電子剎車分泵殼注射成型質量分析及優(yōu)化*
2022-09-25 06:38:26朱曉東
模具制造 2022年8期
朱曉東
(江蘇聯合職業(yè)技術學院南通分院,江蘇南通 226011)
1 引言
電子剎車分泵殼塑件是汽車電子剎車系統(tǒng)的重要組成部分,該塑件應用于汽車剎車系統(tǒng)塑件制造領域,因塑件內部成型結構復雜,采用傳統(tǒng)制造工藝鑄造成型,成型件一般為鋁件或鑄鐵件,成型工藝復雜,成型周期長,成本較高。隨著現代材料技術的革新及注射成型技術的發(fā)展,電子剎車分泵殼采用注射成型,塑件具有成型周期短,制造成本低,運行穩(wěn)定性好等優(yōu)點,是行業(yè)普遍采用的成型制造工藝[1]。塑件在成型過程中,因模具積熱、冷卻不均等問題,容易造成局部翹曲變形,影響塑件成型質量。通過調研,很多注塑企業(yè)在生產類似塑件時容易出現塑件欠注、外觀縮水等成型缺陷,影響塑件使用。基于正交試驗的電子剎車分泵殼注射成型質量研究擬通過正交試驗、結合方差分析結果論證,優(yōu)化成型參數等措施有效提升塑件成型質量。
2 塑件結構分析
電子剎車分泵殼外形尺寸為141.2×84×74.6mm,采用Pro/E軟件建立三維模型[2],圖1所示為電子剎車分泵殼三維模型。此形狀為電子剎車分泵殼主體,底部有底板,中部有端蓋與之密封裝配,內部安裝電子剎車電機配件,要求控制變形范圍、尺寸精度和表面質量,塑件壁厚平均約3mm,部分區(qū)域厚度差異較大,最厚處3.5mm,最薄處0.7mm塑件總體積58.4cm3,塑件內部結構復雜,外觀容易產生縮水、欠注等成型缺陷。

圖1 電子剎車分泵殼三維模型
3 成型材料分析
電子剎車分泵殼成型材料選擇PBT+30%GF,即聚對苯二甲酸丁二醇酯添加30%玻璃纖維材質,PBT材料添加30%玻纖后,具有良好的熱穩(wěn)定性及耐腐蝕性,抗應力開裂性能好,在高溫狀態(tài)下抗高溫變形小,成型后的塑件具有較好的韌性,同時具有較高的硬度,注射成型運行穩(wěn)定,常用于汽車門拉手、電器外殼等領域[3]。
4 MoldFlow模流分析
4.1 模型修復與網格劃分
將Pro/E模型件導入到MoldFlow CAD Doctor中,為保證塑件的整體強度,塑件內部結構設計加強筋,且內部結構復雜,采用MoldFlow CAD Doctor自動進行優(yōu)化,去除局部微小特征如小于0.8的倒角及圓角以便提高分析效率,導入MoldFlow進行網格劃分,采用點澆口,澆口尺寸2.8mm,網格劃分結果如圖2所示,采用雙層面網格,平均縱橫比1.39,網格匹配分比90.3%,接進MoldFlow分析最低指標接近90%,滿足分析要求[4]。
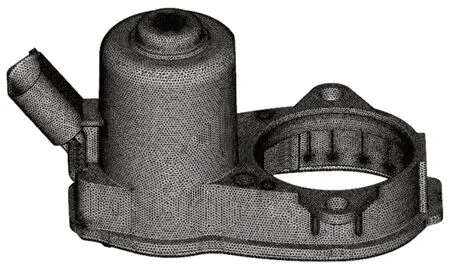
圖2 網格劃分
4.2 成型參數設置
設置MoldFlow分析參數,注塑機型號選擇海天MA600注塑機,最大鎖模力60t,熔料溫度260℃,模具溫度80℃,注射時間1.5s,最大注射壓力155MPa,注射體積116.792cm3,保壓時間6s,最大保壓壓力155MPa,冷卻時間20s,開模時間12s,注射循環(huán)時間39.5s,V/P轉換最大壓力41.69MPa,噴嘴壓力控制曲線如圖3所示,最大壓力50MPa,鎖模力曲線如圖4所示,當注射時間為2.042s時,最大鎖模力為44.62t,滿足注塑機控制范圍[5]。

圖3 噴嘴壓力曲線

圖4 鎖模力曲線
4.3 填充分析
為了提高生產效率,采用1模2腔,模架類型采用二板模,采用閥針熱流道系統(tǒng),通過閥針控制澆口的打開與關閉,如圖5所示,澆口采用閥針澆口,通過動態(tài)充填分析,如圖6所示,通過充填動畫模擬,塑件動態(tài)充填平穩(wěn),充填時間1.56s,塑件能夠100%進膠,填充方案初步可行。

圖5 閥針熱流道系統(tǒng)

圖6 填充時間
塑件的結合部位結構較為復雜,壁厚不均,容易產生困氣,需注意排氣,通過圖7熔接等值線分布可以看出塑件充填顯示等值線均勻,沒有滯留區(qū)域[6]。通過熔體流動前沿溫度分析,可以得到最大流動前沿溫度264.17℃,最小流動前沿溫度256.31℃,波前溫度顯示沒有異常,溫度差異控制在10℃以內,屬于正常注射成型溫度范圍。

圖7 等值線分布
對塑件進行翹曲結果分析如圖8所示,總變形最大翹曲0.74mm,最小翹曲0.03mm,X方向的最大翹曲變形為0.51mm,最小翹曲變形為-0.44mm,Y方向的最大翹曲變形為0.31mm,最小翹曲變形為-0.32mm,Z方向的最大翹曲變形為0.72mm,最小翹曲變形為-0.57mm,可見在X、Y方向翹曲變形相對較小,Z方向翹曲變形最大,在注射參數優(yōu)化時可適當控制Z方向的變形量,使塑件在X、Y、Z3個方向的變形量接近均衡。
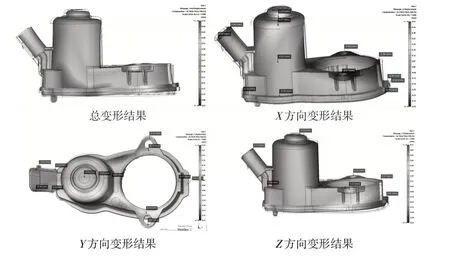
圖8 翹曲結果分析
5 注射成型質量優(yōu)化研究
5.1 正交試驗設計[7~8]
正交試驗能夠合理驗證多因素對注塑質量的影響且效率高,是行業(yè)普遍采用的試驗方式,本試驗采用正交設計助手軟件對塑件Z向翹曲變形過大進行優(yōu)化研究,因X、Y方向變形較小,選取塑件Z方向的翹曲變形作為試驗指標,模具溫度(A)、熔料溫度(B)、填充時間(C)、保壓時間(D)、冷卻時間(E)為試驗因素進行4因素5水平正交試驗,表1所示為L16(45)正交試驗水平設計。

表1 L16(45)正交試驗水平設計
表2所示為L16(45)正交試驗方案結果,從試驗結果可知,模具溫度(A)對Z方向翹曲變形影響最大,其次為冷卻時間(E),熔料溫度(B),保壓時間(D)、填充時間(C),即A>E>B>D>C,將L16(45)正交試驗方案結果與方差分析結果進行驗證,方差分析結果如表3所示,正交試驗與方差分析結果保持一致,本正交試驗結果數據較為準確。

表2 L16(45)正交試驗方案結果

圖9 正交效應折線圖

表3 方差分析
為了能更加直觀的反映各因素對Z方向翹曲的影響,繪制正交效應折線如圖9所示,各影響因素折線圖最低點可以看出,模具溫度80℃、熔料溫度280℃、填充時間1.4s、保壓時間5s、冷卻時間30s時,塑件Z方向變形最小,得出最佳組合為A3B4C1D2E4。
5.2 參數優(yōu)化分析[9-10]
將優(yōu)化后的翹曲變形結果與優(yōu)化前的翹曲結果進行對比,優(yōu)化后的分析結果如圖10所示,塑件總翹曲變形最大為0.67mm,最小為0.03mm,變形量比之前減少15.49%,X方向翹曲變形最大為0.45mm,最小為-0.39mm,比之前減少11.58%,Y方向翹曲變形最大為0.29mm,最小為-0.26mm,比之前減少12.7%,Z方向翹曲變形最大為0.66mm,最小為-0.43mm,比之前減少15.5%,在工藝優(yōu)化后的基礎上,調整工藝參數對電子剎車分泵殼Z方向翹曲優(yōu)化較為明顯,使得塑件在X、Y、Z3方向的翹曲變形基本達到平衡,避免塑件由于單一方向翹曲變形過大造成收縮開裂、翹曲、縮水等注射成型缺陷。

圖10 優(yōu)化后的翹曲變形
6 生產驗證
將優(yōu)化后的試驗參數組合A3B4C1D2E4設定注射參數,再次進行生產驗證,通過多次重復試驗,隨機抽取樣品進行觀察,如圖11所示,由于塑件在X、Y、Z方向翹曲變形基本平衡,優(yōu)化后Z方向最大變形0.662mm,最小變形-0.428mm,優(yōu)化前Z方向最大變形0.723mm,最小變形-0.569mm,變形量降低15.635%,與理論分析數據基本保持一致,塑件表面沒有明顯外觀縮水與欠注缺陷,能夠滿足生產要求。

圖11 優(yōu)化后的注塑塑件
7 結論
(1)電子剎車分泵殼采用Pro/E軟件造型,MoldFlow CAD Doctor對三維模型進行結構優(yōu)化,初擬成型方案與成型參數,通過模流分析,發(fā)現塑件在單一方向Z向翹曲變形過大,容易導致塑件收縮開裂、翹曲、局部縮水等注塑缺陷。
(2)通過正交試驗,選取塑件最大翹曲Z向翹曲變形作為試驗指標,對模具溫度、熔料溫度、填充時間、保壓時間、冷卻時間為試驗因素進行4因素5水平正交試驗,結合方差分析結果論證,得出最佳組合為A3B4C1D2E4,模具溫度80℃、熔料溫度280℃、填充時間1.4s、保壓時間5s、冷卻時間30s時,塑件Z方向翹曲變形最小。
(3)通過參數優(yōu)化,Z方向翹曲變形為1.09mm,比之前減少15.5%,與其余兩方向翹曲基本保持平衡,通過生產驗證,實際塑件檢測結果與理論分析數據基本保持一致,塑件表面沒有明顯外觀縮水、局部欠注缺陷,能夠滿足生產要求,為類似塑件注射成型工藝參數優(yōu)化設置提供良好的理論指導。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
計算機應用(2022年2期)2022-03-01 12:33:42
建材發(fā)展導向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
