冷沖壓模具局部濕式潤滑壓邊圈結構的研究和應用
2022-09-25 06:38:08陽學韋榮發謝迎歡姜曉富李德政
模具制造 2022年8期
關鍵詞:結構
陽學,韋榮發,謝迎歡,姜曉富,李德政
(上汽通用五菱汽車股份有限公司,廣西柳州 545005)
1 引言
汽車鈑金作為整車的關鍵零部件,對整車的綜合性能具有重要影響。在汽車鈑金件沖壓生產過程中,通常經過拉伸、修邊、沖孔、整形及翻邊等工序,其中,拉伸工序對鈑金的品質具有重要影響。為確保汽車鈑金的品質及成形質量,通常在拉伸工序前使用清洗機清洗板材表面,提升板材的潔凈度,可有效抑制因板料表面粘附異物造成制件尤其是外覆蓋件表面出現凹凸等缺陷,生產工藝流程如圖1所示。此外,汽車鈑金大多數由復雜的空間曲面構成,在冷沖壓成形過程中應力應變復雜,模具型面與板材表面承受巨大載荷。沖壓成形過程中,板料和模具間存在巨大的摩擦力,進而可能引發粘著磨損,導致模具型面或鈑金表面出現拉傷或開裂等現象,俗稱拉毛缺陷[1],常見的模具與鈑金表面拉傷缺陷如圖2所示。拉傷缺陷不僅降低了沖壓工藝的穩定性,導致廢品率與模具停機率上升,增加企業的運行成本,嚴重時還可能降低車身覆蓋件的抗腐蝕性、抗疲勞性與碰撞安全等性能。因此,針對側圍、門內板等深拉伸模具通常啟用清洗機進行生產,板料表層吸附的清洗油起到一定的潤滑作用,降低板材與模具型面的摩擦力,進而降低深拉伸件拉伸成形過程中出現開裂的風險,提高制件成形裕度[2~4]。
在當前工藝與沖壓生產模式下,隨著清洗機的老化,使用清洗機生產通常會伴隨一些問題[5~6]。在批量生產中清洗油容易堆積在拉伸模壓邊圈的低弧面和筋槽根部,油量過大會導致降低板料的成形阻力,加劇制件起皺變異的風險,如圖2a所示。但若取消清洗機或減少清洗油的噴涂量,板料表面油膜厚度不足,會導致成形過程流動阻力過大,側圍外板、前后門內板等深拉伸制件拉伸過程出現縮頸、開裂的風險顯著增加,增加重大缺陷質量外溢的風險,如圖2b所示。同時,隨著使用年限的延長,車間板料清洗機擠干效果下降,板料清洗后表面油膜厚度過大且分布不均勻,制件積油嚴重,導致車身溢膠、涂裝縮孔等問題頻繁出現,降低整車品質,引起抱怨,如圖2c所示。除此之外,清洗油殘留在模具內部并滲漏至壓力機工作臺面上,并在機械手傳送制件過程中飛散至壓力機間的通道內,降低整個生產工藝過程中設備與環境的潔凈度,如圖3所示。而且清洗油的大量使用,增加企業運行成本。
壓邊圈作為拉伸模的重要組成部件,對鈑金件的成形質量及品質具有重要影響[7]。本文從控制清洗機油液來源、提升門內板等深拉伸模具成形穩定性及降低油耗成本的角度出發,對某車型門內板拉伸模壓邊圈結構進行改進,研制一種局部濕式潤滑壓邊圈結構,并通過工程實踐驗證方案的可行性與有效性,以期為汽車模具機械設計及降低沖壓廠運行成本提供參考。
2 局部濕式潤滑壓邊圈結構的構成

圖1 汽車鈑金生產工藝流程圖

圖2 模具與制件拉傷缺陷模式

圖3 清洗機油量過大導致的缺陷模式
局部濕式潤滑壓邊圈結構本體如圖4所示,由儲油箱、氣動泵及閥體、換向閥油管、噴嘴及回油箱等部分組成。硬件部分結合壓邊圈形狀與尺寸通過軟管連接布置在壓邊圈內壁的外側上,在壓邊圈支撐肋的根部開設通孔,通過液壓管的連接實現整體布局;在壓邊圈拉伸最深處的壓料面外側配鉆通孔,用于布置和調整噴嘴的方位。所述噴頭為扇形,通過壓邊圈外側上的垂直通孔布置噴嘴方位,噴灑范圍覆蓋壓邊圈深拉伸區域型面。可調噴嘴結構如圖5所述。
3 局部噴油潤滑控制方案
局部濕式潤滑壓邊圈結構的噴油控制方案如圖6所示,由噴油控制系統、液壓傳動系統、濕式潤滑模具(模具包含上述壓邊圈結構)及油液回收系統等模塊構成。

圖4 濕式壓邊圈結構3D軸測圖

圖5 可調噴嘴結構

圖6 整體方案構架
3.1 噴油控制系統
噴油控制系統采用小型集成式控制器,控制系統與模具相關的設備進行實時通訊,保證與模具的動作進行同步動作,同時進行實時故障檢測,保證整個系統的故障處理及時。整個控制系統的硬件采用NI的控制器以及采集模塊進行編程,通過控制系統的輸出控制油泵控制流量閥的換向,實現噴油或停止供油,即壓機運行至下死點前20°油路接通,實現噴油潤滑,壓機上行至10°時油路斷開,停止噴油噴。同時,控制系統可通過控制油泵的的轉速,并結合流量閥調整噴油量的大小。噴淋頭的著油面則通過調整噴淋頭的位置和個數進行調整。
3.2 液壓傳動系統
液壓傳動模塊利用生產線的氣源作為動力源,可通過壓機程序控制氣源的開啟,進而實現潤滑油的輸出或切斷,回路中的流量控制閥采用氣動控制的形式。裝置溢流閥可手動調整壓力大小,通過壓力的大小進一步調整噴油量的大小。
3.3 過濾系統
采用在油泵的入口端增加過濾器的方式,保證進行油泵的潤滑油的品質,在噴淋頭的入口端也增加一個過濾器,保證潤滑油在整個管路里流動沒有雜質進入模具表面。
3.4 余油回收系統
先使用過濾網對余油過濾,去除雜質后流入回收箱,然后通過回收油泵將回收油箱中的余油進行抽取,輸送到油箱中進行循環利用。
系統控制邏輯如圖7所示。針對門內板模具,取消清洗機生產,控制油液來源,降低油耗成本,并間接降低因鈑金表面油膜厚度超標造成車身溢膠與涂裝縮孔風險,提升整車品質。同時考慮深拉伸件的拉伸成形質量,通過在壓邊圈深拉伸區域設置局部噴油裝置,噴油范圍覆蓋壓邊圈型面與拉伸槽,形成局部濕式潤滑壓邊圈結構,通過對板料表面的潤滑,降低制件縮頸開裂風險。
4 工程實踐與分析
為驗證改進方案的可行性與有效性,選擇拉伸工藝相近的不同車型(以車型A、B表示)后側門內板進行對比分析。模具材質均為GM246(球墨鑄鐵),板料牌號為BUFD,板料厚度均為0.7mm,沖壓速率為11沖次/min。車型A拉伸模為常規的模具,采用清洗機進行生產;車型B拉伸模采用局部濕式潤滑結構,取消清洗機進行生產,批量生產過程中采用按設定邏輯定期噴油的形式。試驗過程以5,000沖次為周期,以制件油膜厚度、因拉傷造成的模具停線率及單沖次油耗成本為主要評價指標。試驗條件與結果如表1所示,制件結構及其表面積油、拉傷狀態對比如圖8所示。

圖7 噴油控制邏輯

表1 試驗條件與結果對比
觀察試驗結果可知,在相同的沖次與工況條件下,車型A、B的制件表面油膜厚度分別為2.5g/m2與0.3g/m2;拉傷停線率均為0%;油耗成本分別為0.27元/沖次與0.02元/沖次。試驗結果表明,常規壓邊圈模具啟用清洗機生產,可有效抑制制件拉傷,但制件表面油膜厚度超標,易造成車身包邊溢膠與涂裝縮孔等缺陷,且單件油耗成本超出指標0.07元/沖次。局部濕式潤滑壓邊圈結構由于可實現取消清洗機生產,制件表面油膜厚度滿足指標,油耗成本相比常規模具結構降低0.27元/沖次,且批量生產過程中采用定期噴油潤滑的形式,可顯著改善拉伸成形條件,未出現拉毛與縮頸、開裂等失效模式。
綜上表明,針對門內板、側圍外板等深拉伸模具,采用局部濕式潤滑壓邊圈結構可實現取消清洗機生產,通過控制油液來源以降低油耗成本,并間接降低因鈑金表面油膜厚度超標造成車身溢膠與涂裝縮孔風險,提升整車品質。
在高溫與高沖壓速率條件下,部分深拉伸模具如前、后門內板、尾門內板等仍出現粘著磨損并導致制件表面出現明顯燒結與拉毛的風險。針對上述模具生產線,可在上述壓邊圈結構改造的基礎之上優化生產線清洗機噴油程序,由實時噴油變更為間歇性噴油,進一步提升鈑金油膜厚度的均勻性,減少油耗并提升整車品質[8]。清洗機噴油控制程序改動如圖9所示,設定板料清洗計數,正常噴油超過5塊板料后停止噴油,清洗機保持正常運行,刷輥正常運轉,當板料計數達到設定值(目前設為320件)時計數清零,重新啟動噴油,噴油再次超過5件后又停止噴油,如此循環間歇性噴油。
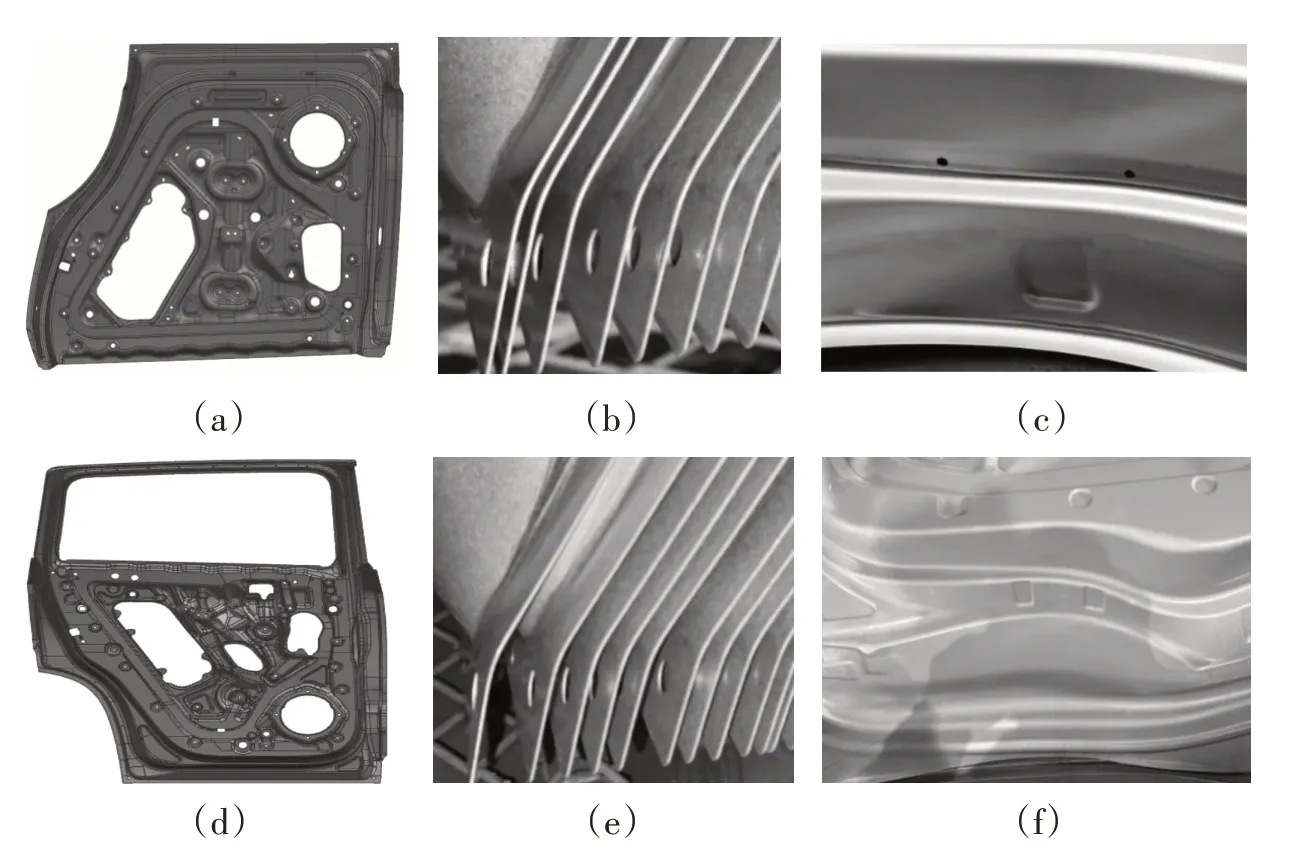
圖8 車型A與B產品結構及制件表面狀態對比

圖9 清洗機間歇式噴油控制程序
5 結束語
本文針對門內板等深拉伸、成形工況較為復雜的模具壓邊圈結構進行改制,在壓邊圈深拉伸區域設置局部噴油裝置,噴油范圍覆蓋壓邊圈型面與拉伸槽,通過整合液壓傳動與PLC電控技術,研制局部濕式潤滑壓邊圈結構,并通過工程實踐驗證結構的有效性。項目實施效果顯著,對提升制件品質、降低生產運營成本具有顯著改善作用,同時首創并成功實踐該技術在冷沖壓模具上的應用,對模具結構的創新及新標準的制定具有重要參考意義。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50
