基于線圈優化設計的黃銅管內表面電磁拋光試驗
2022-09-27 12:43:32潘明詩陳燕程海東張志鵬吳炫炫韓冰
表面技術 2022年9期
關鍵詞:磁場
潘明詩,陳燕,程海東,張志鵬,吳炫炫,韓冰
基于線圈優化設計的黃銅管內表面電磁拋光試驗
潘明詩,陳燕,程海東,張志鵬,吳炫炫,韓冰
(遼寧科技大學 機械工程與自動化學院,遼寧 鞍山 114051)
設計一種低頻交變磁場發生裝置,高效率地去除H62黃銅管內的表面缺陷,提高其表面質量,延長其使用壽命。采用閉合鐵芯的方式設計一種低頻磁場發生裝置,利用EDEM軟件對磁場中的磁性磨粒進行運動仿真分析;對電磁線圈的纏繞方式、通電方式進行設計,并利用Ansys軟件對不同的線圈纏繞方式和通電方式所產生的磁場進行模擬分析。數控車床夾持管件旋轉,并與磁場發生裝置相配合,使管件中的磁性磨粒在磁場中磁化,并緊貼管件內表面進行研磨拋光。使用觸針式表面粗糙度測量儀和超景深 3D電子顯微鏡,對研磨前后的樣品進行檢測分析。基于三端纏繞方式,采用2種不同的通電方式對管件進行研磨加工,采用相對型通電方式研磨6 min后,H62黃銅管內的表面粗糙度由原始的0.618 μm降至0.373 μm。采用相鄰型通電方式研磨6 min后,H62黃銅管內的表面粗糙度由原始的0.667 μm降至0.081 μm。利用低頻交變磁場能夠實現研磨工具(磁性磨粒)的循環更新,提高磁性磨粒的利用率。在采用三端纏繞方式通電時所產生的磁場強度更大,更適合于磁粒研磨加工。采用相鄰型通電方式(N?N?S?S磁極排布)加工時,研磨壓力更大,大幅縮短了加工時間,去除了管件內壁的原始缺陷。
低頻交變磁場;磁粒研磨;線圈設計;H62黃銅管;表面質量
H62黃銅具有極好的導電、導熱和抗腐蝕性等,且可塑性、加工性均較好,常用于機械零件的加工,是應用廣泛的普通黃銅品種之一[1-5]。在加工過程中,黃銅管的內表面不可避免地存在內部條狀溝痕、分層、微裂紋、凹坑等質量缺陷。若用黃銅管輸送液體,當液體流經管件時會不斷地對管件內壁進行沖刷,導致管件內表面缺陷不斷擴展,從而出現湍流、喘振、破裂等現象。將黃銅管應用于船舶領域時,由于其內壁凹凸不平,海水中的氯離子會在凹坑、微裂紋處與管件發生化學反應,使管件內部受到腐蝕,這會大大降低黃銅管的使用壽命[6-10]。由此可見,需要對黃銅管內壁進行精密加工,以延長其使用壽命。目前,針對H62黃銅管表面處理的研究較少,針對其他材質的管件進行表面研磨拋光的案例較多。Yamaguchi等[11]提出了磁鐵繞管件旋轉拋光法,將內部磁性磨粒磁化,并吸引至管件表面,與管件發生相對運動,從而達到研磨去除材料的目的,該方法的研磨壓力較小、效率較低。陳燕等[12]提出了在管外放置多個磁鐵研磨內表面的方法,采用該方法在加工時磁性磨粒對管件內表面有著較大的研磨壓力,由于磁鐵位置相對固定,在工作一段時間后磁性磨粒在管件內部得不到及時更新,這樣不僅縮短了磨粒的使用壽命,而且影響了磨削效率。趙楊等[13]提出了電磁鐵交替通電的方法,該方法雖然促進了磁性磨粒的更新,但由于電磁鐵的工作方式為交替通電,因此在工作中只有1個磁鐵對管件進行加工,與2個磁鐵形成閉合磁感線相比,磁性磨粒對管內壁的研磨壓力相對較小。文中以H62黃銅管為加工對象,設計并提出一種新型低頻磁場發生裝置,針對鐵芯的形狀特征,對線圈的纏繞方式和通電方式進行設計,通過模擬仿真和實驗對不同的方案進行討論,總結出最優的加工方式,最終有效地完成H62黃銅管內表面的光整加工。
1 管件內表面研磨原理
1.1 磁性磨粒受力分析
采用低頻交變磁場輔助研磨H62黃銅管內表面的加工原理如圖1所示,將管件穿過電磁鐵水平放置在中心的磁場中,電磁鐵在通電后會產生磁場。漆包線的通電方向會影響4個磁極頭的極性,從而決定磁場分布,不同的磁場分布對加工效果有著不可忽視的影響。通過改變通電方式,針對磁極頭設計了相對型排布(N–S–N–S)、相鄰型排布(N–N–S–S)等,如圖1所示。將4個磁極頭均布于管件周圍,2個磁極頭之間形成閉合磁回路,磁性磨粒被磁化,并沿著管壁附近的磁感線形成多個柔性“磁粒刷”,在磁力的作用下磁性磨粒緊密而有序地排列在管件內壁,比磁性磨粒散亂分布時磨粒的一致性更好,研磨得更加均勻[14],并且磁性磨粒在磁場力的作用下相互擠壓,提供了足夠的研磨壓力。當管件進行加工時,管件由機床帶動進行旋轉運動,磁性磨粒團受到磁場的牽引作用,與管件內表面發生相對運動。通過對磁性磨粒進行受力分析可知,磁性磨粒在磁場力、離心力和摩擦力的共同作用下(磨粒之間的相互作用力及自身重力忽略不計)對管件內表面進行刻劃、摩擦、滾壓等作用。
根據Preston經驗公式[15]得到材料的去除量,見式(1)。

式中:R(x,y)為材料的去除量;k為磁性磨粒與加工相關的比例常數;v(x,y)為磁性磨粒與工件之間的相對速度;p(x,y)為研磨粒子與工件間的研磨壓力。
從式(1)中可以看出,若想增加材料的去除量、提高加工效率,可以增大磁性磨粒與工件之間的相對速度(,),也可以增大研磨壓力(,)。如果增大二者之間的相對速度,則必須提高工件的轉速,轉速的增大將導致管件內部的磁性磨粒受到的離心力變大,而離心力過大將導致磁性磨粒脫離磁場的束縛,跟隨管件轉動,與工件表面沒有相對運動也就失去了加工的能力。當工件轉速確定時,通過增加研磨壓力來提高材料的去除量,可以實現高效加工[16]。
對不同磁場中的磁性磨粒進行受力分析(如圖1所示),管件所受的研磨壓力主要與磁場力和離心力相關,磁場力的計算如式(2)所示[17]。

式中:為磁性磨粒在磁場中所受的合力;F為合力沿磁等勢線方向的分力;F為合力沿磁力線方向的分力;為磁性磨粒的體積;r為磁性磨粒的相對磁導率;0為空氣的相對磁導率;為磁性磨粒所處位置的磁場強度;(?/?)、(?/?)分別為磁場強度沿磁等勢線方向和磁力線方向的梯度分量。
磁場強度最先由磁荷觀點引出,后來安培提出了分子電流假說,自此磁場強度多用磁感應強度表示。二者的具體關系如式(3)所示[18]。

將式(3)帶入式(2)中,得到式(4)。

在加工時,由于管件的轉動,內部的磁性磨粒會受到離心力的作用[19],離心力c的表達式如式(5)所示。

式中:為磁性磨粒的質量;為磁性磨粒對于管件的相對速度;為管件內徑。
由上述分析可知,研磨壓力為磁性磨粒對管件內表面的法相作用力,其值為磁性磨粒所受磁場合力的法相分量與離心力c之和,如式(6)所示。

式中:為合力與管件法線方向的夾角。
從式(6)可以看出,研磨壓力與磁感應強度、相對速度呈正相關,因此在不改變相對速度的情況下,可以通過增大磁感應強度來增大研磨壓力。
1.2 磁性磨粒運動分析
將磁性磨粒放入磁場中,使得磁性磨粒在閉合磁感線上分布。電流的變化如圖2所示,由于磁場為交變磁場,因此磁場會周期性地變化。隨著電流方向的周期性改變,磁場方向也以一定頻率發生改變,促使磁性磨粒在管內沿管件內表面的圓周方向發生周期性的運動。

圖2 線圈電流波形
采用EDEM軟件對單周期()內、交變磁場下的磁性磨粒(磁性磨粒團用流線代替)進行運動分析,如圖3所示。

圖3 單周期內磁性磨料運動
將磁性磨粒置于管中,當時間達到/4時,磁性磨粒被磁場吸引,從而壓覆在管件內表面,如圖3a所示;當時間達到/2時,線圈中的電流為0,磁場消失,磁性磨粒因自身重力會下滑一段距離,如圖3b所示;當時間達到3/4時,由于電流反向,磁極頭的極性與/4時相反,磁性磨粒又被重新吸引,從而壓覆在管件內表面,如圖3c所示;當時間達到T時,磁性磨粒會下滑一段距離,下滑距離與圖3b的結果一致。隨著磁場的不斷變化,磁性磨粒不斷地進行周期性運動,發生振動、翻滾,達到自適應更新的目的,最終實現管件內部的光整加工[20-22]。
2 電磁鐵設計
2.1 電磁鐵結構設計
電磁鐵由鐵芯和漆包線纏繞所成的線圈組合而成,4個E形鐵芯通過2個硅鋼塊連接起來,從而形成一個完整的閉合鐵芯,在鐵芯上均勻繞制漆包線組成電磁鐵。在E形鐵芯中部加裝矩形磁極頭,不僅縮短了磁極與管件之間的距離,減少了漏磁,而且會使磁感線聚集通過磁極頭,提高了加工區域的磁場強度。在纏繞漆包線時,不同的纏繞方式對電磁鐵產生的磁場和磁場分布有著較大的影響,因此把E形鐵芯分為3個區域,針對3個區域設計了2種不同的線圈纏繞方案,具體纏繞方案如圖4所示。
2.2 磁場仿真分析
為了探究不同線圈纏繞方式和通電方式對管件內部磁場的影響,利用Ansys軟件對加工區域的磁場進行有限元仿真分析。首先根據所設計的電磁鐵利用SolidWorks軟件進行實體建模,然后將模型導入Ansys軟件中,并仿真分析不同線圈的繞線方式、通電方式所產生的磁場,以尋求加工區域的最優磁場。

圖4 線圈纏繞方式
2.2.1 線圈纏繞方式分析
采用直徑0.77 mm的銅漆包線制作電磁線圈,線圈的電阻較小、載流量較高,可充分利用鐵芯空間提高線圈安匝數。若采用兩端纏繞的方式,每端最多可以纏繞600匝線圈。若采用三端纏繞的方式,兩端最多可以分別纏繞450匝線圈,在中部區域可以纏繞180匝線圈。在磁極頭處采用N–N–S–S排布時通入2.5 A的交流電,針對圖4中的2種線圈纏繞方式,利用Ansys軟件對管件內壁加工區域進行磁場仿真,仿真結果如圖5所示。
如圖5a所示,采用兩端纏繞時,由于兩端的空間較大,可以增加線圈的匝數,進而達到增強磁場的目的。觀察磁場云圖可以看出,兩端纏繞的電磁鐵在加工區域(管件內壁)所產生的磁場強度最大可以達到0.25 T。如圖5b所示,采用三端纏繞時,可以使線圈均勻地分布在鐵芯的各個部位,使磁場分布得更均勻、更強。觀察磁場云圖可以看出,采用三端纏繞的方式時,加工區域的磁場強度可以達到0.30 T。

圖5 不同線圈分布磁場云圖
加工區域的磁場強度曲線如圖6所示。在采用三端纏繞方式時所產生的磁場強度在絕大多數區域大于采用兩端式纏繞時的磁場強度。究其原因,兩端線圈產生的磁場相互對沖,使磁感線順著中部鐵芯發散出去,而采用三端纏繞時,鐵芯中部纏繞的線圈起到了聚攏磁感線、增強磁場的作用,因此三端纏繞方式所產生的磁場優于兩端纏繞方式。在進行實際線圈纏繞時采用三端纏繞方式,以下研究均基于三端纏繞方式進行。

圖6 加工區域磁場強度曲線
2.2.2 線圈通電方式分析
將電磁鐵各區域線圈相繼連接,從而形成一個整體,各部分線圈之間首首相連,或者首尾相連,使4個磁極頭呈現相鄰型、相對型的磁極排布,低頻交變磁場的頻率為3 Hz時磁性磨粒的自銳性較好[23],因此通過調整變頻器的電壓和頻率,使其在頻率3 Hz時的電流峰值達到最大值(3 A)。通過Ansys軟件對2種不同磁極排布方式所產生的磁場進行模擬,模擬結果如圖7—9所示。
通過觀察二者的磁場云圖(圖7)可以較為清晰地看出,采用相對型N–S–N–S磁極頭排布時,管件的加工區域全部被覆蓋于較強的磁場中,磁場強度較為一致。采用相鄰型N–N–S–S磁極頭排布時,較強的磁場區域只能覆蓋管件部分的加工區域,磁場梯度變化較大。

圖7 不同通電方式的磁場云圖
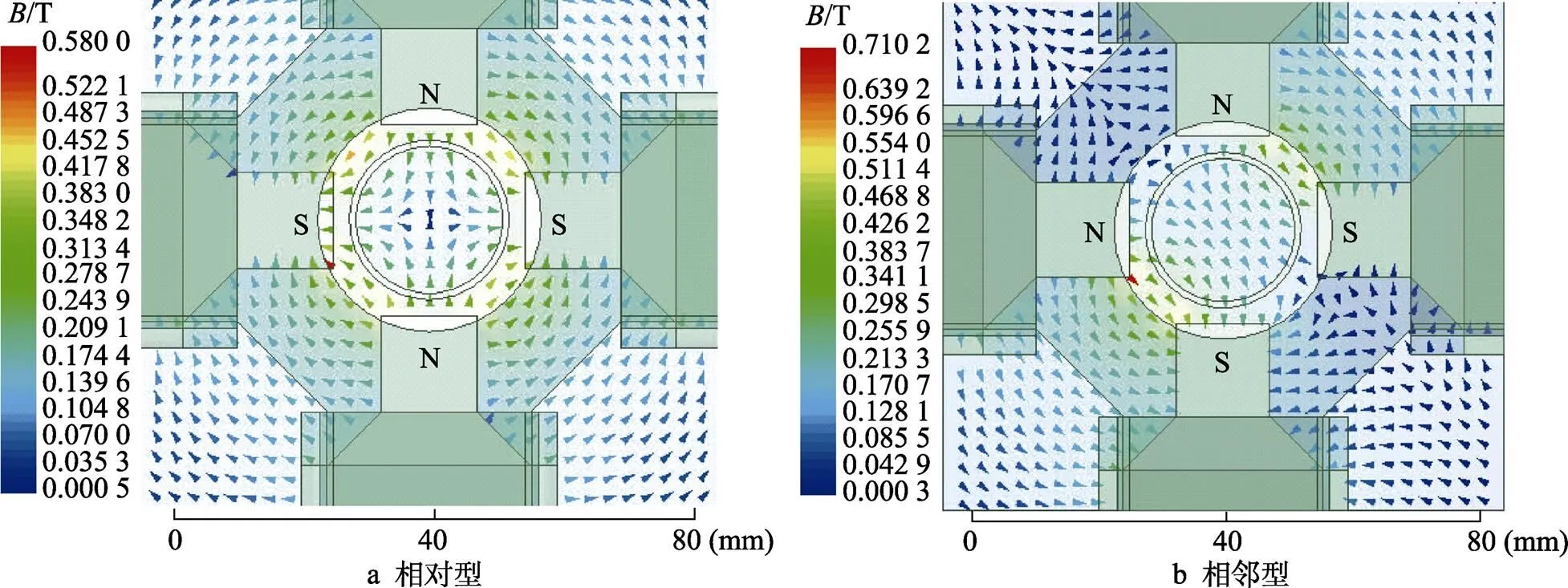
圖8 不同通電方式的磁感應矢量圖

圖9 加工區域磁場梯度的變化情況
觀察二者的磁感應矢量圖(圖8)可以看出,采用相鄰型N–N–S–S磁極頭排布時,在加工區域可以形成2個閉合磁回路,磁性磨粒在其中可以形成2個“磁粒刷”進行工作;采用相對型N–S–N–S磁極頭排布時,在加工區域可以形成4個閉合磁回路,磁性磨粒在其中可以形成4個“磁粒刷”進行工作。
由圖9可以看出,相鄰型通電方式與相對型通電方式相比,在加工區域所產生的磁場強度更大,磁場梯度變化也更大,而相對型通電方式所產生的磁場雖然在磁場強度、磁場梯度變化方面不如相鄰型通電方式,但是在加工區域磁場強度較為平均,這也意味著管件各個加工區域都存在較大的研磨壓力。
在磁粒研磨加工過程中,如果磁場強度大,則磁力大,所產生的研磨壓力也大,能夠較快地去除材料表面缺陷;磁場梯度變化大可以促進磨粒的實時更新,防止切削刃鈍化[24]。這不僅能夠提高材料的去除速度,還有利于增加磁性磨粒的使用壽命。磁場覆蓋面積越大,意味著有更多的磨粒同時參與加工,提高了加工效率。2種通電方式各有利弊,需通過實驗驗證其加工效果。
3 實驗過程及結果分析
3.1 實驗條件
基于低頻交變磁場磁粒研磨H62黃銅管的實驗條件如表1所示,所加工的工件為厚度1 mm的H62黃銅管,管件的內徑和外徑分別為23 mm和25 mm,長度為150 mm。由于采用的加工方法為研磨加工,在加工過程中存在發熱問題,因此研磨液采用具有良好散熱性的水基研磨液,并且水基研磨液的黏度適中,且具有一定的潤滑性。這樣既可以保證在研磨時有足夠的材料去除量,又在一定程度上減少了劃痕[25]。研磨工具為磁性磨料,磨粒粒徑不宜過大。當粒徑過大時,雖然同等時間內去除材料的速度更快,但是很容易出現過磨現象。當粒徑過小時,則會嚴重影響加工效率[26]。經過篩選,最終選用粒徑為150 μm的磨料,把研磨液和磁性磨料按一定比例混合。在加工一定時間后,使用JB–8E觸針式表面粗糙度儀測量研磨后工件的粗糙度,采用3D超景深電子顯微鏡(VHX–500F)觀察研磨后工件的表面,從而監測管件內壁的表面質量變化情況。
表1 實驗條件
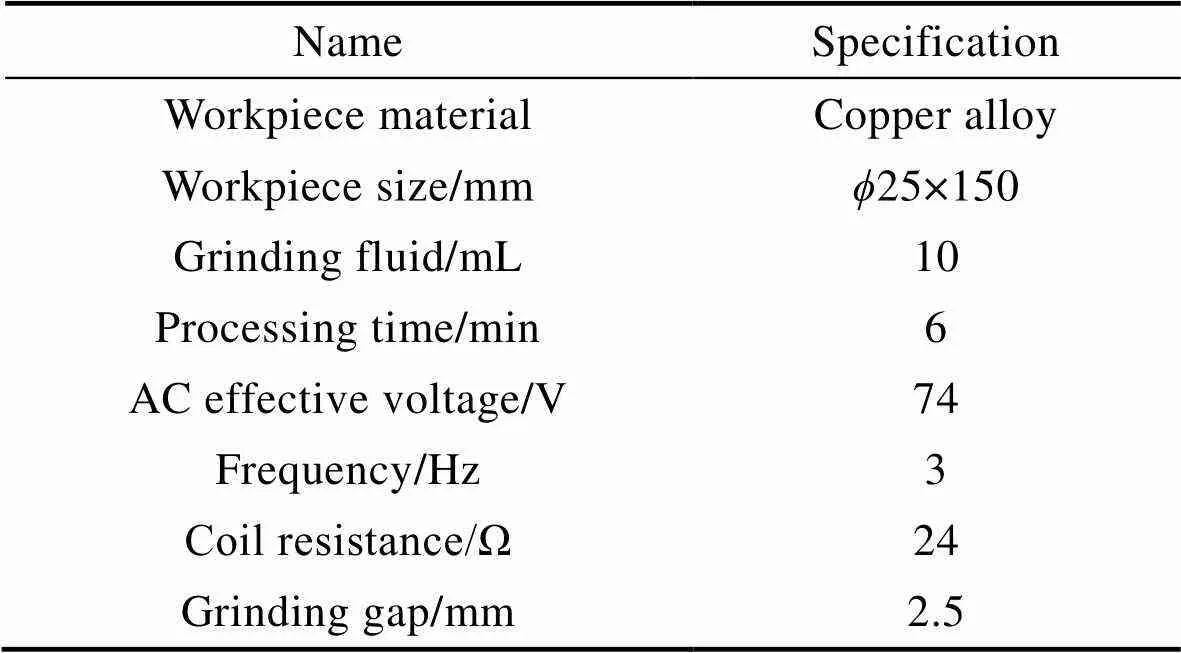
Tab.1 Experimental conditions
3.2 實驗裝置
實驗所需裝置由數控車床、電磁裝置、檢測裝置組成,實驗裝置示意圖如圖10所示。電磁裝置包括變頻器、銅線圈、鐵芯等。變頻器選用單項變頻器,對50 Hz的交流電進行降壓調頻,將低頻電流通入電磁鐵線圈中,在加工區域形成交變磁場。檢測裝置由電流表和探針溫度計組成,它可以實時檢測電磁裝置在加工時的電流和溫度的波動情況。
在實驗前,利用機床主軸的三抓卡盤水平夾持H62黃銅管,將磁性磨粒與研磨液按一定比例混合后加入管中。將電磁裝置放置在機床可移動刀架上,使其可以隨著刀架進行同步運動,從而實現電磁鐵的往復運動。調整電磁裝置的放置高度,使其中心與管件中心位于水平直線上,確保管件處于磁場的中心。在進行加工時,三抓卡盤夾持著管件進行旋轉運動,電磁裝置進行軸向往復運動,啟動變頻器電磁鐵便產生了周期性的交變磁場,磁性磨粒不僅在管內跟隨電磁鐵進行軸向往復運動,而且還會發生周期性的翻滾,從而對管件內表面進行光整加工。

圖10 實驗裝置
3.3 實驗結果
為了測量方便,將管件剖切開,采用超聲波清洗機進行清洗并吹干,然后用 JB–8E 觸針式表面粗糙度測量儀采集管件內表面的數據。剖切長度為40 mm,從距離剖切端面10~30 mm區域,每間隔5 mm為一個測量點,對其進行測量,并取平均值,記為原始粗糙度。在加工時,將剖分的管件粘接起來,內部添加磁性磨料,每研磨1.5 min,測量管件內部測量點處的表面粗糙度,并記錄所有數據的平均值。
采用不同的通電方式研磨H62黃銅管,內表面粗糙度的變化情況如圖11所示。采用相對型通電方式研磨1.5 min,由于管件內壁凹凸不平,在加工過程中易產生尖點效應,凸起部分在研磨時能夠被快速去除,表面粗糙度快速下降[27]。繼續研磨3 min,加工區域磁場強度較弱的問題逐漸凸顯。由于磁場強度較小,導致研磨壓力過小,且磁性磨粒在磁場周期性變化的過程中易受到管件給予的離心力作用,離心力增大至一定程度后會使磁性磨粒掙脫磁場力的束縛,并隨著管件內壁進行轉動,這樣就達不到持續去除材料的目的。
采用相鄰型通電方式所產生的磁場,其磁場強度較大,研磨壓力相對于相對型通電方式更大,這樣大幅提高了去除材料的速度,表面粗糙度顯著下降。采用相鄰型通電方式在加工區域所產生的磁場梯度變化幅度更大,磁性磨粒翻滾得更加劇烈,會促使更多的切削刃參與加工,這樣進一步提高了加工效率。采用相對型通電方式研磨6 min后,H62黃銅管內的表面粗糙度從0.618 μm下降至0.373 μm。采用相鄰型通電方式研磨6 min后,管件內的表面粗糙度由0.667 μm下降至0.081 μm。可見采用相鄰型通電方式研磨6 min后,其表面粗糙度的變化趨于穩定,加工效率更高。

圖11 表面粗糙度的變化情況
利用超景深3D電子顯微鏡(VHX–500F)觀測H62黃銅彎管內表面微觀形貌變化,如圖12所示。
從圖12a可以看出,采用傳統工藝制成的管件,內表面存在水平方向的溝狀加工紋理、微裂紋、凹坑、凸棱等原始表面缺陷,且在微裂紋聚集的區域形成了較深的溝壑。從圖12b可以看出,采用相對型通電方式研磨3 min后,原始表面上的污垢基本被去除,凹坑和溝狀紋理高度差有所減小。從圖12c可以看出,采用相鄰型通電方式研磨3 min后,管件內表面的溝狀加工紋理和較淺的微裂紋均基本被去除,表面凸棱的高度差得到大幅改善,部分較深微裂紋去除得不徹底,其根部的凹坑仍殘留在表面。采用相對型通電方式繼續研磨3 min后,可以看到工件的磨削效果明顯減弱,管件表面缺陷無法被有效去除,如圖12d所示。采用相鄰型通電方式繼續研磨3 min后,如圖12e所示,微裂紋根部的凹坑已經基本被去除,表面凸棱消失。管件在進行旋轉研磨拋光時,表面不可避免地存在輕微的豎直方向研磨痕跡,但經過加工后管件的表面質量得到大幅改善,且由于研磨軌跡的錯綜復雜,使得管件內表面在使用過程中不易產生裂紋、凹坑等缺陷,完全滿足使用要求。

圖12 H62黃銅管的微觀形貌
4 結論
1)在纏繞電磁鐵線圈時,三端式線圈分布由于中間線圈的存在可以有效聚集兩端線圈對沖所產生的磁感線,與兩端式線圈分布相比產生的磁場更強。
2)當管件外部的4個磁極頭采用N–N–S–S分布時,基于同極性磁極相排斥的原則,形成了2個磁場更強的“磁粒刷”。相斥區域由于磁場強度較弱,使得整個加工區域的磁場梯度變化較大,磁性磨粒的切削刃的更新速度更快,加工效果更好。
3) 在低頻交變磁場下,磁感線的方向呈周期性變化,使磁性磨粒在一定范圍內跳動。這樣不僅促進了切削刃的及時更新,提高了加工效率,而且延長了磁性磨粒的使用壽命。
4)采用基于低頻交變磁場的磁粒研磨法對H62黃銅管進行加工時發現,在通入3 A、3 Hz的正弦電流時,采用三端式線圈纏繞方法、N–N–S–S磁極排布方式,加工區域的磁場強度相對最大,達到0.36 T。在研磨加工6 min后,H62黃銅管的內表面粗糙度從0.667 μm降至0.081 μm,并獲得了較好的表面質量。
[1] 陳琴, 賀永東, 趙堂昌, 等.32 mm×1.5 mm H62黃銅管生產工藝[J]. 上海有色金屬, 2012, 33(1): 25-27.
CHEN Qin, HE Yong-dong, ZHAO Tang-chang, et al. Fa-brication Brass Tube32 mm×1.5 mm H62[J]. Shanghai Nonferrous Metals, 2012, 33(1): 25-27.
[2] 羅奇梁, 劉晉龍, 馬力. 中國銅管加工制造裝備的現狀與發展趨勢[J]. 現代制造技術與裝備, 2019(4): 189-190.
LUO Qi-liang, LIU Jin-long, MA Li. Current Situation and Development Trend of Copper Tube Processing and Manufacturing Equipment in China[J]. Modern Manufa-cturing Technology and Equipment, 2019(4): 189-190.
[3] 左書瑞, 劉瑞泉. 堿性介質中兩種Mannich堿對H62黃銅的緩蝕性能和吸附行為[J]. 化學研究與應用, 2010, 22(6): 704-709.
ZUO Shu-rui, LIU Rui-quan. Inhibition Action and Ad-sor-ption Behavior of Two Mannich Bases on H62 Brass in Alkaline Medium[J]. Chemical Research and Application, 2010, 22(6): 704-709.
[4] 郭鋒, 康補曉. H62黃銅宏觀力學性能與組織特征變化的關系[J]. 特種鑄造及有色合金, 2000, 20(4): 7-9.
GUO Feng, KANG Bu-xiao. Relationship between Mechanical Properties and Microstructure Characteristics of H62 Brass[J]. Special Casting & Nonferrous Alloys, 2000, 20(4): 7-9.
[5] 曾佳偉, 牟雪萍, 彭開萍. 材料厚度對H62黃銅模壓形變等效應變分布的影響[J]. 機械工程材料, 2011, 35(2): 92-96.
ZENG Jia-wei, MOU Xue-ping, PENG Kai-ping. Effect of Material Thickness on Distribution of Equivalent Strain during Groove Pressing Process of H62 Brass[J]. Mate-rials for Mechanical Engineering, 2011, 35(2): 92-96.
[6] 徐衛兵. 消除H96黃銅管內部缺陷的研究[J]. 銅加工, 2012(4): 45-46.
XU Wei-bing. Research on Eliminating Internal Defects of H96 Brass Tube[J]. Copper Processing, 2012(4): 45-46.
[7] 伍超群, 朱峰, 劉英坤. 衛浴黃銅管開裂原因分析[J]. 金屬熱處理, 2011, 36(S1): 413-415.
WU Chao-qun, ZHU Feng, LIU Ying-kun. Fracture Ana-lysis of the Brass Pipe for Bathroom[J]. Heat Treatment of Metals, 2011, 36(S1): 413-415.
[8] YU Zheng-hao, HAN Bing, CHEN Song, et al. Study on the Inner Surface Finishing of Irregular Spatial Elbow Pipe by the Centerline Reconstruction[J]. The Interna-tional Journal of Advanced Manufacturing Technology, 2017, 93(9): 3085-3093.
[9] 陳燕, 趙楊, 陳松, 等. 基于旋轉磁場的6061鋁合金彎管內表面光整加工[J]. 中國表面工程, 2018, 31(5): 73-81.
CHEN Yan, ZHAO Yang, CHEN Song, et al. Finishing Internal Surface of 6061 Aluminum Alloy Bend Pipe Ba-sed on Rotating Magnetic Field[J]. China Surface Engi-neering, 2018, 31(5): 73-81.
[10] 蘇倩. 全浸海水環境旋轉電磁效應對H63黃銅的緩蝕機理研究[D]. 哈爾濱: 哈爾濱工業大學, 2014: 2-6.
SU Qian. Study of Inhibition Mechanism on H63 in Full Immersion Seawater Treated by Rotating Electromagnetic Effcet[D]. Harbin: Harbin Institute of Technology, 2014: 2-6.
[11] YAMAGUCHI H, SHINMURA T, SEKINE M. Uniform Internal Finishing of SUS304 Stainless Steel Bent Tube Using a Magnetic Abrasive Finishing Process[J]. Journal of Manufacturing Science and Engineering, 2005, 127(3): 605-611.
[12] 陳燕, 張廣彬, 韓冰, 等. 磁力研磨法對陶瓷管內表面超精密拋光技術的試驗研究[J]. 摩擦學學報, 2015, 35(2): 131-137.
CHEN Yan, ZHANG Guang-bin, HAN Bing, et al. Expe-rimental Investigation of Magnetic Abrasive Finishing for Super Precision Polishing of Inner Surface of the Ceramic Tube[J]. Tribology, 2015, 35(2): 131-137.
[13] 趙楊, 陳燕, 李文龍, 等. 電磁鐵與永磁鐵研磨鋁合金管件內表面的對比研究[J]. 現代制造工程, 2020(3): 88-92.
ZHAO Yang, CHEN Yan, LI Wen-long, et al. Contrastive Study on the Inner Surface of Aluminum Alloy Pipe Grin-ded by Electromagnet and Permanent Magnet[J]. Modern Manufacturing Engineering, 2020(3): 88-92.
[14] 李瑞昊, 石廣慧, 黃輝. 磨粒有序排布曲面砂輪設計及磨削性能實驗研究[J]. 金剛石與磨料磨具工程, 2021, 41(4): 58-63.
LI Rui-hao, SHI Guang-hui, HUANG Hui. Experimental Research on Design and Performance of Curved Grinding Wheels with Orderly Arrangement of Abrasive Grains[J]. Diamond & Abrasives Engineering, 2021, 41(4): 58-63.
[15] 陳燕, 宋宗朋, 李昌, 等. 磁研磨法拋光40Cr鋼管件內表面的影響因素[J]. 中國表面工程, 2015, 28(4): 62-69.
CHEN Yan, SONG Zong-peng, LI Chang, et al. Influ-en-cing Factors on Polishing Inner Surface of 40Cr Steel Pipe Fittings with a Magnetic Grinding Method[J]. China Surface Engineering, 2015, 28(4): 62-69.
[16] 陳燕, 劉昭前, 王顯康. 超聲波振動輔助磁力研磨加工研究[J]. 農業機械學報, 2013, 44(10): 294-298.
CHEN Yan, LIU Zhao-qian, WANG Xian-kang. Ultraso-nic Vibration-Assisted Magnetic Abrasive Finishing[J]. Transactions of the Chinese Society for Agricultural Machinery, 2013, 44(10): 294-298.
[17] XIE Hui-jun, ZOU Yan-hua, DONG Chao-wen, et al. Study on the Magnetic Abrasive Finishing Process Using Alternating Magnetic Field: Investigation of Mechanism and Applied to Aluminum Alloy Plate[J]. The Interna-tional Journal of Advanced Manufacturing Technology, 2019, 102(5): 1509-1520.
[18] 陳燕, 周錕, 牛鳳麗, 等. 航空發動機整體葉盤磁力研磨光整實驗[J]. 航空動力學報, 2015, 30(10): 2323- 2330.
CHEN Yan, ZHOU Kun, NIU Feng-li, et al. Experiment of Surface Finishing on Aero-Engine Blisk by Magnetic Abrasive Finishing[J]. Journal of Aerospace Power, 2015, 30(10): 2323-2330.
[19] 張廣彬. 陶瓷管內表面超精密研磨技術研究與應用[D]. 鞍山: 遼寧科技大學, 2015: 12-18.
ZHANG Guang-bin. Research and Application on Inter-nal Surface of Ceramic Tube by the Ultra-Precision Grin-ding Technology[D]. Anshan: University of Science and Technology Liaoning, 2015: 12-18.
[20] QIAN Cheng, FAN Zeng-hua, TIAN Ye-bing, et al. A Re-view on Magnetic Abrasive Finishing[J]. The Internatio-nal Journal of Advanced Manufacturing Technology, 2021, 112(3): 619-634.
[21] 趙楊, 陳燕, 程淼, 等. 電磁場作用下球形磁極輔助研磨彎管內表面研究[J]. 電鍍與精飾, 2020, 42(1): 22-26.
ZHAO Yang, CHEN Yan, CHENG Miao, et al. Study on the Inner Surface Finishing of Bend Pipe by Electroma-gnetic Fields Drive Spherical Magnetic Pole[J]. Plating & Finishing, 2020, 42(1): 22-26.
[22] 陳燕, 曾加恒, 胡玉剛, 等. 超聲復合磁力研磨加工鎳基合金GH4169異形管[J]. 中國表面工程, 2018, 31(6): 118-124.
CHEN Yan, ZENG Jia-heng, HU Yu-gang, et al. Special- Shaped Pipe of Nickel Based Alloy GH4169 by Ultraso-nic Assisted Magnetic Abrasive Finishing[J]. China Surface Engineering, 2018, 31(6): 118-124.
[23] 吳金忠, 邢百軍, 鄒艷華, 等. 低頻交變磁場超精密平面磁力研磨加工研究[J]. 表面技術, 2018, 47(11): 281- 289.
WU Jin-zhong, XING Bai-jun, ZOU Yan-hua, et al. Ultra- Precision Surface Magnetic Grinding by Low Frequency Alternating Magnetic Field[J]. Surface Technology, 2018, 47(11): 281-289.
[24] 李文龍, 陳燕, 呂旖旎, 等. 聚磁盤形狀對磁粒研磨加工管件內表面的影響[J]. 表面技術, 2020, 49(5): 354-359.
LI Wen-long, CHEN Yan, LYU Yi-ni, et al. Influence of Shape of Aggregate Magnetic Iron Plate on Inner Surface of Pipe by Magnetic Abrasive Finishing[J]. Surface Tech-nology, 2020, 49(5): 354-359.
[25] 雷陽, 楊曉光, 馮凱萍, 等. 基于金剛石固結磨具的圓柱滾子高效研磨工藝研究[J]. 金剛石與磨料磨具工程, 2021, 41(3): 74-81.
LEI Yang, YANG Xiao-guang, FENG Kai-ping, et al. Research on High Efficiency Lapping Process of Cylin-drical Roller Based on Consolidated Diamond Abrasive Tool[J]. Diamond & Abrasives Engineering, 2021, 41(3): 74-81.
[26] 劉文浩, 陳燕, 王杰, 等. SLM成型零件型腔內表面電解輔助磁粒研磨加工研究[J]. 中國表面工程, 2021, 34(3): 100-109.
LIU Wen-hao, CHEN Yan, WANG Jie, et al. Study on Electrolysis Assisted Magnetic Abrasive Finishing of SLM Parts Cavity Surface[J]. China Surface Engineering, 2021, 34(3): 100-109.
[27] 趙楊, 陳燕, 呂旖旎, 等. 球形開槽磁極輔助研磨H63黃銅彎管內表面[J]. 表面技術, 2020, 49(5): 360-367.
ZHAO Yang, CHEN Yan, LYU Yi-ni, et al. Spherical Mag-net with Ring Grooves Assisted Grinding Inner Sur-face of H63 Brass Bend Pipe[J]. Surface Technology, 2020, 49(5): 360-367.
Experiment on Electromagnetic Polishing of Inner Surface of Brass Tube Based on Coil Optimization Design
,,,,,
(School of Mechanical Engineering and Automation, University of Science and Technology Liaoning, Liaoning Anshan 114051, China)
The work aims to design a low-frequency alternating magnetic field generator to remove the inner surface defects of H62 brass tube with high efficiency, so as to improve its surface quality and prolong its service life. A low-frequency magnetic field generator was designed with closed iron core. EDEM software was used to simulate the motion of magnetic abrasive particles in the magnetic field. The magnetic field generated under different winding modes and energization modes were simulated and analyzed with Ansys software. The pipe fitting was clamped and rotated by the NC lathe in combination with the magnetic field generator. The magnetic abrasive particles in the pipe fitting were magnetized in the magnetic field and close to the inner surface of the pipe fitting for grinding and polishing. The test samples before and after grinding were detected and analyzed by stylus surface roughness measuring instrument and super depth of field 3D electron microscope. Based on the three end winding mode, two different energization modes were used to grind the pipe fittings. After grinding for 6 min by the relative energization mode, the roughness of the inner surface of H62 brass tube changed from the original0.618 μm down to0.373 μm. After grinding for 6 minutes by the adjacent energization mode, the roughness of the inner surface of H62 brass tube changed from the original0.667 μm after down to0.081 μm. The use of low-frequency alternating magnetic field can realize the cyclic renewal of grinding tools (magnetic abrasive particles) and improve the utilization rate of magnetic abrasive particles. When the iron core is energized by three end winding, the magnetic field generated by the electromagnetic device is stronger and more suitable for magnetic abrasive finishing. When the adjacent energization mode (N-N-S-S magnetic pole arrangement) is adopted, the grinding pressure is larger. It greatly shortens the processing time and removes the original defects on the inner wall of the pipe fittings.
low frequency alternating magnetic field; magnetic abrasive finishing; coil design; H62 brass tube; surface quality
2021-10-14;
2022-03-10
PAN Ming-shi (1997-), Male, Postgraduate, Research focus: precision and special processing.
陳燕(1963—),女,博士,教授,主要研究方向為精密加工與特種加工。
CHEN Yan (1963-), Female, Doctor, Professor, Research focus: precision and special processing
潘明詩, 陳燕, 程海東,等.基于線圈優化設計的黃銅管內表面電磁拋光試驗[J]. 表面技術, 2022, 51(9): 260-270.
TG356.28
A
1001-3660(2022)09-0260-11
10.16490/j.cnki.issn.1001-3660.2022.09.000
2021–10–14;
2022–03–10
國家自然科學基金(51775258);遼寧省自然科學基金重點項目(20170540458);精密與特種加工教育部重點實驗室基金(B201703)
Fund:National Natural Science Foundation of China (51775258); Natural Science Foundation Plan Key Projects of Liaoning Province (20170540458); Key Laboratory Fund of Ministry of Education for Precision and Special Processing (B201703)
潘明詩(1997—),男,碩士生,主要研究方向為精密加工與特種加工。
PAN Ming-shi, CHEN Yan, CHENG Hai-dong, et al. Experiment on Electromagnetic Polishing of Inner Surface of Brass Tube Based on Coil Optimization Design[J]. Surface Technology, 2022, 51(9): 260-270.
責任編輯:彭颋
猜你喜歡
當代陜西(2022年6期)2022-04-19 12:11:54
數學物理學報(2022年1期)2022-03-16 06:14:50
娃娃樂園·綜合智能(2021年12期)2022-01-18 05:46:42
華人時刊(2020年13期)2020-09-25 08:21:42
中學生數理化(高中版.高二數學)(2020年1期)2020-02-20 13:22:30
中學生數理化(高中版.高考數學)(2017年3期)2017-05-04 07:15:09
中學生數理化·高二版(2016年12期)2017-02-28 10:08:42
電子制作(2016年1期)2016-11-07 08:42:44
Coco薇(2016年1期)2016-01-11 16:53:24
西華師范大學學報(自然科學版)(2015年3期)2015-02-27 15:31:23
