基于后驗(yàn)預(yù)測(cè)分布的機(jī)器人焊接質(zhì)量監(jiān)控研究
2022-09-20 05:12:00吳姝何雨飛屈挺胡楷雄
機(jī)床與液壓 2022年9期
吳姝,何雨飛,屈挺,胡楷雄
(1.武漢理工大學(xué)物流工程學(xué)院,湖北武漢 430063; 2.暨南大學(xué)智能科學(xué)與工程學(xué)院,廣東珠海 519070)
0 前言
在傳統(tǒng)焊接工作中,焊工要長(zhǎng)時(shí)間面對(duì)高強(qiáng)度電磁輻射、熱輻射、電弧光、一氧化碳等有毒氣體、射線和煙塵等極度惡劣的環(huán)境,對(duì)其身體健康有很大危害。為避免這一情況,同時(shí)也為在保證焊接質(zhì)量的前提下,提高焊接生產(chǎn)效率,增強(qiáng)企業(yè)的綜合競(jìng)爭(zhēng)力,很多企業(yè)逐漸開(kāi)始使用焊接機(jī)器人取代焊接工人,以實(shí)現(xiàn)焊接技術(shù)的無(wú)人化、智能化、柔性化。焊接機(jī)器人的工作原理是在工業(yè)機(jī)器人的機(jī)械臂末端安裝焊槍,并將焊槍送達(dá)空間預(yù)定位置,按程序設(shè)定的軌跡及速度移動(dòng),使之具有高品質(zhì)工業(yè)焊接的能力。
在實(shí)際焊接作業(yè)過(guò)程中,焊縫質(zhì)量檢測(cè)是確保機(jī)器人焊接質(zhì)量的重要手段,主要手段包括外觀檢驗(yàn)、無(wú)損探傷(射線檢驗(yàn)、超聲檢驗(yàn)、磁粉檢驗(yàn)、滲透檢驗(yàn))等。由于焊縫檢測(cè)點(diǎn)較多,缺陷數(shù)判別效率較低,故目前焊縫缺陷點(diǎn)檢測(cè)樣本量都較小,各學(xué)者和制造企業(yè)都在著重研究小樣本條件下監(jiān)控焊接質(zhì)量等相關(guān)問(wèn)題。

傳統(tǒng)方法在小樣本環(huán)境下的應(yīng)用收效甚微,并且多基于計(jì)量型控制圖,鮮有涉及計(jì)數(shù)型控制圖。本文作者基于共軛貝葉斯理論,提出一種動(dòng)態(tài)計(jì)數(shù)型控制圖監(jiān)測(cè)焊縫缺陷數(shù)方法。從歷史數(shù)據(jù)中獲取合適的先驗(yàn)信息;根據(jù)當(dāng)前監(jiān)測(cè)信息,建立貝葉斯后驗(yàn)預(yù)測(cè)分布模型,實(shí)現(xiàn)動(dòng)態(tài)監(jiān)測(cè);通過(guò)實(shí)例比較文中方法與現(xiàn)有常用方法。結(jié)果表明,所提方法在各個(gè)階段都有更好的監(jiān)測(cè)效果和異常檢出力,可為機(jī)器人焊接質(zhì)量提供一種有效的監(jiān)測(cè)方法。
1 控制圖設(shè)計(jì)
控制圖稱為缺陷數(shù)控制圖,是一種計(jì)數(shù)型控制圖﹐其控制對(duì)象是一定單位(如長(zhǎng)度、面積和體積等)上的缺陷數(shù)。本文作者采用此控制圖進(jìn)行方案設(shè)計(jì)。
已知參數(shù)的控制圖一般模型為


其中:為受控情況下的產(chǎn)品缺陷數(shù)。
假設(shè),1,…,,(=1,2,…)為Phase II階段的獨(dú)立樣本數(shù)據(jù),即:
其中:為失控狀態(tài)下的產(chǎn)品缺陷數(shù)。
1.1 基于矩估計(jì)的c控制圖設(shè)計(jì)
頻率統(tǒng)計(jì)學(xué)派在無(wú)法確定所需的分布參數(shù)時(shí),一般選用矩估計(jì)對(duì)概率分布參數(shù)進(jìn)行統(tǒng)計(jì)推斷。假設(shè)在Phase I階段有組容量為的樣本,1,…,,(=1,2,…,)且均滿足獨(dú)立同分布,因此有:

其中:~()。從而給出基于矩估計(jì)的控制圖模型為


但只有在樣本容量足夠大的時(shí)候才可以將矩估計(jì)結(jié)果視作較為精確的結(jié)果。相關(guān)研究已經(jīng)證明只有當(dāng)樣本容量為50以上時(shí),上述結(jié)論才可認(rèn)為是基本成立的。
1.2 基于后驗(yàn)預(yù)測(cè)分布的c控制圖設(shè)計(jì)
共軛先驗(yàn)是先驗(yàn)信息確定方法中最重要的一類,共軛貝葉斯估計(jì)也是一種常用的貝葉斯估計(jì)方法,因此視先驗(yàn)分布和后驗(yàn)分布來(lái)自同一形式,且形成一個(gè)先驗(yàn)鏈,即先驗(yàn)分布和樣本分布通過(guò)計(jì)算得到的后驗(yàn)分布與先驗(yàn)分布具有相同的形式,此時(shí)的先驗(yàn)分布和樣本分布則被視為具有共軛性,而此時(shí)的先驗(yàn)分布就被稱為共軛先驗(yàn)分布。采用共軛先驗(yàn)分布的貝葉斯估計(jì)就被稱為共軛貝葉斯估計(jì)。
(1)=(,…,)是從總體中獲得的當(dāng)前樣本數(shù)據(jù),均服從泊松分布()。因此給出似然函數(shù):

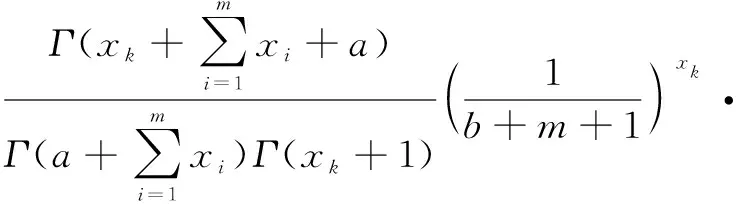
(2)確定分布參數(shù)的先驗(yàn)分布。在未抽取樣本時(shí),可以通過(guò)()對(duì)作出一個(gè)初步估計(jì),然后確定超參數(shù)。當(dāng)樣本分布為泊松分布()時(shí),根據(jù)共軛貝葉斯理論,泊松分布的先驗(yàn)分布取伽馬分布(,),則的后驗(yàn)分布仍為伽馬分布,其密度函數(shù)為





其均值和標(biāo)準(zhǔn)差分別為
從而給出基于共軛貝葉斯理論計(jì)算出的后驗(yàn)預(yù)測(cè)分布的控制圖模型為
=-
=+
1.3 性能分析
運(yùn)行長(zhǎng)度(Run Length,RL)是指控制圖從開(kāi)始描點(diǎn)監(jiān)測(cè)直到第一個(gè)出界點(diǎn)出現(xiàn)為止,一共描點(diǎn)的次數(shù)。運(yùn)行長(zhǎng)度分為受控狀態(tài)的運(yùn)行長(zhǎng)度和失控狀態(tài)的運(yùn)行長(zhǎng)度。根據(jù)數(shù)學(xué)和期望的統(tǒng)計(jì)特點(diǎn),可以用平均運(yùn)行長(zhǎng)度(Average Run Length,ARL)和運(yùn)行長(zhǎng)度標(biāo)準(zhǔn)差(Standard Deviation Run Length,SDRL)表示控制圖的優(yōu)劣。受控狀態(tài)時(shí)的平均運(yùn)行鏈長(zhǎng)記為,失控狀態(tài)時(shí)的平均運(yùn)行鏈長(zhǎng)記為。越大表示控制圖誤報(bào)率越低,越小表示控制圖的漏報(bào)率越低,即異常檢出力越強(qiáng)。SDRL表示運(yùn)行鏈長(zhǎng)變化的幅度,越小說(shuō)明監(jiān)測(cè)過(guò)程穩(wěn)健性越好。本文作者根據(jù)幾何分布性質(zhì)對(duì)貝葉斯控制圖的、、SDRL進(jìn)行計(jì)算與分析,并通過(guò)蒙特卡洛仿真進(jìn)行驗(yàn)證。
假設(shè)貝葉斯控制圖在Phase I階段得到的后驗(yàn)預(yù)測(cè)分布參數(shù)為、,則在受控狀態(tài)下參數(shù)不變,發(fā)生出界事件的概率為
=1-(∣,)+(-1∣,)
在失控狀態(tài)下后驗(yàn)預(yù)測(cè)分布參數(shù)變?yōu)椤ⅲl(fā)生出界事件的概率為
=1-(∣,)+(CL,-1∣,)
則描點(diǎn)次數(shù)變量服從幾何分布,有:
()=(1-)-1
()=1-(1-)
根據(jù)幾何分布的性質(zhì)可知:
=1/
=1/
設(shè)定=3,={10,20,30,…,100},={10,20,50,100,200},=(1+),失控狀態(tài)下均值發(fā)生的漂移={01,02,05,20},根據(jù)伽馬分布數(shù)字特征,先驗(yàn)分布取=05、=。用幾何分布法,計(jì)算、與、,并與似然估計(jì)方法進(jìn)行對(duì)比,結(jié)果如表1—表5所示。
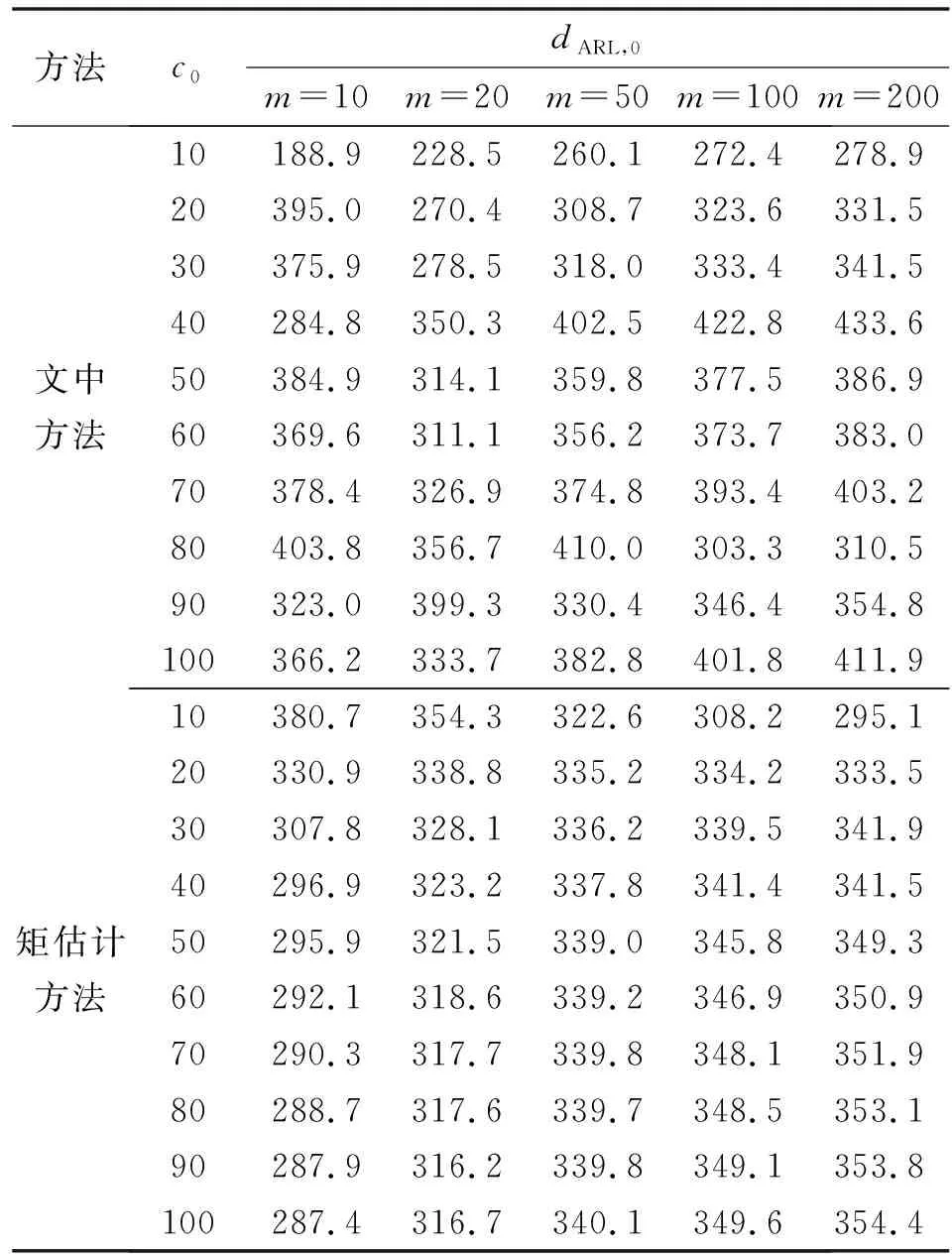
表1 受控狀態(tài)下,文中方法dARL,0與矩估計(jì)方法對(duì)比結(jié)果
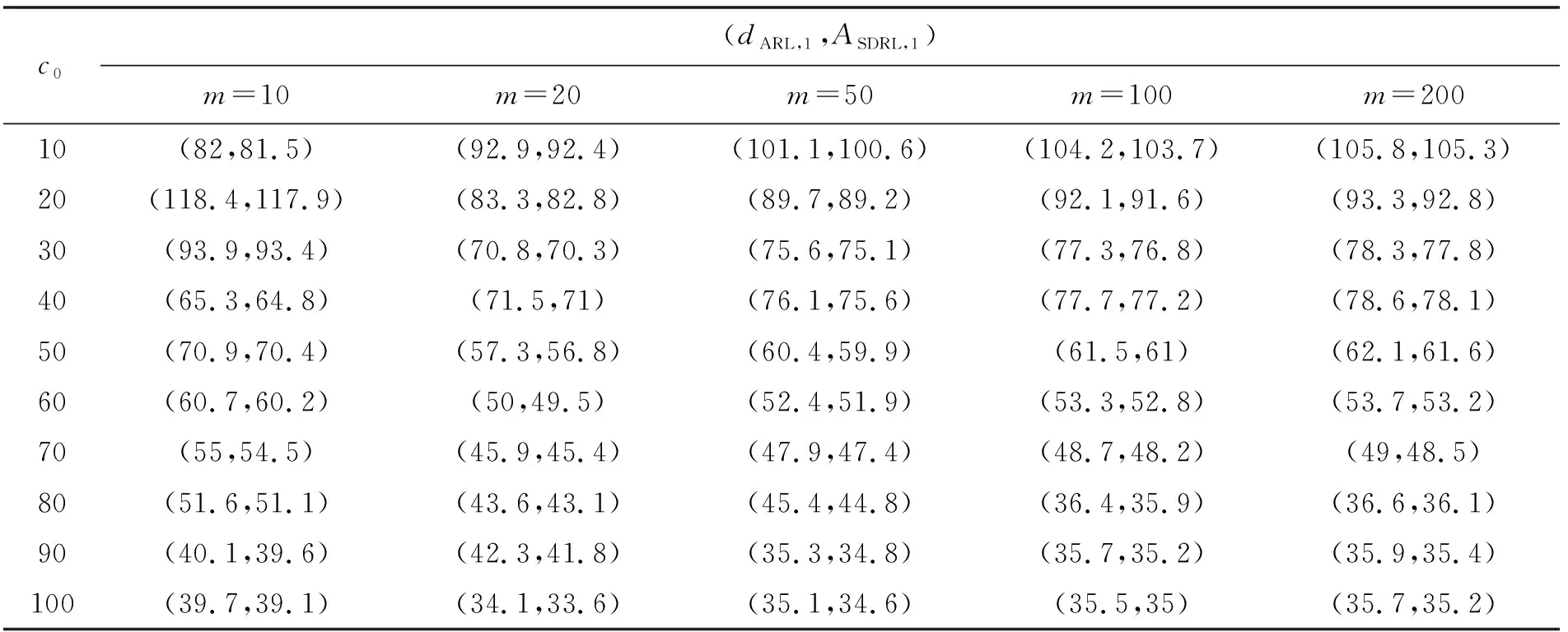
表2 失控狀態(tài)(dARL,1,ASDRL,1),δ=0.1
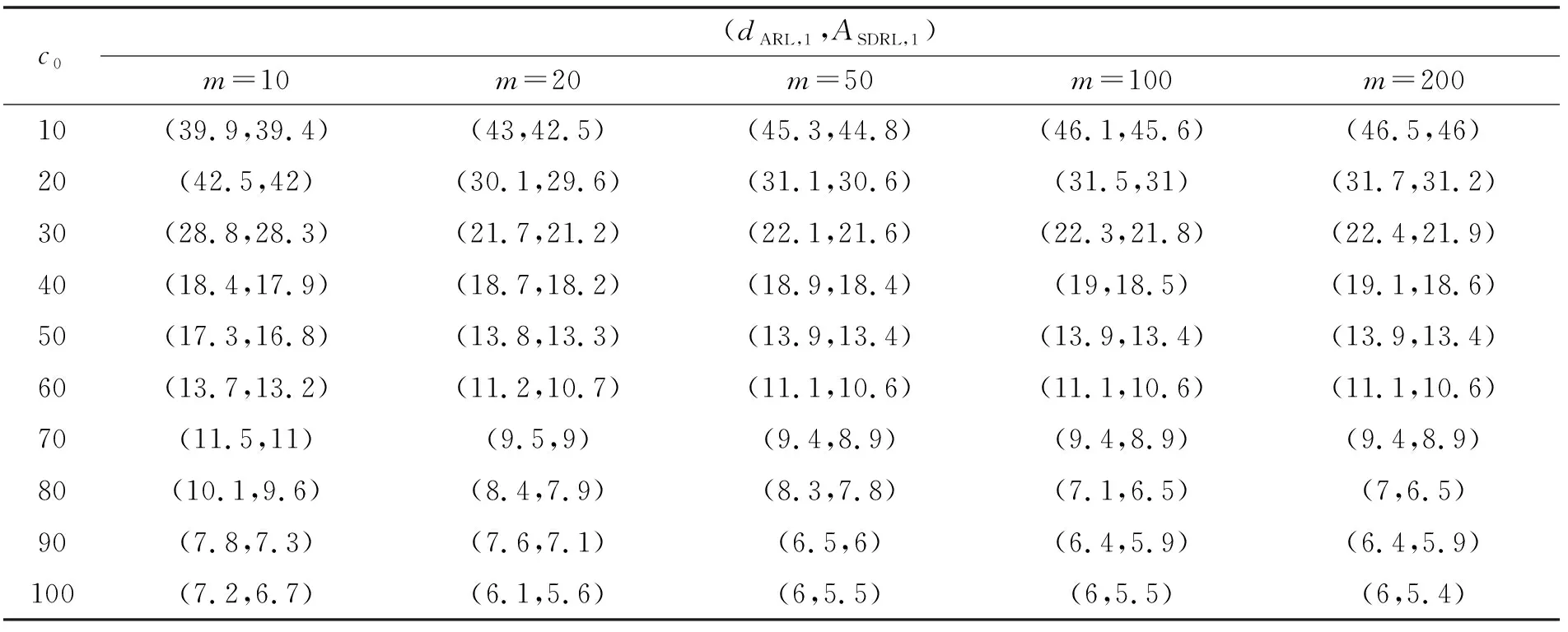
表3 失控狀態(tài)(dARL,1,ASDRL,1),δ=0.2

表4 失控狀態(tài)(dARL,1,ASDRL,1),δ=0.5
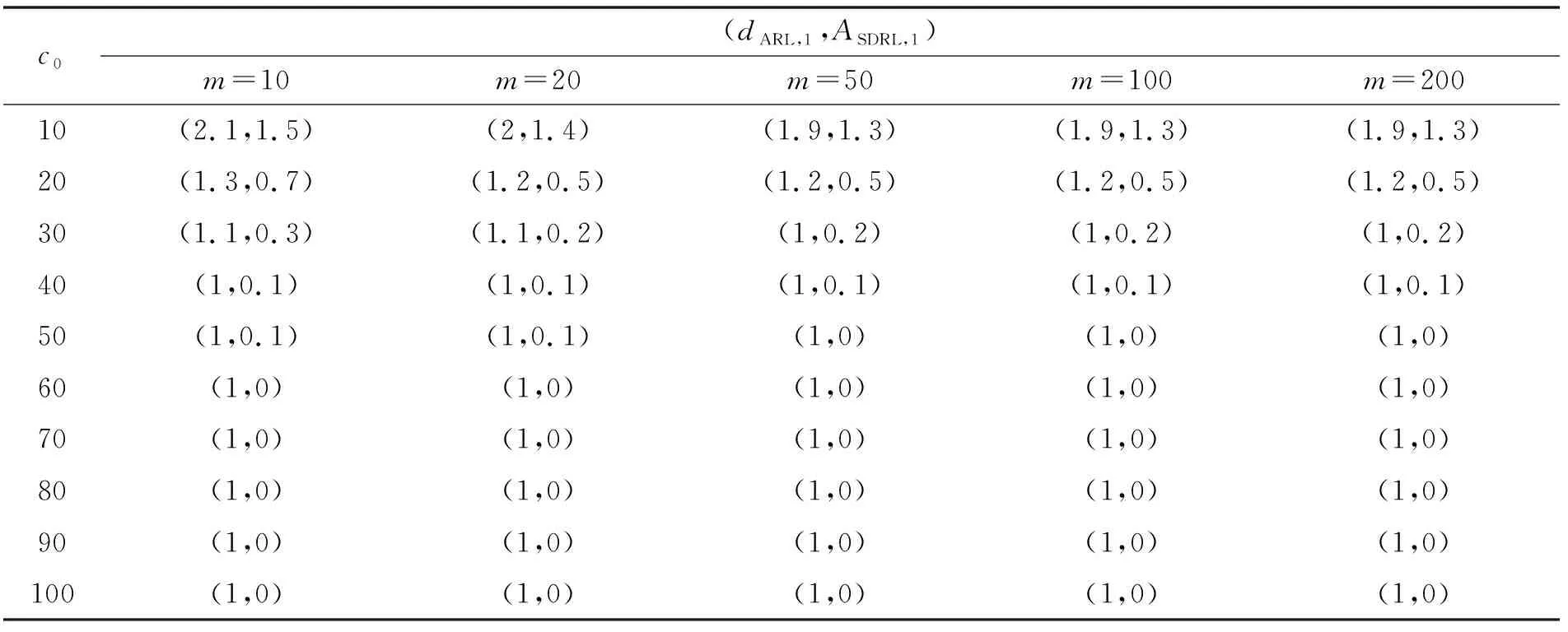
表5 失控狀態(tài)(dARL,1,ASDRL,1),δ=1.0
用于驗(yàn)證的蒙特卡洛仿真方法過(guò)程如下:
步驟1,根據(jù)泊松分布()生成Phase I的個(gè)樣本數(shù)據(jù),應(yīng)用文中方法計(jì)算控制限;
步驟2,根據(jù)泊松分布()生成受控狀態(tài)Phase II的數(shù)據(jù),計(jì)算從開(kāi)始描點(diǎn)到控制圖報(bào)警之間的運(yùn)行鏈長(zhǎng);
步驟3,從步驟1至步驟2記為完成一次仿真,一共進(jìn)行10 000次仿真;
步驟4,計(jì)算和。
和同理,根據(jù)泊松分布()生成失控狀態(tài)Phase II的數(shù)據(jù)并進(jìn)行計(jì)算。
仿真結(jié)果與幾何分布法計(jì)算結(jié)果基本一致,故上表中平均運(yùn)行鏈長(zhǎng)計(jì)算結(jié)果具有可靠性。由表1—表5可以看出:
(1)由于圖的離散性,當(dāng)發(fā)生變化時(shí),不可能對(duì)所有考慮值都有一個(gè)共同的值。已知當(dāng)=3時(shí),計(jì)量型均值控制圖的為370.4,那么對(duì)于圖,值有時(shí)較小,有時(shí)大于370.4,計(jì)數(shù)型控制圖不夠靈活的缺點(diǎn)顯而易見(jiàn)。
(2)對(duì)于,當(dāng)較小,即Phase I階段樣本量較少時(shí),尤其當(dāng)為10~20時(shí),文中方法的明顯大于傳統(tǒng)方法,控制圖具有更低的第一類錯(cuò)誤率,在受控狀態(tài)下的監(jiān)控穩(wěn)定性更強(qiáng)。
(3)對(duì)于,當(dāng)較小,即Phase I階段樣本量較少時(shí),尤其當(dāng)為10~20時(shí),文中方法的明顯小于傳統(tǒng)方法,控制圖具有更低的第二類錯(cuò)誤率,在失控狀態(tài)下的異常檢出力更強(qiáng);在缺陷數(shù)均值漂移較小的情況下,依然能保持較高水平的異常檢出力,改善了傳統(tǒng)控制圖在這方面的不足。
(4)對(duì)于,在失控狀態(tài)下,無(wú)論樣本均值是發(fā)生較小偏移還是較大偏移,貝葉斯控制圖在監(jiān)測(cè)過(guò)程中都保持了較好的穩(wěn)健性。
2 實(shí)例驗(yàn)證
實(shí)驗(yàn)平臺(tái)主要由機(jī)器人、焊接設(shè)備、焊縫掃描設(shè)備三大部分構(gòu)成。其中,機(jī)器人部分包括機(jī)器人本體、控制柜和手持控制器;焊接設(shè)備部分主要由焊槍、送絲機(jī)、電源等組成。將焊槍加裝在某公司生產(chǎn)的KR16R1610型通用工業(yè)機(jī)器人的機(jī)械臂末端上便可將它改裝為工業(yè)上普遍采用的焊接機(jī)器人,如圖1所示。

圖1 KUKA機(jī)器人焊接平臺(tái)
本文作者以此實(shí)驗(yàn)平臺(tái)為基礎(chǔ),將等厚鋼板作為焊接對(duì)象,在同一工作現(xiàn)場(chǎng)、同一程序設(shè)定條件下進(jìn)行機(jī)器人焊接作業(yè),并對(duì)焊縫缺陷進(jìn)行掃描,建立控制圖相關(guān)數(shù)學(xué)模型,為焊接機(jī)器人質(zhì)量監(jiān)控提供一種實(shí)驗(yàn)分析手段和實(shí)證支持。
抽取19塊焊接成品(見(jiàn)圖2)作為質(zhì)量監(jiān)測(cè)樣本。使用激光傳感器對(duì)已焊接鋼板進(jìn)行掃描,得到焊縫各檢測(cè)點(diǎn)的三維坐標(biāo)。由于傳感器工作時(shí)為逐行掃描,故可計(jì)算每一檢測(cè)行的平均凸度,判別它是否為異常檢測(cè)行,以此得出每塊鋼板上焊縫的缺陷數(shù),作為控制圖的質(zhì)量監(jiān)測(cè)特征。

圖2 焊接鋼板成品
計(jì)算焊縫凸度實(shí)質(zhì)上就是計(jì)算焊縫截面輪廓上的點(diǎn)到輪廓端點(diǎn)、間線段的距離。具體計(jì)算過(guò)程如下:
(1)通過(guò)掃描數(shù)據(jù)確定端點(diǎn)的坐標(biāo)值,擬合出以、為端點(diǎn)的二次函數(shù)=++,其中、、為二次函數(shù)系數(shù);和之間的線段為無(wú)缺陷的焊縫端面輪廓,所在直線記為++=0;
(2)通過(guò)各檢測(cè)點(diǎn)的位置坐標(biāo)(,),計(jì)算點(diǎn)到焊縫端面輪廓所在直線的距離,并計(jì)算出該檢測(cè)行所有檢測(cè)點(diǎn)的平均距離,作為該檢測(cè)行的凸度;
(3)通過(guò)3方法設(shè)定最大凸度,凸度超過(guò)最大凸度的檢測(cè)行即為缺陷行,計(jì)入該焊縫缺陷數(shù)。
由此,檢測(cè)得到19塊鋼板樣本的缺陷數(shù),如表6所示。
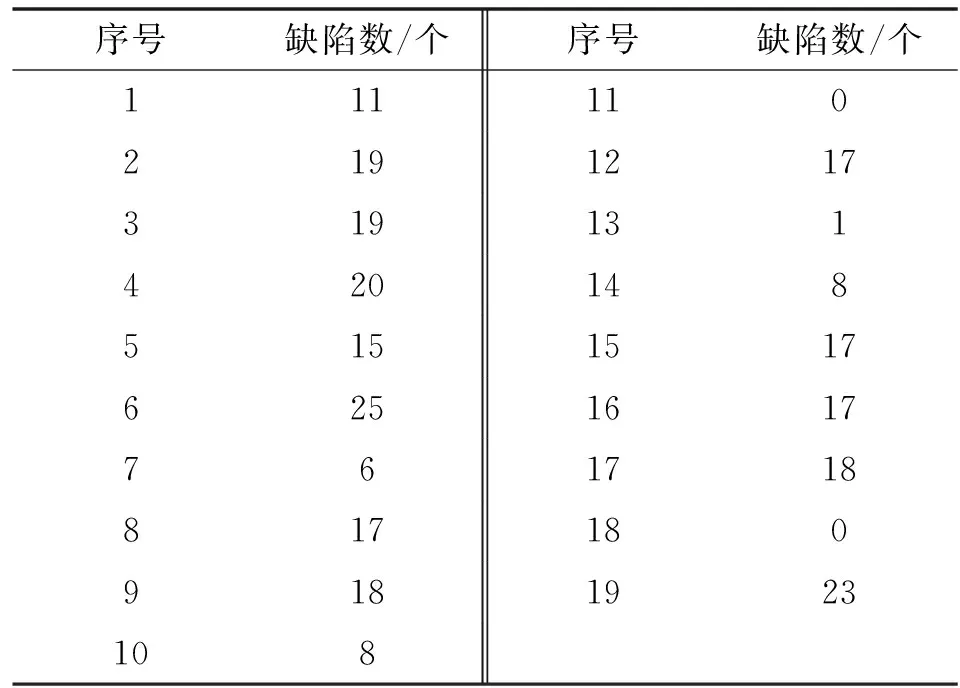
表6 鋼板焊縫缺陷數(shù)
用矩估計(jì)方法計(jì)算控制限,對(duì)應(yīng)控制圖如圖3所示。
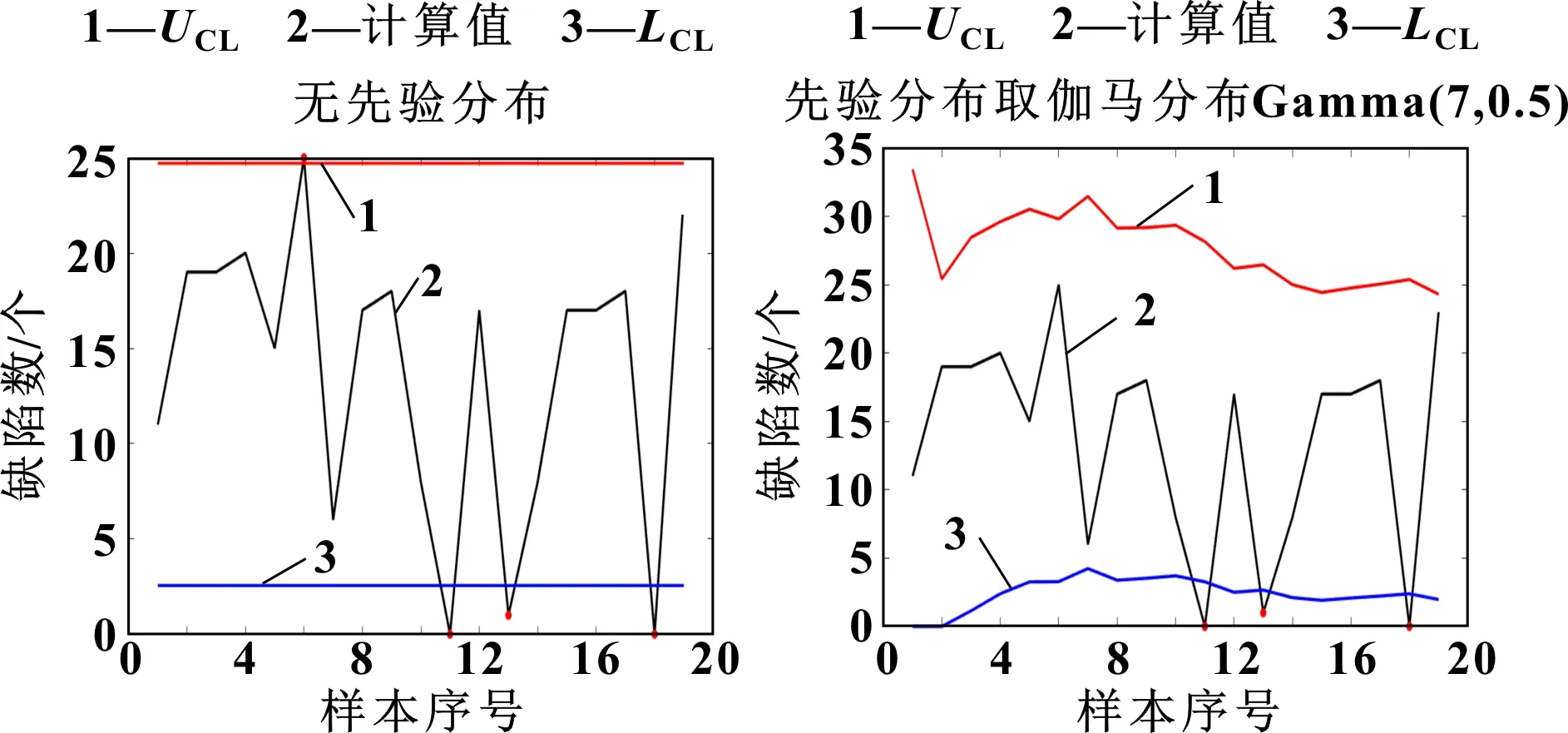
圖3 基于矩估計(jì)的c控制圖 圖4 基于后驗(yàn)預(yù)測(cè)分布的c控制圖
對(duì)標(biāo)準(zhǔn)化后的歷史數(shù)據(jù)樣本進(jìn)行方差分析和Bartlett檢驗(yàn)的齊性處理,挑選出與當(dāng)前批次樣本具有相似工序的先驗(yàn)信息,得到先驗(yàn)分布Gamma(7,0.5),并用后驗(yàn)預(yù)測(cè)分布方法計(jì)算控制限。對(duì)應(yīng)控制圖如圖4所示。
由圖3、圖4可知,傳統(tǒng)的矩估計(jì)方法在只有19個(gè)樣本量的情況下很難繪制出效果較好的控制圖,而文中方法能避免信息缺失帶來(lái)的控制限誤差,尤其適用于小樣本下的焊縫質(zhì)量監(jiān)控,具有更好的監(jiān)測(cè)效果和異常檢出力。
3 小結(jié)
針對(duì)機(jī)器人焊接質(zhì)量監(jiān)控問(wèn)題,本文作者基于后驗(yàn)預(yù)測(cè)分布,改進(jìn)傳統(tǒng)控制圖,提出一種貝葉斯動(dòng)態(tài)控制圖。與傳統(tǒng)方法相比,該方法在一定程度上解決了在樣本量較小情況下當(dāng)前樣本數(shù)據(jù)不足所導(dǎo)致的質(zhì)量控制問(wèn)題。在數(shù)據(jù)收集初期,當(dāng)前批次的樣本容量小時(shí),經(jīng)貝葉斯估計(jì)得到的后驗(yàn)信息相較于當(dāng)前批次樣本信息估計(jì),能在很大程度上降低控制限失真程度。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
兒童故事畫(huà)報(bào)(2019年5期)2019-05-26 14:26:14
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長(zhǎng)指南(2015年7期)2015-08-11 15:03:12
小雪花·成長(zhǎng)指南(2015年4期)2015-05-19 14:47:56
