選煤廠浮選系統現存問題分析及改造優化
2022-09-25 03:57:26范金濤
機械管理開發
2022年8期
范金濤
(汾西礦業新產業發展公司洗煤設備修造廠,山西 介休 032000)
引言
浮選是實現細粒煤以及極細粒煤分選的有效途徑,隨著礦井綜合機械化水平不斷提升以及采掘深度增加,生產的原煤煤泥占比也呈增加趨勢,浮選在洗選系統中的重要性也隨之提升[1-4]。山西某選煤廠為礦井配套建設工程,洗選能力為600 萬t/年,原采用的浮選系統主要為Jameson 浮選機。隨著礦井開采方式以及采掘深度增加,生產的原煤煤質出現較大變化,選煤廠原有的浮選系統已不能滿足要求,導致浮選系統存在分選效果不佳、洗選尾礦灰分含量低等問題。經過前期論證分析,提出在浮選系統中增設2臺XJM-KS20 浮選機再選,以便解決浮選系統存在問題。
1 選煤廠浮選系統現存問題分析
1.1 浮現系統結構
選煤廠原有浮選系統采用的Jameson 浮選機主要包括有分離區、接觸區兩個部分,入料來源于高壓入料泵,礦漿由分配器均勻分配至下沖管道中形成高速射流,后礦漿通過噴嘴噴射。在噴嘴作用下形成的高速噴射流可使管路中形成一個負壓區,通過負壓吸入空氣形成氣泡,氣泡與浮選顆粒碰撞礦化后從底部區域流入至分離柱內;礦化后的氣泡在分選柱內上浮構成泡沫層,精選后進入精選槽,浮選尾礦則通過底部錐口排出。具體Jameson 浮選機結構如圖1 所示,Jameson 浮選機對極細粒煤泥有較好浮選效果。
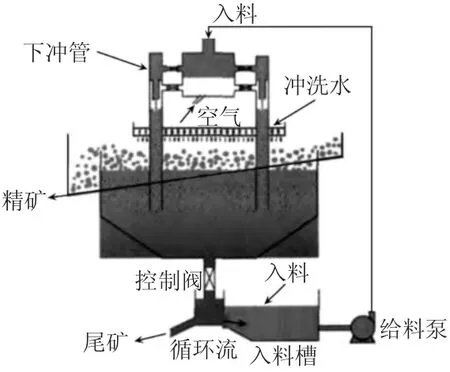
圖1 Jameson 浮選機結構示意圖
1.2 浮選系統存在問題
具體選煤廠原煤浮選系統分選流程如圖2 所示,選用的Jameson 浮選機采用的浮選槽為兩段式,由于浮選槽礦化區氣泡直徑一般小于400 μm,因而對浮選中極細粒徑煤泥有較好浮選效果,但是對粗煤泥浮選效果不佳,難以有效回收粗煤泥。……
登錄APP查看全文
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中老年保健(2021年12期)2021-11-30 02:58:01
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
中華詩詞(2018年11期)2018-03-26 06:41:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
Coco薇(2016年8期)2016-10-09 02:11:50
