螺栓圓角滾壓強化工藝方法
2022-09-23 06:59:40夏春和
機械管理開發 2022年9期
夏春和
(沈陽飛機工業(集團)有限公司,遼寧 沈陽 110850)
引言
近些年,隨著飛機行業的高速發展,飛機性能和使用壽命指標也不斷提升。緊固螺栓作為飛機上使用量較大的零件,對其性能也提出了更高的要求,尤其是抗疲勞性能,不僅要求螺栓外螺紋熱處理后滾壓成型,而且要求螺栓的應力集中區也進行滾壓強化。對于緊固螺栓來說,螺栓頭部過渡圓角屬于應力集中區(見圖1),長時間在交變應力作用下螺栓最容易從該區域產生裂紋缺陷。螺栓圓角滾壓強化可以延緩應力集中區域裂紋的產生,降低應力集中區域對疲勞性能的影響,使螺栓使用壽命大幅提升。
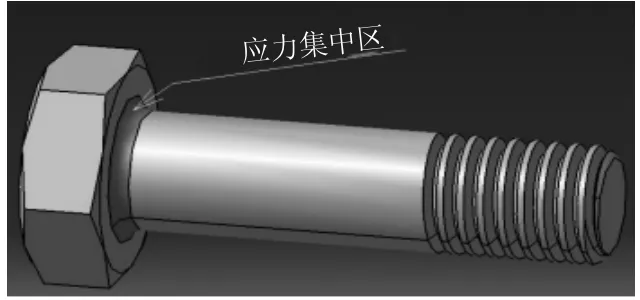
圖1 螺栓應力集中區示意圖
1 圓角滾壓強化定義和機理
圓角滾壓強化是在一定的壓力下用滾輪對被加工零件過渡圓角進行滾壓或擠壓,使其發生塑性變形,形成強化的一種工藝方法[1]。圓角滾壓強化可以較大幅度地改善螺栓過渡圓角部位的抗疲勞、抗應力腐蝕能力[2]。圓角滾壓強化作用如下:
1.1 產生殘余壓應力
滾輪在滾壓力的作用下,使圓角表層產生塑性變形,并產生殘余壓應力。螺栓在使用過程中主要承受拉應力作用,產生的殘余壓應力可以部分抵消或全部消除拉應力的影響,從而提高疲勞強度。
1.2 硬度提高
滾壓可以使金屬組織壓實,在圓角處形成高硬度的致密層。這個致密層可以使螺栓的機械強度和疲勞強度得到提高。
1.3 表面粗糙度值降低
滾壓對螺栓過渡圓角有一個光整壓光作用,可使圓角表面粗糙度提升1~2級,粗糙度值Ra達到0.8 μm以下,減小了圓角處的應力集中,提高了疲勞強度。
2 圓角滾壓強化方式及工裝結構
現在使用較廣泛的圓角滾壓強化方式是單滾輪滾壓強化,即在普通車床上通過一個滾輪施加壓力對水平放置的零件進行強化。單滾輪滾壓強化示意圖如圖2所示。
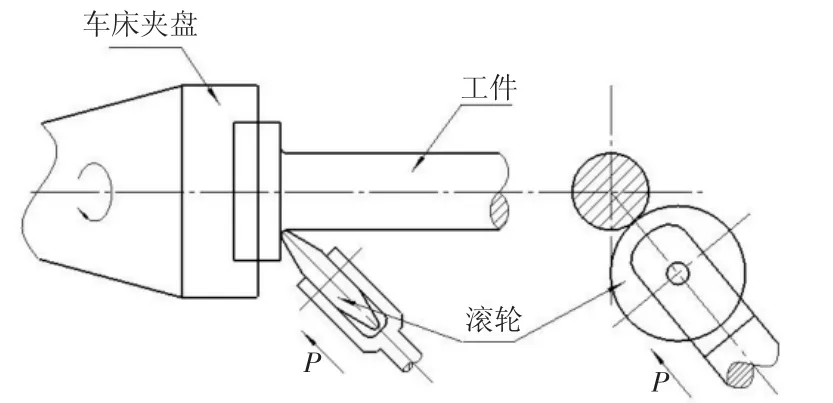
圖2 單滾輪滾壓強化示意圖
單滾輪滾壓強化使用的滾輪應具有一定的硬度和耐磨型,一般選用高速鋼材料。滾輪安裝在滾壓工裝——滾壓架上,應可以自由、靈活地旋轉。滾壓架帶動滾輪對螺栓過渡圓角施加壓力,壓力可以通過滾壓架中彈簧的變形程度進行控制。壓力大小可以通過滾壓架上的壓力刻度標記進行估讀,也可以通過與彈簧連接的傳感器進行直接讀取。滾壓架結構圖如圖3所示。
3 滾輪圓角半徑選擇原則
選擇滾輪圓角半徑大小是圓角滾壓強化操作前的關鍵一步,滾輪圓角半徑大小選擇是否合適直接決定螺栓過渡圓角滾壓強化效果的好壞。
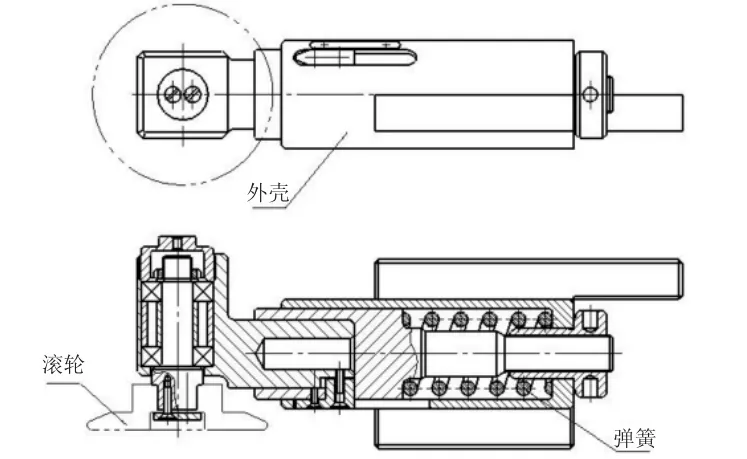
圖3 滾壓架結構圖
滾輪圓角半徑r應小于螺栓過渡圓角半徑R,即r<R。如果滾輪圓角半徑r大于螺栓過渡圓角半徑R,即r>R(見圖4),則滾壓時會出現滾輪只有兩點與螺栓臺肩、光桿外表面接觸,過渡圓角區域未接觸,圓角45°方向上需要強化的區域基本未滾壓上,滾壓效果不好;由于滾輪與螺栓臺肩、光桿外表面是點接觸,施加滾壓力后過渡圓角會從單R變成雙R的結構,這種結構不符合標準中過渡圓角的外形尺寸要求;滾壓時滾輪只有兩點接觸,滾壓力完全作用在滾輪這兩個接觸部位,長時間使用會加速滾輪的局部磨損,導致滾輪圓角不圓甚至損壞,影響滾輪壽命。一般來說,滾輪圓角半徑應比螺栓過渡圓角半徑小0.10 mm,滾輪圓角與螺栓過渡圓角接觸面積較大,滾壓可以達到較理想的效果。
螺栓過渡圓角一般磨削成型,過渡圓角R公差加嚴控制,控制在±0.10 mm內,即R±0.1。為了滿足“滾輪圓角半徑比螺栓過渡圓角半徑小0.10 mm”要求,可以一次性成組制造多個公差的滾輪,方便滾壓強化時挑選。滾輪圓角半徑可制成三個公差。也可以根據螺栓過渡圓角公差范圍相應調整滾輪圓角的公差。
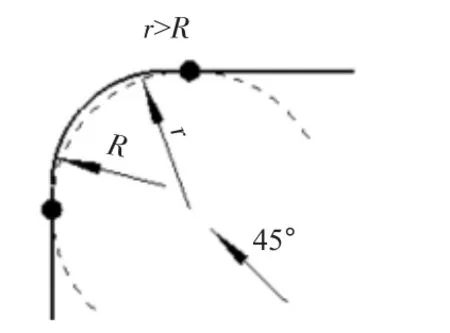
圖4 r>R時滾輪與螺栓接觸情況
4 圓角滾壓強化控制參數
圓角滾壓強化屬于一種特殊過程。滾壓強化完畢后,破壞試驗外滾壓強化的效果無法直接、直觀地檢測出來,必須依靠滾壓強化工藝參數、強化區域的變形量及外觀質量等控制。
4.1 圓角滾壓強化工藝參數
圓角滾壓強化工藝參數主要分為滾壓力和滾壓時間[3]。工藝參數根據不同的材料強度、螺栓直徑及過渡圓角會有所不同,參數大小可由疲勞試驗確定。工藝參數確定后,制造過程應按要求嚴格控制。某材料圓角滾壓強化工藝參數見表1。
4.2 圓角滾壓強化變形量
螺栓過渡圓角進行滾壓會在臨近部位造成凸起變形,所產生的凸起變形過大,會影響螺栓的裝配使用。另外,凸起變形量也成為是否嚴格控制滾壓強化工藝參數的間接檢測指標。變形量應使用光學投影儀檢驗。圓角滾壓強化所允許變形量示意圖如圖5所示。所允許的變形量值參見表2。
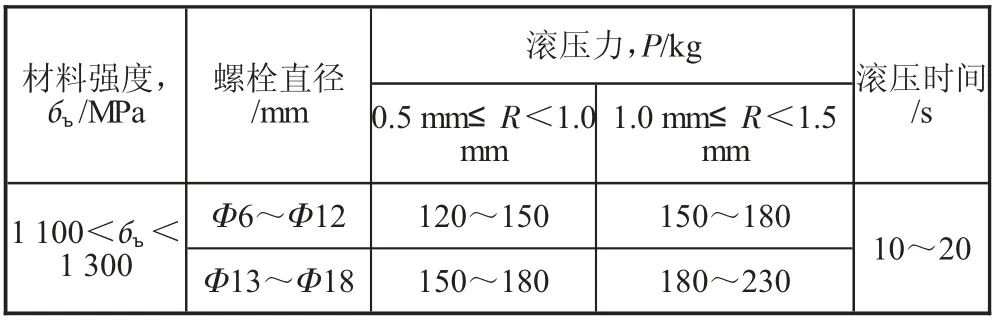
表1 某材料圓角滾壓強化工藝參數
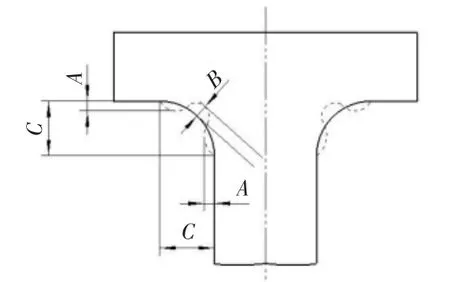
圖5 圓角滾壓強化所允許變形量示意圖
表2 所允許的變形量 mm
4.3 圓角滾壓強化外觀質量
螺栓過渡圓角滾壓強化外觀質量也是一個關鍵的參數。滾壓強化后,圓角尺寸、表面粗糙度應符合相應圖紙要求;滾壓表面應呈光滑壓光形貌。滾壓后壓光形貌如圖6所示。目視檢查圓角和所有承載表面,應無發裂或夾雜的痕跡。對于是否為裂紋存在爭議時,可以采用磁粉探傷方法確認。

圖6 滾壓后壓光形貌
5 圓角滾壓強化操作流程
在普通車床上單滾輪滾壓強化圓角,滾輪存在不能自動定心找正的缺點,容易造成需要滾壓強化的區域沒有強化到位或強化的區域較小未達到規定要求,螺栓過渡圓角出現起皮、雙眼皮等問題。為了降低單滾輪滾壓強化圓角方法缺陷的影響、提升滾壓強化圓角的效果,在螺栓過渡圓角滾壓強化操作流程上作了相應的要求。滾壓強化的操作說明見下頁表3。
6 結語
圓角滾壓強化是一種提高螺栓抗疲勞性能的工藝方法,滾壓強化過程中將滾輪圓角半徑選擇原則、滾壓強化控制參數、滾壓強化操作流程等因素進行合理的運用,可以有效地提升滾壓強化效果。
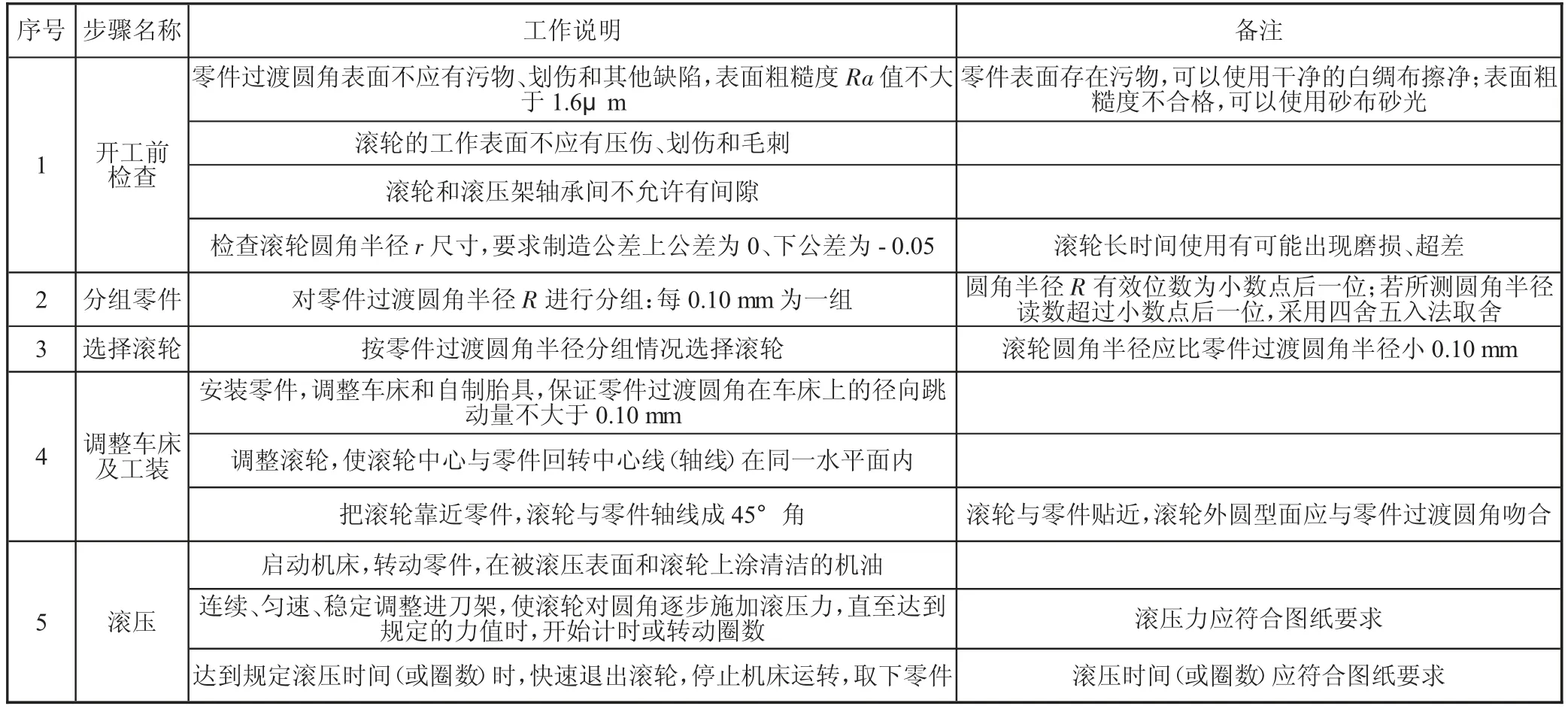
表3 滾壓強化的操作流程說明
猜你喜歡
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
當代貴州(2019年41期)2019-12-13 09:28:56
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
中國共青團(2015年7期)2015-12-17 01:24:38
