中或因裝備型號逐漸改進,部分零部件原設計狀態發生了變更,但相關標準規范及技術資料未能及時更新。此時則需加強與原生產廠家和相關技術責任單位的溝通,綜合各方意見,明確要求。
標準規范中要求該型柴油機進行轉速為950 r/min、時間為30 min的空載試驗,并盡可能進一步進行轉速為1 050 r/min、時間為20 min的空載試驗。由于該型柴油機連桿瓦為薄壁瓦,柴油機在高速低負荷運轉時連桿瓦會產生高頻振動,不利于軸瓦與軸窩的貼合,易發生故障。在與柴油機廠家就空載試驗程序溝通探討后,明確了柴油機磨合試驗程序中不宜采用過高轉速,空載試驗最高轉速應為800 r/min、時間為30 min。
3)完善修理工藝,對維修人員進行工藝交底。同樣的,隨著裝備零部件國產化以及裝備型號的逐漸改進,施工要素和施工要求也在不斷變化,承修單位要通過各方渠道不斷完善修理工藝。此外,修船廠維修人員老齡化,技術能力也相對較為薄弱,要加強對施工人員的工藝交底培訓學習,破除惟“經驗論”的做法,提高職工的技術水平。同時要加強對修理過程中維修記錄的檢查,促使維修人員嚴格按照修理工藝進行施工。
4)提高維修人員工作責任心和風險分析能力。承修單位要對職工(特別是施工人員)進行經常性工作質量、安全意識的教育,提高職工的工作責任心和風險分析能力。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39