旋升式鉆機現場安裝工藝要點分析
2022-09-23 07:01:58范文秀
機械管理開發 2022年9期
范文秀
(蘭州蘭石石油裝備工程股份有限公司,甘肅 蘭州 730300)
引言
近年來我國石油產業得到了快速的發展,專用石油鉆機裝備不斷更新,出現了適用于陸地、沙漠及海洋區域的多型石油鉆機。隨著石油鉆機的發展,其驅動方式逐漸由早期的機械驅動升級為現代的SCR直流驅動與機電復合驅動等類型。陸地石油鉆機的井架類型主要有A型、K型、塔型及桅桿型等,其中因K型井架在整體剛性、經濟性及拆裝可操作性等方面優勢更為突出而得到了廣泛的應用[1]。按照底座結構的不同,石油鉆機可以分為隨升式鉆機、雙升式鉆機及旋升式鉆機等,其中旋升式鉆機在穩定性及運動性能方面的優勢較為突出,因而應用十分廣泛。
1 旋升式鉆機主要結構與起升特點
石油鉆機主要由起升系統、旋轉系統、鉆井液循環系統、傳動系統、控制系統、檢測顯示系統、動力系統、鉆機底座及其他輔助系統組成。蘭石裝備設計的旋升式鉆機井架支腳在底座下基座內,底座為彈弓式平行四邊形機構,常見的起升方式為動力絞車起升,井架通常為K型[2]。由于旋升式鉆機的底座與井架共用一套人字架與動力絞車起升系統,因而井架與底座的起升可使用同一起升大繩,如圖1所示。
2 旋升式鉆機安裝要點
2.1 安全控制要點
為了保證旋升式鉆機現場安裝的安全性,應保證所有工作人員上崗前都經過專業培訓與考核,特種作業人員須持證上崗;制定符合HSE的現場操作安全規范,保證安全防護裝備齊全并正確穿戴;當發生雷電、暴雨、大霧、大雪、沙塵天氣導致能見度低于30 m或者風力達到6級以上時,須暫停吊裝作業及高空安裝作業;在夜間或者光照條件不良的白天,盡量不安排井架與底座的起放作業,室外溫度低于-20℃或者風速超過16.5 m/s時,不得實施井架與底座的起放作業施工;吊裝、轉運設備在開啟前應確保所有危險部位有完整的防護,設備處于工作狀態時嚴禁進行任何維護或維修工作;安裝工程中使用的吊裝與搬運設備使用前需要確保其性能正常,吊裝或搬運的設備不得超過吊裝機械與搬運機械的額定載重;吊裝作業過程中應按照吊裝半徑劃定安全警戒線,嚴禁任何人員或動物進入警戒線內。
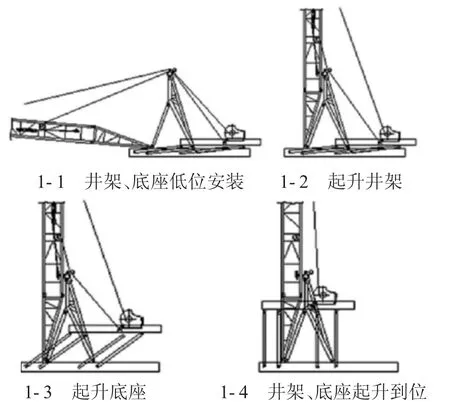
圖1 旋升式鉆機起升示意圖
2.2 安裝通用工藝要求
旋升式鉆機現場安裝作業對系統性與專業性要求較高,施工前工作人員應充分了解鉆機的整體結構及安裝工藝要求;安裝前須檢查零部件是否存在變形、彎曲、劃傷、銹蝕、裂紋或者斷裂等問題;銷孔與銷軸處應保持清潔,轉動部位的銷孔須抹潤滑脂,轉動部位的銷軸安裝結束后須穿開口銷防墜落;吊裝井架與底座等重量較大的構件時應使用專用吊耳,整體安裝順序應是自上而下,由中央向外部;現場安裝過程中嚴禁使用鐵榔頭直接錘擊零件,磕傷、劃傷的零部件應在修復完成后再安裝;安裝施工周圍3 m內應避免存在電焊、打磨、噴涂或者氣切割等施工作業,以免污物影響零部件裝配質量;所有零部件在安裝前應檢查配合尺寸是否滿足圖紙要求,超差零部件應返修處理。
2.2.1底座安裝要點
以井眼中心為基準,按照鉆機平面布置圖及底座底層圖紙要求放樣,劃出縱向、橫向井眼中心線和基座內側邊線。根據鉆機總體基礎圖,在預先打好的基礎上安裝,其基礎面的平面度允差3 mm,否則應采取措施保證平面度要求。在基礎上將底層位置找正好,劃出井眼中心線及基座位置線,先擺放好左前基座和右前基座,再用銷子、抗剪銷和別針將左中基座和右中基座連接安裝在合適的位置,再將左、右水箱與左、右中基座用相應的銷子、抗剪銷、別針連接,然后用絞車前后梁、絞車前后下梁、拉梁、底拉梁及斜拉梁與相應的銷子、抗剪銷和別針將左右兩部分基座連接在一起。將左、右前立柱,前、后斜立柱,左、右后立柱的下端用相應的銷子和別針連接在底層下座相應的位置上安裝底拉梁、斜拉梁與左、右基座連成一體,銷軸的安裝方向應遵循在能正常使用的前提下方便裝、拆的原則。底座底層安裝完畢后,在兩個前基座主梁下方的井眼中心指示牌與橫向井眼中心線對齊并成一條線,以橫向井眼中心線為基準,分別在此線兩側找出相同距離的兩點,左右基座對稱標出,然后四點拉出對角線,復核底層放樣尺寸是否正確。將左、右上座用相應的銷子和別針連接在底層左右前基座相應的位置上。低位安裝梯子,將立根盒梁用相應的銷子和別針與左、右上座相連接;將頂層前、后梁用相應的銷子和別針與左、右上座相連接,再安裝轉盤梁、防噴器導軌裝置、鉆工房支架(固定座)及風道安裝臺等。
2.2.2 轉盤安裝要點
轉盤的固定方式一般為凹凸定位塊和耳板連接形式,凹凸定位塊分別焊接于轉盤梁和轉盤本體上,雙耳板和單耳板分別焊接于轉盤本體和轉盤梁上。安裝轉盤前要進行找正,其具體操作如下:
以底座底層前后左右四個方位的井眼中心指示牌為基準,放線拉出井眼中心,調整轉盤,使轉盤中心與井眼中心線重合,同時參考左右上座的鋪板間隙微調轉盤,對中允差≤Φ20 mm,裝配的過程可通過千斤頂調整轉盤位置,使轉盤先就位固定,配焊凹凸定位塊和單雙耳板,然后焊牢定位塊,擰緊聯接螺栓;吊裝獨立驅動鏈條箱就位,以轉盤輸入軸軸端的連接法蘭為基準,打表找正鏈條箱輸出軸法蘭,轉盤獨立驅動裝置輸出軸法蘭與轉盤輸入軸法蘭兩端面之間平行度允差≤1 mm(在依次相差80°的四點測量),同軸度≤Φ0.5 mm,焊接定位塊。安裝萬向軸,萬向軸的傾斜角度≤3°~5°;鏈條箱固定就位后,找正安裝電機,電機軸頭與轉盤獨立驅動裝置輸入軸法蘭同軸度≤Φ0.5 mm,安裝齒套,焊接定位塊;配裝風道:風機就位到上座相應位置后,從電機出風口到風機,之間的風道和法蘭根據現場實際尺寸配焊制作;配裝獨立驅動裝置潤滑系統。
2.2.3 井架安裝要點
低位組裝人字架總成并吊裝就位;井架Ⅰ段與Ⅱ段螺栓按照圖紙預緊力要求把緊,然后與井架支座銷子連接;左右Ⅰ、Ⅱ段組件吊裝就位,低支架支在Ⅱ段端頭下部,安裝背扇鋼架;依次將井架的左、右Ⅲ段至Ⅴ段擺放在地面上,各段之間用銷子連接好,形成左、右兩大片架;用龍門吊和汽車吊配合,整體吊起左片(右片),與已安裝的Ⅱ段之間連接好,Ⅴ段下部支好低支架;從背扇鋼架開始依次安裝所有鋼架、斜拉桿;吊裝天車,與頂段之間連接牢靠,無論是銷子連接還是螺栓連接,必須采取防松措施;管匯安裝走向平直,固定管夾處固定牢靠,管夾內部采取減震措施;將井架從頂段上的吊耳吊起,將高支架推放至相應位置,然后松鉤使井架平穩落在高支架上;井架起升后再安裝登梯助升裝置、防墜落裝置、逃生裝置等有礙井架起升的部件;穿起升大繩前應進行相應的檢查,確保無扭結、壓扁、電弧燒傷、銹蝕等,要求單根起升大繩誤差±50 mm,兩根起升大繩差不超過20 mm。
3 結語
石油產業作為重要的基礎型工業,其裝備制造與安裝水平對于保障石油產出具有重要的影響。本文以旋升式鉆機為例,介紹了底座、轉盤以及井架等構件的現場安裝要點,旨在提高旋升式鉆機現場安裝水平,為類似石油鉆機安裝工程提供借鑒。
