噴油器深孔圓度加工工藝參數(shù)優(yōu)化研究
2022-10-14 01:07:04徐曉棟
機(jī)床與液壓 2022年1期
關(guān)鍵詞:測(cè)量
徐曉棟
(泰州學(xué)院船舶與機(jī)電工程學(xué)院,江蘇泰州 225300)
0 前言
噴油器是柴油機(jī)供油系統(tǒng)的重要部件,其結(jié)構(gòu)中深孔的加工質(zhì)量直接影響柴油機(jī)燃燒和排放性能[1-2]。隨著對(duì)柴油機(jī)排放要求的提高,工業(yè)生產(chǎn)對(duì)噴油器深孔加工質(zhì)量提出了越來(lái)越高的要求。圓度是有效評(píng)價(jià)孔變形程度的主要指標(biāo),誤差直接影響著零件的加工質(zhì)量和性能,因此研究噴油器深孔圓度的影響因素尤為重要[3-5]。
本文作者以某柴油機(jī)噴油器深孔加工為例,采用單因素試驗(yàn)法,分析切削速度、切削液油壓和進(jìn)給速度對(duì)噴油器深孔圓度的影響規(guī)律;以此為基礎(chǔ),進(jìn)行Box-Behnken中心復(fù)合試驗(yàn),建立圓度的二次回歸模型,通過(guò)方差和響應(yīng)面分析,優(yōu)化噴油器深孔加工工藝參數(shù),以提高深孔加工的圓度精度。
1 試驗(yàn)設(shè)備
試驗(yàn)采用TBT深孔鉆機(jī)床,主軸最高轉(zhuǎn)速可達(dá)20 000 r/min,鉆床主要由機(jī)床本體、高壓切削液循環(huán)系統(tǒng)、電氣系統(tǒng)、支撐架等組成,見(jiàn)圖1。

圖1 TBT深孔鉆機(jī)床
2 圓度測(cè)量原理
圓度儀采集深孔某一深度截面一圈的數(shù)據(jù),數(shù)據(jù)點(diǎn)坐標(biāo)為(xi,yi,z)(i=1,2,…,n),z為規(guī)定的截面深度,令圓心為(a,b),圓的半徑為r,采用最小二乘法擬合圓的函數(shù)為
(1)
為求式(1)最小值,求一階導(dǎo)數(shù),并令其為零,令c=r2-a2-b2,轉(zhuǎn)化成關(guān)于a、b、c的一階線性方程組,即:
(2)
當(dāng)測(cè)量的點(diǎn)為偶數(shù)且均為等角度測(cè)量時(shí),式(2)的解可由《產(chǎn)品幾何量技術(shù)規(guī)范(GPS)評(píng)定圓度誤差的方法 半徑變化量測(cè)量》[6]簡(jiǎn)化如下:
如果不滿足測(cè)量的點(diǎn)為偶數(shù)且均為等角度測(cè)量時(shí),采用文獻(xiàn)[7]中方法求解(a,b,r),然后計(jì)算測(cè)量(xi,yi)(i=1,2,…,n)到基準(zhǔn)圓心(a,b)的距離為
(3)
由式(3),求其中最大值Rimax和最小值Rimin,則圓度為
e=Rimax-Rimin
(4)
3 工藝參數(shù)對(duì)圓度影響
采用對(duì)圓度影響較大的切削速度、切削液油壓和進(jìn)給速度3個(gè)工藝參數(shù)為試驗(yàn)因素,進(jìn)行單因素試驗(yàn)[8]。
3.1 切削速度對(duì)圓度的影響
進(jìn)行單因素加工試驗(yàn),試驗(yàn)的切削速度為4 000~7 000 r/min,切削液油壓為12 MPa,進(jìn)給速度為70 mm/min。試驗(yàn)結(jié)果如圖4所示。可見(jiàn):切削速度由4 000 r/min增大到7 000 r/min,圓度先緩慢變小,然后急劇增大。因?yàn)楫?dāng)切削速度較小時(shí),會(huì)使加工孔的表面粗糙;隨著切削速度增加,主軸轉(zhuǎn)速提高,切削效率提高,孔表面趨于光滑,同時(shí)切削量不大,切屑容易排除,圓度變小,切削速度在5 000 r/min時(shí),圓度達(dá)到最小值1.20 μm;但是切削速度繼續(xù)增大,主軸輸出能力繼續(xù)增大,槍鉆與加工表面接觸壓力增大[9],振動(dòng)加劇,槍鉆出現(xiàn)彎曲變化,系統(tǒng)穩(wěn)定性降低,圓度不降反而升高。

圖4 切削速度對(duì)圓度的影響
3.2 切削液油壓對(duì)圓度的影響
由第3.1節(jié)的結(jié)果,以圓度最小時(shí)的切削速度5 000 r/min為固定值,切削液油壓分別為7、8.5、…、16 MPa,進(jìn)給速度為70 mm/min時(shí),圓度測(cè)量結(jié)果見(jiàn)圖5。可見(jiàn):圓度隨著切削液油壓的增加先減少然后增大。因?yàn)榍邢饕涸诩庸み^(guò)程中冷卻槍鉆和工件,帶走切屑,降低切屑積聚,防止刀瘤的形成,并在槍鉆下產(chǎn)生托舉力,抵消部分切削力,降低槍鉆振動(dòng)。在切削液油壓較低時(shí),易出現(xiàn)排屑不暢,造成切屑堵塞槍鉆內(nèi)槽等問(wèn)題,嚴(yán)重時(shí)會(huì)發(fā)生斷刀等現(xiàn)象;隨著切削液油壓持續(xù)增大到11.5 MPa時(shí),排屑順暢,加工誤差最小,此時(shí)圓度最小值1.12 μm;隨著切削液油壓再進(jìn)一步增大,刀具內(nèi)的沖擊力增加,較大的沖擊力易造成孔偏斜,影響加工質(zhì)量,反而使圓度增大。

圖5 切削液油壓對(duì)圓度的影響
3.3 進(jìn)給速度對(duì)圓度的影響
選擇第3.1節(jié)和第3.2節(jié)圓度最小時(shí)參數(shù),即切削速度5 000 r/min、切削液油壓11.5 MPa為固定值,進(jìn)給速度分別為55、60、…、75 mm/min,圓度測(cè)量結(jié)果見(jiàn)圖6。可見(jiàn):進(jìn)給速度較小時(shí),隨進(jìn)給速度增大圓度逐漸變小,進(jìn)給速度增大到75 mm/min時(shí),圓度最小值1.15 μm;進(jìn)給速度再持續(xù)增大,圓度反而增加。因?yàn)闃屻@的進(jìn)給量直接影響切屑長(zhǎng)度、形狀以及排屑程度,隨著進(jìn)給速度的增加,切削力增加,切屑短且量少,切屑容易排出,圓度降低;隨著進(jìn)給速度繼續(xù)升高,切削力增大,刀具振幅增大,切屑變長(zhǎng)較難折斷,甚至出現(xiàn)纏刀現(xiàn)象[10],引起孔表面的波動(dòng),圓度增大。

圖6 進(jìn)給速度對(duì)圓度的影響
4 建立響應(yīng)面圓度回歸模型
4.1 響應(yīng)面模型理論
響應(yīng)面模型采用多項(xiàng)式近似擬合,反映出因素與響應(yīng)函數(shù)之間的數(shù)學(xué)關(guān)系,是試驗(yàn)設(shè)計(jì)中常用的一種方式[11]。根據(jù)噴油器深孔加工工藝參數(shù)對(duì)圓度的影響規(guī)律,以工藝參數(shù)為因素,響應(yīng)值為目標(biāo),建立響應(yīng)面模型方程式為
y=f(x1,x2,…,xn)+ε
(5)
式中:x1,x2,…,xn表示因素;f(x1,x2,…,xn)表示函數(shù);ε表示隨機(jī)誤差;y表示響應(yīng)函數(shù)。響應(yīng)函數(shù)與因素通過(guò)一個(gè)區(qū)域曲面表述。將此式進(jìn)一步表示成多元二次響應(yīng)面回歸模型方程式為
(6)
式中:x表示因素;y表示響應(yīng)函數(shù);n表示因素的數(shù)目;α0、αi、αii、αij分別表示常數(shù)項(xiàng)、線性項(xiàng)系數(shù)、平方項(xiàng)系數(shù)、交互項(xiàng)系數(shù);εi表示隨機(jī)誤差。
4.2 Box-Behnken中心組合試驗(yàn)設(shè)計(jì)
Box-Behnken中心復(fù)合設(shè)計(jì)是最常用的響應(yīng)面試驗(yàn)設(shè)計(jì)方法[12],該設(shè)計(jì)方法可以以較少的試驗(yàn)次數(shù),獲得因素與目標(biāo)函數(shù)的響應(yīng)面模型。其具體方案為:假定有k個(gè)影響因子,即x=(x1,x2,…,xk),將試驗(yàn)點(diǎn)分為三類(lèi),即N=mc+mr+m0。N表示總類(lèi),mc、mr、m0表示三類(lèi)試驗(yàn)點(diǎn)。mc表示因析部分點(diǎn),即各個(gè)因素均取兩水平,如(-1,+1),有2m個(gè)因析部分點(diǎn);mr表示星點(diǎn),其點(diǎn)與零點(diǎn)的距離為r(r為參數(shù)),有2m個(gè)星點(diǎn);m0表示中點(diǎn),即零水平點(diǎn),如點(diǎn)(0,0)(一般m0≥3)。當(dāng)m=3時(shí),中心復(fù)合試驗(yàn)點(diǎn)分布見(jiàn)圖7所示。

圖7 3個(gè)因素中心復(fù)合試驗(yàn)設(shè)計(jì)試驗(yàn)點(diǎn)分布
根據(jù)切削速度、切削液油壓和進(jìn)給速度對(duì)圓度影響的單因素加工試驗(yàn),選取圓度取最小值時(shí),各參數(shù)的對(duì)應(yīng)值作為Box-Behnken中心組合試驗(yàn)的中點(diǎn),具體見(jiàn)表1。Box-Behnken中心組合試驗(yàn)的結(jié)果見(jiàn)表2。

表1 Box-Behnken中心組合試驗(yàn)設(shè)計(jì)因素與水平

表2 Box-Behnken中心組合試驗(yàn)設(shè)計(jì)結(jié)果
4.3 響應(yīng)面分析
運(yùn)用Design-Expert8.0軟件進(jìn)行響應(yīng)面分析,將數(shù)據(jù)輸入軟件,經(jīng)過(guò)分析,得到圓度的二次回歸模型為
y=18.538 24-9.333 33×10-4n-0.294 42vs-
0.704 97p-2.325 00×10-5nvs+4.833 33×10-5np+
3.166 67×10-3vsp+2.307 50×10-7n2+2.407 50×
10-3vs2+0.010 361p2
(7)
圖8為圓度的二次回歸模型誤差分析結(jié)果,圖中X坐標(biāo)為測(cè)量值,Y坐標(biāo)為公式(7)的計(jì)算值。可見(jiàn):各點(diǎn)均非常接近直線Y=X,這表明公式(7)的計(jì)算值非常接近測(cè)量值,提出的參數(shù)公式(7)計(jì)算值與測(cè)量值吻合較好,回歸分析的擬合具有高度的精確性。

圖8 圓度的二次回歸模型誤差分析


表3 噴油器深孔圓度的響應(yīng)面二次模型方差分析
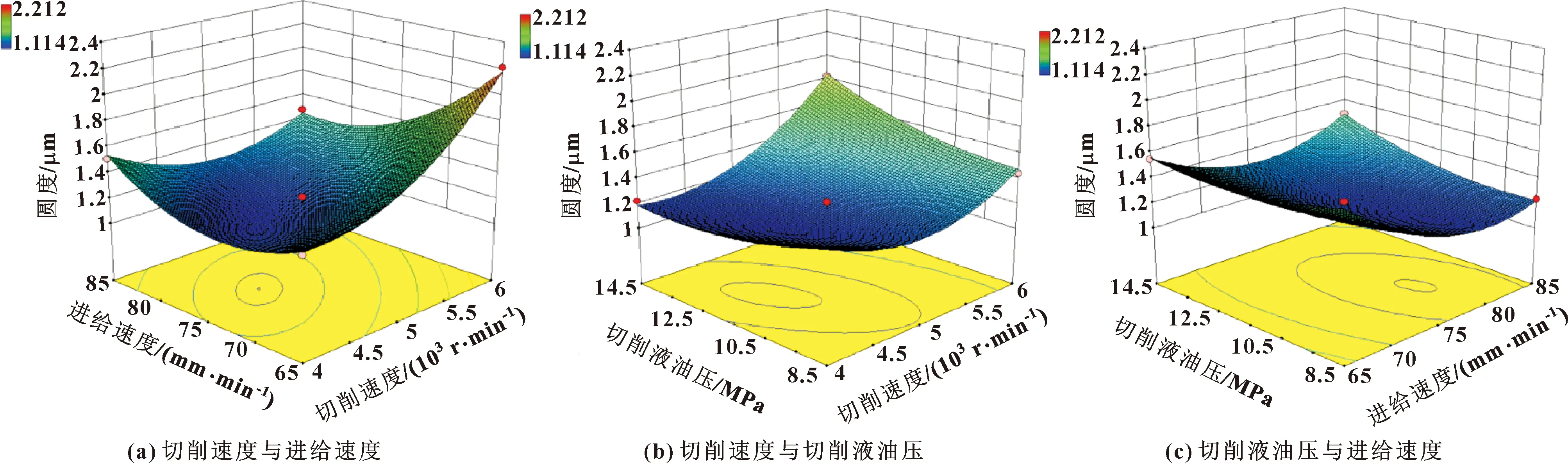
圖9 切削速度、切削液油壓和進(jìn)給速度交互作用對(duì)圓度的影響
5 最優(yōu)工藝參數(shù)試驗(yàn)驗(yàn)證
以最優(yōu)工藝參數(shù)(切削速度為4 600 r/min,切削液油壓為11.5 MPa,進(jìn)給速度為75 mm/min)進(jìn)行3次試驗(yàn)驗(yàn)證,測(cè)量結(jié)果見(jiàn)圖10,圓度平均值為1.07 μm,見(jiàn)表4。結(jié)果表明:優(yōu)化后加工的圓度相比優(yōu)化前均有所減小,說(shuō)明運(yùn)用該方法進(jìn)行深孔加工參數(shù)的優(yōu)化是可行的。

圖10 圓度測(cè)量

表4 最優(yōu)工藝參數(shù)組合試驗(yàn)驗(yàn)證
6 結(jié)論
通過(guò)槍鉆對(duì)噴油器中心深孔進(jìn)行單因素加工實(shí)驗(yàn),分析切削速度、切削液油壓和進(jìn)給速度對(duì)圓度的影響及成因。采用Box-Behnken試驗(yàn)獲得最優(yōu)的工藝參數(shù)組合并進(jìn)行驗(yàn)證,結(jié)論如下:
(1)隨著切削速度、切削液油壓、進(jìn)給速度的增加,圓度均呈現(xiàn)出先減少后增加的變化趨勢(shì);
(2)采用Box-Behnken中心復(fù)合試驗(yàn)設(shè)計(jì),建立了工藝參數(shù)與圓度的二次回歸模型,求得最優(yōu)的工藝參數(shù)為切削速度4 600 r/min、切削液油壓11.5 MPa和進(jìn)給速度75 mm/min。
(3)對(duì)最優(yōu)工藝組合進(jìn)行試驗(yàn)驗(yàn)證,圓度的平均值為1.07 μm,優(yōu)化后加工的圓度相比優(yōu)化前均有所減小。
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級(jí)版)(2015年4期)2015-04-29 00:00:00
