壓力容器安全閥應用存在的問題和建議
2022-09-27 11:06:54徐建軍
大眾標準化 2022年18期
石 巍,徐建軍
(江蘇省特種設備安全監督檢驗研究院鹽城分院,江蘇 鹽城 224000)
相對公稱壓力和公稱通徑的全啟式安全閥的排放面積要比微啟式安全閥大。 因此。當設計人員選用的是全啟式安全閥,而圖上只標明接口法蘭的公稱壓力和公稱直徑(不少的壓力容器圖紙上如此標注),如使用單位選用了微啟式安全閥,盡管安裝了安全閥,卻不能滿足使用的要求。未來的發展需要與高科技充分融合,舍棄原有的落后壓力容器安全閥,目前所使用的大多數為全自動壓力容器安全閥。但是在實際應用中,對其磨損控制還有一些弊端,所以應該及時進行優化以及改進。
1 壓力容器安全閥的原理及常見結構
安全閥在正常運行中會采用壓縮彈簧體現力的平衡。螺旋圈形彈簧自身所產生的壓縮量可以通過螺母進行調節,此類結構能夠使安全閥正常的開啟并調整自身的壓力,彈簧在開啟時安全閥內部的結構非常的緊湊,同時靈敏度也非常高,所以安裝的位置較為隨意,不會受到任何的限制。但是對于震動所帶來的影響具有較小的敏感性,往往一般會安裝在移動式的壓力容器內部。此類安全閥自身也具備一定的缺點,主要是在荷能力較差,當自身載荷能力升高時,其壓縮量也會隨之增加,而此時受到的力也會隨之增加。
安全閥有單獨的控制系統,系統主要起到的作用是安全保護,所以如果一旦出現壓力超標時,安全閥會采取打開的形式。將內部的空氣排除,促使壓力保持正常的狀態,不會超過正常值,從而能夠避免事故的產生。安全閥內部結構主要分為兩大類,第一類是彈簧式,第二類是杠桿式。彈簧式指在密閉空間內依靠彈簧所產生的力來進行工作。杠桿兒式是采用杠桿的力量為主要作用力。另外還有一種被稱之為脈沖式安全閥,這種安全閥也被叫做先導式安全閥,其安全性能較強,主要有兩部分組成,一部分是安全閥,另一部分是輔助閥。
如果管道內所產生的介質壓力已經超出正常的規定范圍,那么此時輔助法會率先啟動并打開,將內部壓力卸除。介質會慢慢來到主安全閥,此時主安全閥呈現開啟狀態,內部的介質壓力也會逐步下降,安全閥在進行排放時會達到一定的開啟高度,此時也被分成兩種,第一種是微啟式開啟,其內徑可達(1/15)~(1/20),第二種是全啟式是(1/3)~(1/4)。壓力容器安全閥磨損控制需要構建較為完善的系統,然而這個系統具有一定的非線性,同時也具有一定的時變性。在常規使用dip進行控制的時候,會非常有效。
傳統控制主要依賴于數學模型展開設計,所以現實得到關于工業中的精準數據模型比較復雜,再過去大多會選擇傳統控制理論,然而在實際應用中受到了限制。對操控較為熟練的工作人員來講,一般只能依賴于經驗以及感覺進行判斷。在生產過程中能夠及時作出響應,從而獲得最佳的控制效果,然而在此方式中,并沒有使用數學模型來進行分析,所以只能憑借著自己的經驗。如果將人為的控制構建成為控制器,那么在相應的控制規則中能夠由簡單到復雜的進行控制,從而構建模糊控制。國外根據實際工作經驗,自主研發了板期控制器,主要針對壓力容器安全閥,在進行液壓時展開控制,同時也對燃料品種進行優化。在國內關于這個領域的研究也非常多,王東風等針對多傳感器信息融合技術展開了研究,針對壓力容器安全閥的預測模塊展開控制,但是在實際運行中還會出現不確定性。所以對于模型控制器進行優化,才可安全可靠地控制壓力容器安全閥。目前所采用的安全閥如圖1所示:
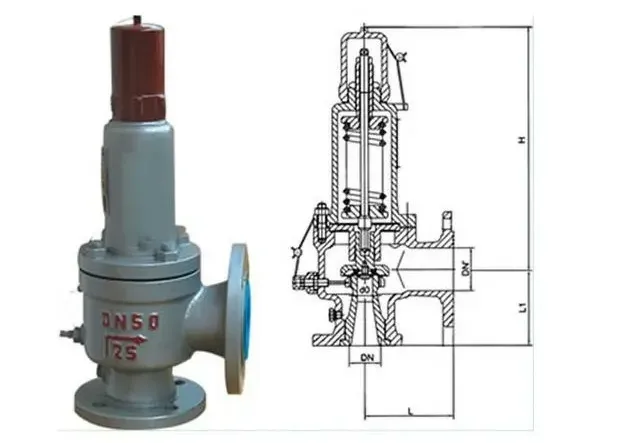
圖1 壓力容器安全閥
2 壓力容器安全閥常見問題
2.1 安全閥選型不當
安全閥有不同的規格及型號,同時也會應用到不同的部位,但是在安裝時,只要口徑能夠保持一致,一般都可以使用,所以安全閥口徑與法蘭的尺寸在匹配的情況大多可以安裝,但并不完全確定。例如全啟式安全閥在進行安裝時,如果安全閥有突然關閉的情況,那么會產生一定的危險。充裝蒸汽的容器如果使用了微啟式安全閥,那么其排放能力持續下降,出現超壓情況時,無法及時將介質排放,那么壓力會不斷地上升,而此時無法正常進行安全保護,此時氣體存在于設備內。產生不正常的氣壓,非常的危險。
2.2 安全閥安裝位置不當
壓力容器安全閥要及時進行檢驗,如果在檢驗中沒有發現任何問題而導致安全事故出現,會帶來嚴重的后果,所以有些安裝中出現的問題很難被檢測到。尤其是針對安全閥的設置,如果安全閥接口沒有及時密封,那么接口會出現血壓漏氣等情況,壓力容器本身非常的復雜,所以應該有專門的開口,并且這個開口與安全閥在安裝后的使用功能能夠完全匹配壓力容器,應該設置單獨的安全閥接口,這也為今后的工作節省了時間。節省了人力和物力,同時為安裝單位節省了很多的時間。最主要的是能夠充分避免安全隱患,因為很多廢氣以及壓力的排放無法及時展開計算,所以也無法獲得保證,那么在安裝中如果能夠確保程序的正確,可以大大避免事故的產生。
在安全閥中有壓縮彈簧,壓縮彈簧的主要作用是能夠平衡力的作用,尤其是螺旋圓形。彈簧,其結構較為緊湊,并且非常輕便,在使用中靈敏度非常高,所以可以安放在壓力容器的任何位置,沒有太多的限制,尤其是震動所帶來的敏感性非常小,所以壓力容器中使用這種彈簧非常合適。
2.3 壓力容器的損傷模式
壓力容器的損傷不僅僅有可能是使用過程當中所造成的損傷,也有可能在設計制造之初就存在有一定的損傷。壓力容器不僅在制造的過程中,在對其部件進行冶煉、澆注等階段的過程之中,有可能會產生氣孔、未熔合裂紋等原始缺陷。而壓力容器本身在制造過程當中有可能會出現這些缺陷的存在。而在壓力容器自身的運行過程中,有可能會經歷腐蝕、局部沖刷等情況,對壓力容器造成一定的損傷。因此在對壓力容器進行檢驗的過程當中必須要考慮以上多個方面的問題。合乎標準的安全閥如圖2所示:
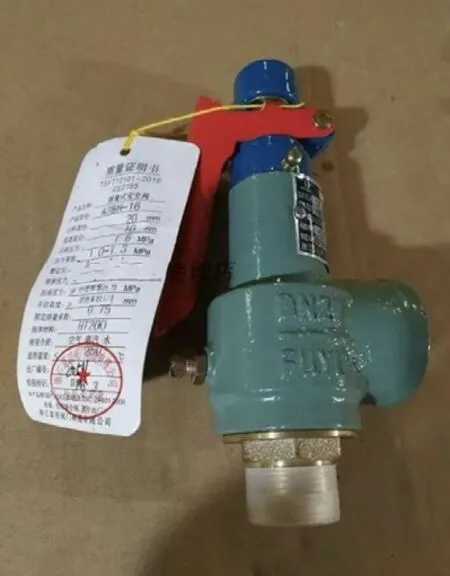
圖2 安全閥質量證明書
2.4 腐蝕減薄
在上文當中已經簡單地提到過,壓力容器其實用于盛放液體或氣體的密閉容器。因此在實際的生產過程當中,壓力容器內部所承載的物體有可能會是一種腐蝕性氣體或液體。而這些氣體或液體在進行使用的過程當中,會對壓力容器本身存在有一定的腐蝕。在一些情況下,即便這些液體或氣體的腐蝕性不強、濃度不高,但是在長時間的使用情況下仍然會對壓力容器內部產生一定的腐蝕性。而在長時間的使用之下,壓力容器的壁厚,就會被一定程度上減薄。另外一些壓力容器在進行使用的過程當中,往往會露天放置,壓力容器的外壁也有可能被造成一定的局部腐蝕。因此檢驗人員在對壓力容器進行檢驗的過程當中需要特別注意局部腐蝕的問題。
2.5 應力腐蝕
所謂的應力腐蝕是在腐蝕介質的作用下,在應力集中的部位,有可能會產生腐蝕裂紋擴展的現象。相比其腐蝕減薄而言,應力腐蝕這種情況對于壓力容器的損害更為嚴重。同時,一些應力腐蝕所造成的裂紋極為的細微,檢驗單位在對此方面進行檢測的過程當中,往往需要對壓力容器表面進行極為仔細的檢測才能夠檢測出來。在應力腐蝕發生的過程當中,有的應力腐蝕很慢、有的應力腐蝕很快,這些都與壓力容器材料對該介質應力腐蝕的敏感性相關。對于應力腐蝕這一情況而言,介質濃度會對其產生較大的影響。在一般的情況下,對于應力相同,介質濃度越大應力腐蝕也越大;介質濃度越小應力腐蝕也就越輕微。除了介質濃度以外,溫度也會對應力腐蝕產生一定的影響,溫度越高,應力腐蝕的情況也就越嚴重;溫度越低,應力腐蝕的情況也就越輕微。
3 壓力容器安全閥應用案例及建議
2021年11月4日,江蘇省應急管理廳與應急管理局對當地鋼鐵(集團)有限公司進行鋼鐵專項執法檢查,發現該企業存在涉及“鋼8條”的以下問題:煉鋼廠連鑄二作業區5號連鑄事故鋼水罐內有雜物,壓力容器安全閥存在密封不嚴等隱患;連鑄二作業區轉爐一次除塵風機出口水封間未設置固定式一氧化碳監測報警裝置;煉鐵總廠新2號高爐作業區域內固定式一氧化碳監測報警裝置未正常運行。以上行為違反了《安全生產法》第三十六條第一款、第二款和第四十一條第二款等規定,同時該企業還存在其他違法行為。針對上述情況,本溪市應急管理局依據《安全生產法》第九十九條第二項、第三項和第一百零二條等規定并結合自由裁量,責令該企業限期改正,并作出罰款人民幣6萬元的行政處罰決定。
3.1 保養
加強日常維護和保養,保持潔凈,防止腐蝕和油垢、臟物的堵塞;經常檢查鉛封,防止他人隨意移動杠桿式安全閥的重錘或擰動彈簧式安全閥的調節螺絲;為防止閥和閥座粘牢,根據承壓設備的實際情況制定定期手拉(或手抬)排放制度,如蒸汽鍋爐爐筒安全閥一般應每天人為排放一次,排放壓力最好在規定最高工作壓力的80%以上;發現泄漏應及時檢修或更換,嚴禁用加大載荷(如杠桿式安全閥將重錘外移或彈簧式安全閥過分擰緊調節螺絲)的辦法來消除泄漏。對于一些技術含量要求較高的設備對于操作人員的素質也會有很高的要求,所以兩者之間的關系是相輔相成的。
設備的優良狀態能夠體現出操作工的素質,并且在點檢中也能夠獲得更新的內容,對于隨時可能發生的事情,要隨時處理。設備要具有一定的管理體制,操作工的任務不僅局限在操作上,也要做好點檢工作,同時對于操作工的思維也要隨著設備的運營在改變。設備能夠正常的運行,是生產產品的第一道防線,只有這第一道防線能夠保證良好的狀態。才能有更多的利益,這對于任何企業來講都是有利的。相關點檢人員需要做到熟悉規則,熟悉標準,并且熟悉每一個設備的結構以及原理,同時也要熟悉每一個設備在工作時的操作方法,做到能夠正常運用設備,并且合理地進行操作。
另外還要具備管理設備的能力以及維護設備的能力。不僅僅是要操作設備,同時對于螺絲以及潤滑油的添加等等都應該熟悉。在進行維護時,要具備一定的針對性,同時要受到質量以及環境等所帶來的影響,設備要保持健康的狀態,那么就要從客觀原因進行分析。目前工業領域中以及較為發達的國家,正在搜尋更為可靠的零部件,在使用中避免設備過熱或者是超負荷所導致的故障。
3.2 檢驗
通過不斷的技術更新和改革,如今的生產方法更加現代化,零部件的結構設計更加科學化。對于檢測技術及設備壓力容器安全閥檢驗,我國當前已經有部分工業生產企業和專業技術人員進行研究和探索,并且將研究成果已經初步應用到設備壓裝生產當中,該技術主要是通過原有設備設施的技術改革來實現生產檢測,近年來檢測生產已經逐步被大多數生產企業所重視,并且發展趨勢良好,該裝置主要通過內部系統編程來精準控制設備生產的各項參數指標準確無誤。系統會自動核實生產過程中的數據,如果發現生產數據存在偏差,系統會自行修復或者是停止生產,該方法的使用只需要在生產前將設備各生產參數輸入到系統內部即可。并且該系統在智能生產結束后會將生產出的成品直接進行壓力容器安全閥檢驗,通過精準的數據比對來實現壓力容器安全閥檢驗和設備的自動化智能裝配,該方法有效提高了壓力容器安全閥檢驗與設備的裝配合格率。另外該系統還配備智能圖像掃描裝置,通過智能機器人對零部件的精準掃描來了解各部件的主要數據結果,對需要進行連接的部位進行標注,便于在進行生產時對該部位進行精密處理,從而有效地達到壓力容器安全閥檢驗和設備的完美契合。
4 總結
壓力容器安全閥目前的發展趨于大型化,并且與超臨界參數幾乎接近,根據技術角度進行分析,壓力容器安全閥技術必須要向著大型化的趨勢去發展。通過打造超臨界壓力容器安全閥,可以達到最強大的可用率,保障最低的排放,磨損控制系統能夠將循環流化床磨損控制技術從劣質改善成為高硫無煙煤,避免出現較大的磨損,促使CFB大型化技術具備較高的安全性、穩定性等,可更好地支持壓力容器安全閥的磨損控制的展開。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
汽車零部件(2014年11期)2014-09-18 11:57:16
消費者報道(2014年7期)2014-07-31 11:23:57
