電子束選區(qū)熔化成形TC4合金顯微組織與性能的研究進(jìn)展
2022-09-19 05:54:02雷軍樂尹詩(shī)豪劉電霆張建飛
機(jī)床與液壓 2022年5期
關(guān)鍵詞:工藝
雷軍樂,尹詩(shī)豪,,劉電霆,張建飛
(1.桂林理工大學(xué)機(jī)械與控制工程學(xué)院,廣西桂林 541000;2.桂林獅達(dá)技術(shù)股份有限公司,廣西桂林 541000)
0 前言
近年來,鈦合金在航空航天、生物醫(yī)療和化學(xué)工業(yè)領(lǐng)域獲得了越來越多的應(yīng)用。TC4合金是目前應(yīng)用最廣泛的α+β型兩相鈦合金,它具有熱變性能好、比強(qiáng)度高、耐腐蝕性強(qiáng)等特點(diǎn),并且具備優(yōu)異的綜合性能。傳統(tǒng)方法制造鈦合金零件時(shí),制造難度較大、周期較長(zhǎng)、成本高、材料利用率低,并且制造出的鈦合金零件精度不高。電子束選區(qū)熔化技術(shù)(Electron Beam Selective Melting,EBSM)能量大、效率高,粉末床可預(yù)熱,制件熱應(yīng)力小,材料適應(yīng)性廣,特別適于一些難加工、脆性材料。使用該技術(shù)制造鈦合金零部件,可縮短產(chǎn)品研發(fā)周期、增強(qiáng)產(chǎn)品制造的靈活性和資源利用率,降低了生產(chǎn)成本,且其成形精確、綜合應(yīng)用性能優(yōu)異。使用EBSM技術(shù)制備的TC4合金航空發(fā)動(dòng)機(jī)零部件以及醫(yī)療植入體都獲得了效果顯著的應(yīng)用。隨著制造業(yè)的發(fā)展,電子束選區(qū)熔化技術(shù)也逐漸進(jìn)入了工業(yè)化和規(guī)模化的生產(chǎn)階段,使用EBSM制備TC4合金廣泛應(yīng)用于航空航天、生物醫(yī)療等領(lǐng)域。
本文作者簡(jiǎn)單地介紹了電子束選區(qū)熔化成形技術(shù)的主要工作原理,從成形工藝參數(shù)和熱處理兩個(gè)方面對(duì)電子束選區(qū)熔化成形 TC4合金顯微組織和性能的研究發(fā)展現(xiàn)狀進(jìn)行了深入討論和分析展望。
1 電子束選區(qū)熔化成形工藝參數(shù)的影響
1.1 EBSM工作原理介紹
EBSM是利用高能密度的電子束為熱源,根據(jù)“離散+堆積”的原理分層切片三維零件,在計(jì)算機(jī)的控制下選擇性地熔化金屬粉末,逐層進(jìn)行熔化和疊加最終形成致密的三維金屬零部件。EBSM工作原理以及成形室內(nèi)部結(jié)構(gòu)如圖1所示。成形室內(nèi)部主要由儲(chǔ)粉倉(cāng)、粉末調(diào)度器、粉末短接管、板材臺(tái)、粉末盆、熱電偶、廢料盒等組成。電子束槍中電子在陰極和陽極的高壓作用下獲得加速。加速的電子經(jīng)過聚焦線圈形成高密電子束流,束流經(jīng)過偏擺線圈后到達(dá)成形室內(nèi)部,在一定范圍內(nèi)熔化金屬粉末。與同為增材制造技術(shù)的激光選區(qū)熔化(SLM)技術(shù)相比,兩者工作原理相似,不同的是:SLM由于能量轉(zhuǎn)化率低而導(dǎo)致粉末床溫度較低一般不超過200 ℃,從而加工出的樣件多有內(nèi)應(yīng)力較大、致密度不足、后處理復(fù)雜等問題。EBSM工作環(huán)境是真空環(huán)境,以電子束作為輸出熱源且電子束更容易獲得,在成形過程中可以使粉末床預(yù)熱溫度達(dá)到1 000 ℃甚至是1 100 ℃,能量利用率和使用率更高且不同材料對(duì)電子束能量的吸收相似,能相應(yīng)降低部分加工成本;同時(shí)真空環(huán)境可以有效保證高活潑金屬在加熱過程中不易被氧化,成形效果較好。二者工藝對(duì)比如表1所示。

圖1 EBSM工作原理及成形室結(jié)構(gòu)示意
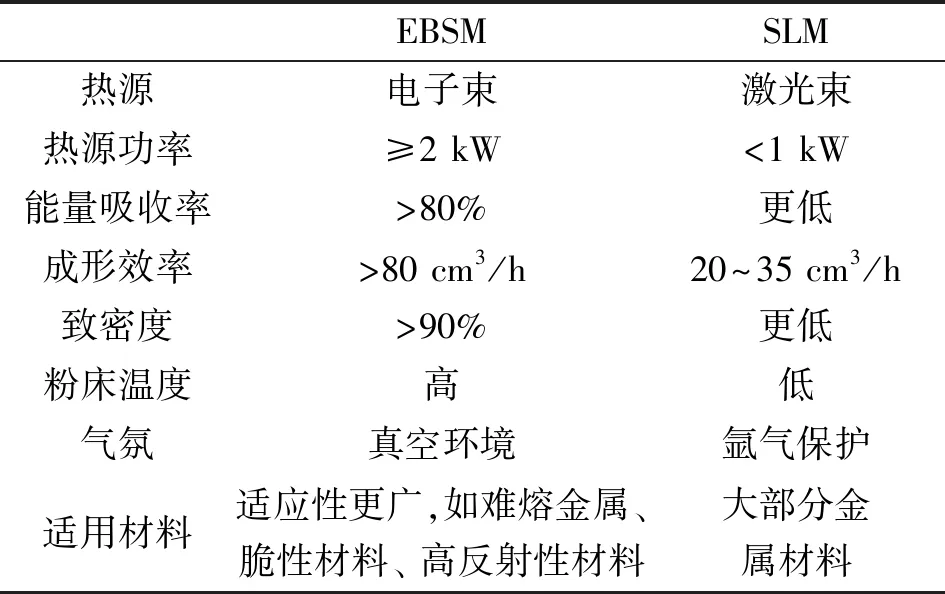
表1 兩種增材制造工藝對(duì)比
綜合來看,電子束選區(qū)熔化成形技術(shù)具有功率大、能量綜合利用率高、高真空保護(hù)、加工原材料廣泛、運(yùn)行成本低等優(yōu)點(diǎn)。
EBSM成形工藝參數(shù)主要包括電子束流強(qiáng)度、電子束功率、掃描速度、掃描方式、成形尺寸、成形方向,目前對(duì)該技術(shù)的相關(guān)研究也主要集中在這幾種成形工藝參數(shù)上。通過選取合理的電子束選區(qū)熔化成形工藝參數(shù)可以使TC4合金粉末充分熔化,減少球化現(xiàn)象的發(fā)生,有效降低合金孔隙率,提高合金試樣致密度,減小殘余應(yīng)力,提高其斷裂性能。
1.2 電子束流強(qiáng)度、功率與掃描速度的影響
電子束流強(qiáng)度、電子束功率和掃描速度3個(gè)參數(shù)關(guān)聯(lián)較為緊密,是控制熱輸入的主要參數(shù),對(duì)成形件組織及致密度有著很大影響。
GUO等發(fā)現(xiàn)一定功率下,電子束流強(qiáng)度增加和掃描速度減小會(huì)使成形件的致密度增大。BAUEREI?等研究發(fā)現(xiàn)隨著電子束功率增大,熔池流動(dòng)力增大,熔合缺陷減小,組織致密度提高,并且隨著功率的增大TC4合金試樣表面的孔洞和塊體中的不規(guī)則孔隙消失,如圖2所示。WANG等發(fā)現(xiàn)在一定功率下,EBSM成形TC4合金的彈性模量和硬度在速度變量為20、36、50、65范圍內(nèi)與電子束掃描速度成正比。劉曉梅以TC4合金為主要研究對(duì)象,針對(duì)各種塊狀材料中溫度場(chǎng)的變化和分布情況進(jìn)行研究,分析了不同工藝參數(shù)對(duì)溫度場(chǎng)的影響及多層多道中溫度場(chǎng)的分布規(guī)律,發(fā)現(xiàn):熔池溫度和冷卻速率隨著電子束功率的升高、掃描速度的減小而增大;熔池的寬度和深度隨著功率的增加而增大,隨著掃描速度的增加而減小;通過控制功率可以控制每層熔池溫度,同時(shí)獲得小的溫度梯度。劉楠等人發(fā)現(xiàn)受束流沖擊以及電荷富集的影響,粉末易發(fā)生吹粉,經(jīng)過試驗(yàn)得出束流與掃描速度取值范圍分別為20~25 mA、8 000~9 000 mm/s 時(shí)成形過程較好。
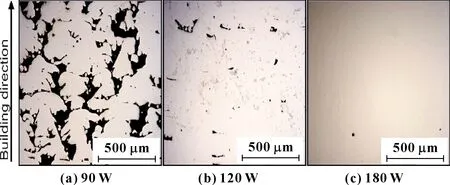
圖2 不同束流功率下TC4試樣表面
MAIZZA等發(fā)現(xiàn)在改變束流強(qiáng)度和掃描速度時(shí),由于沿結(jié)構(gòu)方向的加熱和冷卻速率不同,TC4合金試樣微觀結(jié)構(gòu)的孔隙率和分辨率都受到很大的影響。PUEBLA等研究了掃描速度對(duì)TC4合金顯微組織分辨率和拉伸性能的影響,發(fā)現(xiàn)水平和垂直建造的圓柱形棒表現(xiàn)出不同的微觀結(jié)構(gòu),即前者粗,后者則較細(xì),在0.1 m/s的掃描速度下,發(fā)現(xiàn)了針狀的α相和α+β相,但在1 m/s的掃描速度和30 μm的粉末尺寸下,觀察到了高度分辨的片層α相和α′相的混合物。
1.3 掃描方式的影響
掃描方式是EBSM 成形工藝的重要影響因素之一,掃描方式對(duì)減少成形件起始邊缺陷及溫度場(chǎng)均勻程度具有重要的影響。齊海波等以Z字形掃描方式作為研究對(duì)象,利用數(shù)值模擬方法分析了Z字形掃描方式對(duì)溫度場(chǎng)的影響,結(jié)果表明:旋轉(zhuǎn)掃描能有效降低起始點(diǎn)溫度下降程度,可避免起始邊溫度迅速下降,通過實(shí)驗(yàn)得出優(yōu)化后的掃描路徑成形的TC4試樣水平抗拉強(qiáng)度良好。楊鑫等人發(fā)現(xiàn)Z字形掃描路線可以有效提高燒結(jié)件的致密度、室溫強(qiáng)度和延伸率。CHERN等通過采用不同的掃描路徑制造試樣并系統(tǒng)地研究了電子束選區(qū)熔化TC4合金的顯微組織和疲勞行為。
掃描路徑的優(yōu)化對(duì)于提高電子束快速成形工藝的效率和加工質(zhì)量具有較大影響。陳云霞等設(shè)計(jì)4 種不同的電子束選區(qū)熔化成形的掃描路徑,針對(duì)投影掃描和輪廓線偏置掃描的溫度場(chǎng)進(jìn)行了有限元計(jì)算和試驗(yàn),結(jié)果表明:采用輪廓線偏置掃描時(shí)只需較小的電子束電流就能使粉末達(dá)到較高的溫度,高溫區(qū)域與掃描區(qū)域一致,即得到的成形區(qū)域與掃描區(qū)域一致,掃描區(qū)域上各點(diǎn)的熔化量也基本一致,成形件表面比較均勻平整,且有利于下次鋪粉,成形效果均優(yōu)于投影掃描。
1.4 成形尺寸與成形方向的影響
在EBSM成形過程中,樣件的成形尺寸和高度對(duì)其結(jié)構(gòu)組織影響很大。在成形尺寸方面,ZHAO等制備了不同直徑的TC4棒狀樣件,研究表明在垂直方向上,α板條厚度隨著樣件直徑的增加而逐漸減小,如圖3所示。在成形高度方面,WANG等研究表明成形高度和厚度對(duì)成形樣件結(jié)構(gòu)組織有著顯著影響,隨著成形高度的增加,樣件組織逐漸變細(xì),隨著成形厚度增加,樣件組織逐漸變粗;TAN等指出隨著成形高度增加,樣件中的原始β晶粒寬度和間距也會(huì)隨之增加。AL-BERMANI等指出馬氏體受樣件高度影響,樣件高度為2、5 mm 時(shí),在其頂部存在有馬氏體,高度為18 mm時(shí),在其頂部未發(fā)現(xiàn)明顯馬氏體。TAN 等研究了厚度為 1 、5、10、20 mm的樣件,只在厚度為1 mm的樣件頂部發(fā)現(xiàn)有馬氏體。
成形方向?qū)C4合金樣件的性能也有著顯著影響,并且成形方向在不同的成形設(shè)備上所體現(xiàn)的性能也有一定的差異。Arcam系列設(shè)備是最為常用的電子束選區(qū)熔化成形設(shè)備之一,以Arcam設(shè)備為例,在Q10設(shè)備中,垂直成形的TC4樣件的抗拉強(qiáng)度、屈服強(qiáng)度及斷后伸長(zhǎng)率均高于水平成形樣件;在A2X設(shè)備中,垂直成形的TC4合金樣件的抗拉強(qiáng)度高于水平成形樣件,而水平成形的屈服強(qiáng)度和斷后伸長(zhǎng)率要高于垂直成形。BRUNO等指出垂直成形的TC4合金樣件比水平成形的樣件具有更高的延展性。相反地,劉征等人發(fā)現(xiàn)水平成形的TC4合金樣件延展性高于垂直成形。童邵輝等發(fā)現(xiàn)使用EBSM技術(shù)成形0°、30°、60°和90°四種角度的試樣都具有平行于掃描方向的層帶組織,0°的β晶粒為細(xì)長(zhǎng)形,30°、60°和90°的β柱狀晶貫穿多個(gè)層帶,主軸方向與粉末沉積方向平行,如圖4所示。
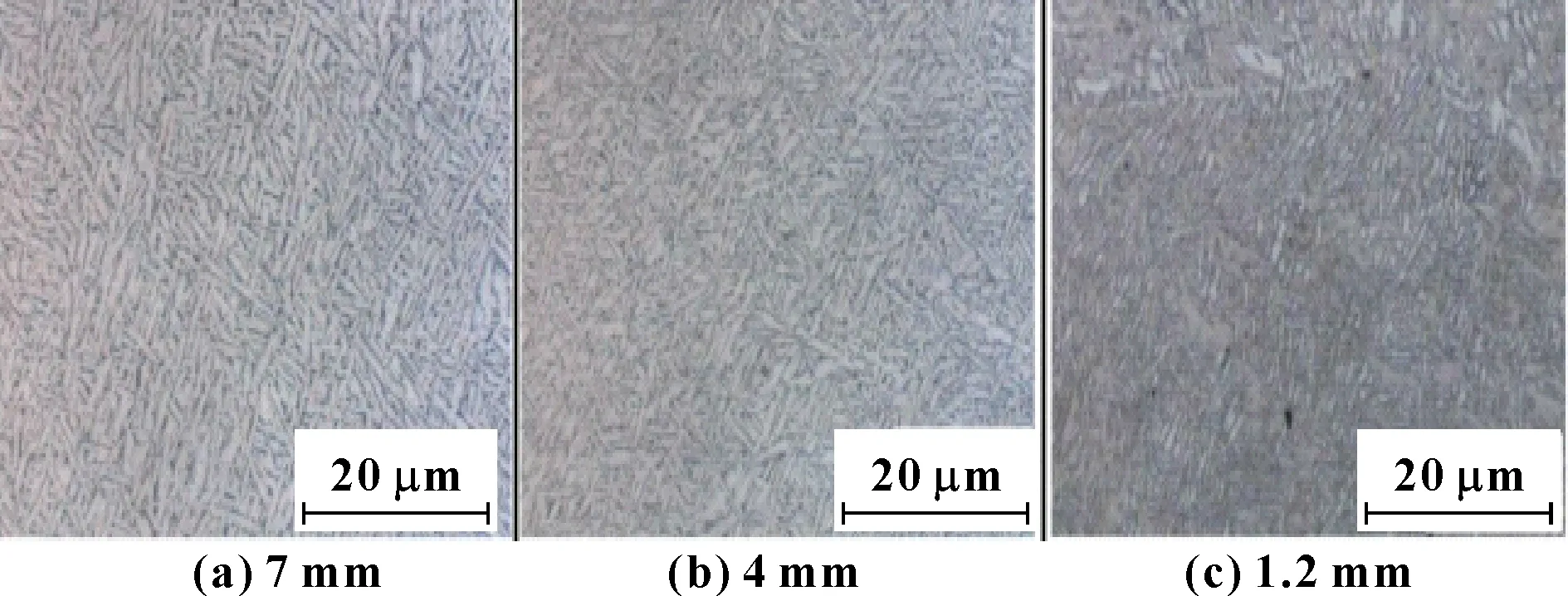
圖3 不同成形直徑下的α板條厚度
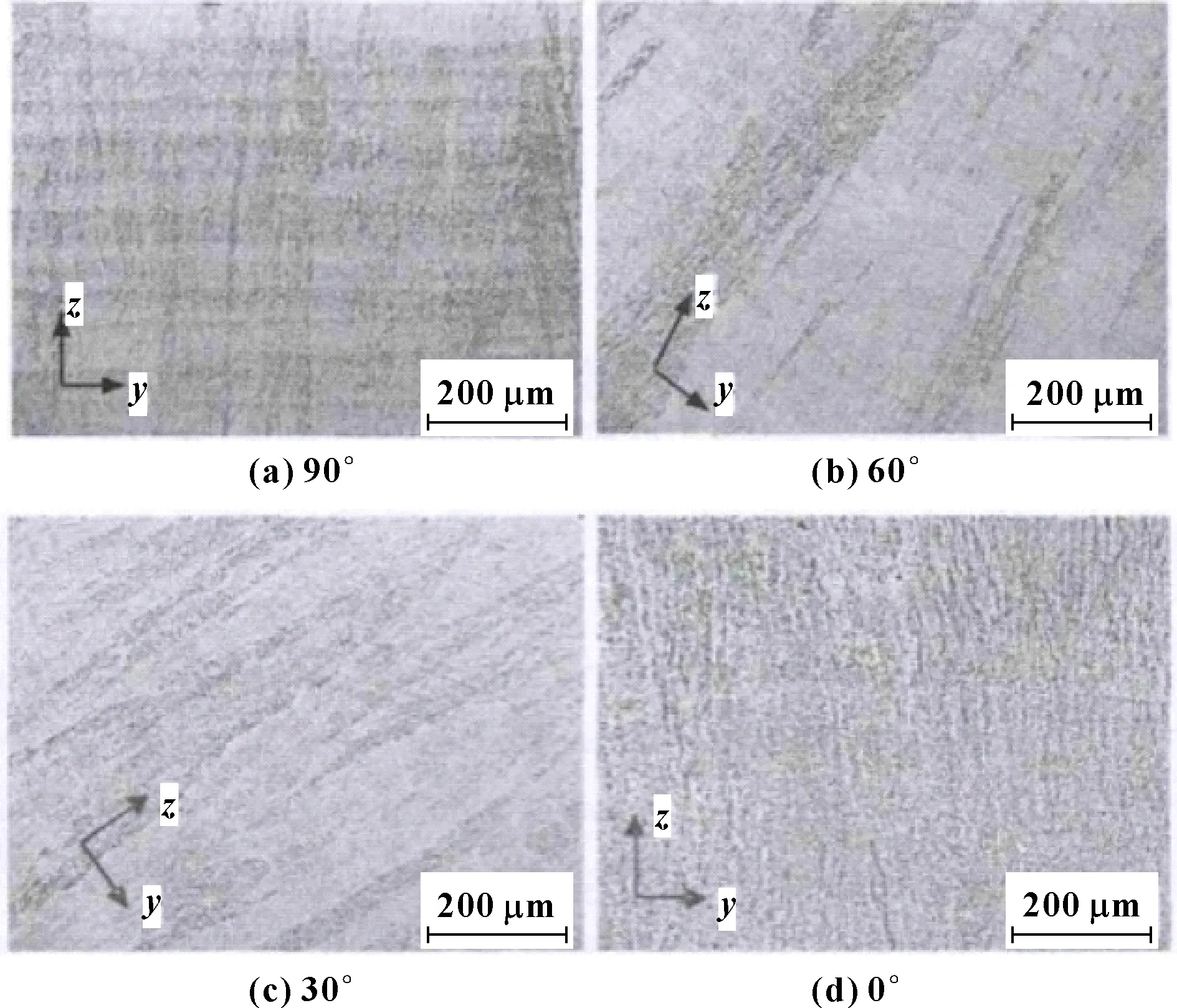
圖4 不同成形取向的試樣截面組織
GALARRAGA等的研究表明,平行于成形方向上的疲勞裂紋閾值相比垂直于成形方向上的疲勞裂紋閾值大約低15%。在與基板夾角為45°方向成形鈦合金棒形樣件并與通過熱等靜壓的鑄件比較,結(jié)果表明兩者具有相同的疲勞強(qiáng)度。童邵輝等通過實(shí)驗(yàn)對(duì)比垂直試樣和水平試樣,結(jié)果表明在伸長(zhǎng)率和斷裂韌度方面都是水平試樣更優(yōu)。
綜上所述,成形尺寸和成形方向在 EBSM 成形時(shí)都具有明顯的效應(yīng),成形過程中尺寸和方向通過影響冷卻速率和晶粒生長(zhǎng)速度來影響成形組織,成形尺寸對(duì)試樣的顯微組織影響較為明顯,而成形方向?qū)υ嚇拥挠捕纫约皵嗔研阅苡绊戄^大。
2 熱處理的影響
與傳統(tǒng)鍛造TC4合金相比,使用電子束選區(qū)熔化技術(shù)成形的TC4合金在抗拉強(qiáng)度和塑性方面都優(yōu)于鍛造,但是該技術(shù)成形出的試樣也有不足之處。由于成形過程中粉末熔化不充分,受熱不均,試樣內(nèi)部會(huì)存在少許孔隙,試樣的性能也因此受到影響。為了改善其綜合力學(xué)性能,目前除了尋求最佳的加工參數(shù)外,最普遍的方法為通過后熱處理的方式來改進(jìn),其中最常用的兩種熱處理方式就是退火和固溶時(shí)效處理。熱處理可以在不改變?cè)嚇有螒B(tài)尺寸的條件下,改善其顯微組織和力學(xué)性能。退火工藝可以改善組織、提高塑性。固溶時(shí)效工藝使試樣內(nèi)部的組織更加均勻,分散強(qiáng)化試樣內(nèi)部組織,少量降低試樣塑性的同時(shí)提高試樣的強(qiáng)度。
張勝雷等通過電子束選區(qū)熔化技術(shù)制備了TC4試樣,采用固溶時(shí)效、去應(yīng)力退火、完全退火3種方法對(duì)試樣進(jìn)行熱處理,并研究其顯微組織和力學(xué)性能的變化規(guī)律。結(jié)果表明:固溶溫度提高,試樣的拉伸強(qiáng)度提高,塑性下降;固溶溫度不變、時(shí)效溫度提高,試樣的塑性提高但強(qiáng)度下降,更多α相轉(zhuǎn)變?yōu)榈容S狀且片層厚度增加,如圖5所示。

圖5 熱處理后的TC4試樣顯微組織
TAN等指出在電子束選區(qū)熔化成形過程中試樣內(nèi)部也在發(fā)生等溫退火,馬氏體α′發(fā)生相變由α′轉(zhuǎn)變?yōu)棣?β組織。張海洋等研究發(fā)現(xiàn):退火溫度為700 ℃時(shí),試樣的塑性提升但強(qiáng)度變化幅度較小;退火溫度升高,試樣中的熔合線和魏氏組織逐漸消除,β相沿晶界析出,溫度達(dá)到900 ℃時(shí),材料向平衡組織轉(zhuǎn)變,如圖6所示。
LV等研究了通過EBSM制備的TC4合金板材的顯微組織變化和室溫拉伸性能,TC4合金板坯在不同的預(yù)熱溫度下以不同的壓量直接軋制,以不同的保溫時(shí)間對(duì)變形的樣品進(jìn)行800 ℃退火,結(jié)果表明:退火后,片層的平均縱橫比進(jìn)一步降低,顆粒的比例顯示出對(duì)先前軋制壓量下的相對(duì)強(qiáng)的依賴性,平均縱橫比和球化率隨退火時(shí)間發(fā)生變化,與鑄態(tài)TC4合金板相比,用EBSM制備的TC4合金板的力學(xué)性能明顯提高。王銘使用不同溫度對(duì)電子束選區(qū)熔化成形TC4合金試樣進(jìn)行熱處理,研究了合金試樣熱處理后成形缺陷、晶界分布特征,顯微組織形貌、相分布的變化,研究發(fā)現(xiàn):不同溫度熱處理后,試樣組織中的柱狀晶平行于成形方向,且都由α和α′簇?fù)斫M成;隨著溫度變化,α和α′團(tuán)簇也發(fā)生變化,當(dāng)溫度由750 ℃變?yōu)?50 ℃時(shí),團(tuán)簇寬度變小,數(shù)量增加,最終變?yōu)榫Ы绺忧逦梢姷南噜徶鶢罹ВM織更加凸顯;研究還發(fā)現(xiàn)使用單一熱處理方式不能消除試樣的內(nèi)部孔洞等缺陷。XU等指出在EBSM逐層沉積過程中受到多個(gè)熱循環(huán)的影響,α′馬氏體會(huì)發(fā)生原位分解。

圖6 不同溫度退火后的TC4試樣顯微組織
3 結(jié)論與展望
通過合理控制電子束選區(qū)熔化成形工藝參數(shù)可以使 TC4合金粉末充分熔化,減少球化現(xiàn)象,有效降低合金孔隙率,提高相對(duì)密度,減小殘余應(yīng)力,避免變形開裂。退火工藝可以改善組織、提高塑性。固溶時(shí)效工藝可以使樣品內(nèi)部的組織更加均勻,并通過分散強(qiáng)化的方式在少量降低塑性的同時(shí)提高合金樣品的強(qiáng)度。
目前使用EBSM制備TC4合金的研究主要是通過工藝參數(shù)和后處理來調(diào)控其組織與性能,有一定的局限性。為了更進(jìn)一步地研究EBSM制備TC4合金的組織性能,從以下方面做出了展望:
(1)在粉末熔融過程中,對(duì)粉床溫度的檢測(cè)是通過基板下的熱電偶來實(shí)現(xiàn)。由于熱傳遞的作用,基板上的粉末在通過基板時(shí)會(huì)有熱量的散失從而導(dǎo)致對(duì)溫度的檢測(cè)不夠精確。未來研制出更加精確的粉床溫度監(jiān)測(cè)系統(tǒng),將會(huì)進(jìn)一步提升成形件組織與性能。目前,粉床的鋪設(shè)與成形完成后的粉末清理回收都是由人工來完成,耗費(fèi)了大量時(shí)間,而且人工鋪設(shè)的粉床在平整度方面會(huì)有一定的偏差,從而會(huì)影響后續(xù)粉末熔融成形的精度與性能,實(shí)現(xiàn)粉床自動(dòng)鋪設(shè)與粉末自動(dòng)清理回收,能夠節(jié)約人力與時(shí)間成本并且提高成形件精度。
(2)成形試樣還受到尺寸的約束。現(xiàn)有EBSM設(shè)備所能成形的尺寸大都較小,以Arcam A2X設(shè)備為例,最大成形尺寸只有200 mm×200 mm×380 mm,試樣性能具有明顯的尺寸效應(yīng),因此增大設(shè)備的成形尺寸也是調(diào)控試樣性能的一個(gè)重要因素。
(3)在不同的區(qū)域輸入不同的能量合金里的元素會(huì)有不同的揮發(fā)狀態(tài)。制造TC4合金試樣時(shí),通過控制能量輸入使合金里某種元素?fù)]發(fā),一種原材料會(huì)變成兩種或者多種不同的材料,從而制造出的試樣可變成一種梯度結(jié)構(gòu)或者多材料非均式結(jié)構(gòu),相比多材料輸入制造可控性更高。
(4)將電子束熔融工藝與激光熔融工藝相復(fù)合制備TC4合金試樣,結(jié)合電子束致密度高與激光精度高的特點(diǎn),可以克服單一工藝的制造缺陷,從而使制備出的試樣組織與性能更優(yōu),應(yīng)用更加廣泛,具有深遠(yuǎn)的研究意義。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52