基于船形焊的雙機協作路徑規劃
2022-09-19 05:53:28李俊淵廖偉東高燕黃昕鄧華健
機床與液壓 2022年5期
關鍵詞:焊縫
李俊淵,廖偉東, 高燕,黃昕,鄧華健
(國機智能科技有限公司,廣東廣州 510535)
0 前言
隨著“中國制造2025”計劃的推進,工業生產制造中機器人焊接逐漸替代了人工焊接,但是大多數焊接路徑仍是通過示教生成。但是示教編程需要操作者耗費大量時間,而且示教的路徑精度得不到保證,因此難以保障焊接質量和生產效率。
大量實踐證明,焊接點以船形焊接姿態,即焊接點的切矢量呈水平方向、法矢量呈重力的相反方向時,可以獲得良好的焊接質量和較高的焊接速度。然而,生產制造中要求焊接的工件越發復雜,僅依靠示教編程難以控制機器人在焊接過程始終保持船形焊姿態,焊接質量難以得到保障。因此,機器人焊接路徑規劃不僅要考慮焊接工藝,而且要考慮機器人本身的運動性能,這樣才能在更好地提高機器人焊接速度的同時獲得較好的焊接質量。
本文作者以船形焊為目標,建立船形焊接算法模型,設計在焊槍姿態約束下的機器人運動平穩性能評估指標,并作為評價焊接目標函數。利用灰狼優化算法對協作焊接路徑進行目標尋優,使得焊縫中所有焊接點處于最優的船形焊接位姿,焊槍處于理想焊接姿態,實現機器人與變位機通過協作進行船形焊接的路徑優化。本文作者在一臺六軸串聯機器人及配套二軸變位機系統的基礎上進行研究,系統模型如圖1所示。
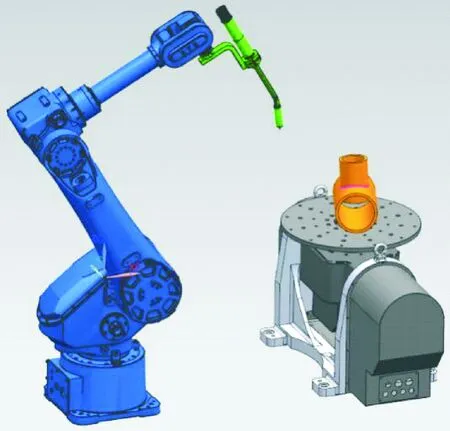
圖1 焊接機器人系統
1 性能指標函數及其分析
為實現控制機器人在焊接過程始終保持船形焊姿態,在提高機器人焊接速度的同時獲得較好的焊接質量,本文作者建立船形焊接算法模型、機器人平穩性能指標函數以及焊槍姿態約束條件,以評價系統的運動性能。
1.1 船形焊接算法
待焊工件固定在變位機的轉盤上,變位機各個關節轉動之后,焊縫上各個待焊點的空間位姿可以通過變位機的正運動學變換得到。而待焊點的空間位姿需要滿足船形焊接工藝要求,則需要對變位機進行逆運動學分析得到變位機各個關節的角度。為此,在變位機每個關節連桿分別建立如圖2所示的坐標系。其中,{}為變位機的基坐標系;{}為變位機末端轉盤的坐標系,與連桿2的固有坐標系{2}相同;連桿1的固有坐標系{1}與{}、{}原點重合。
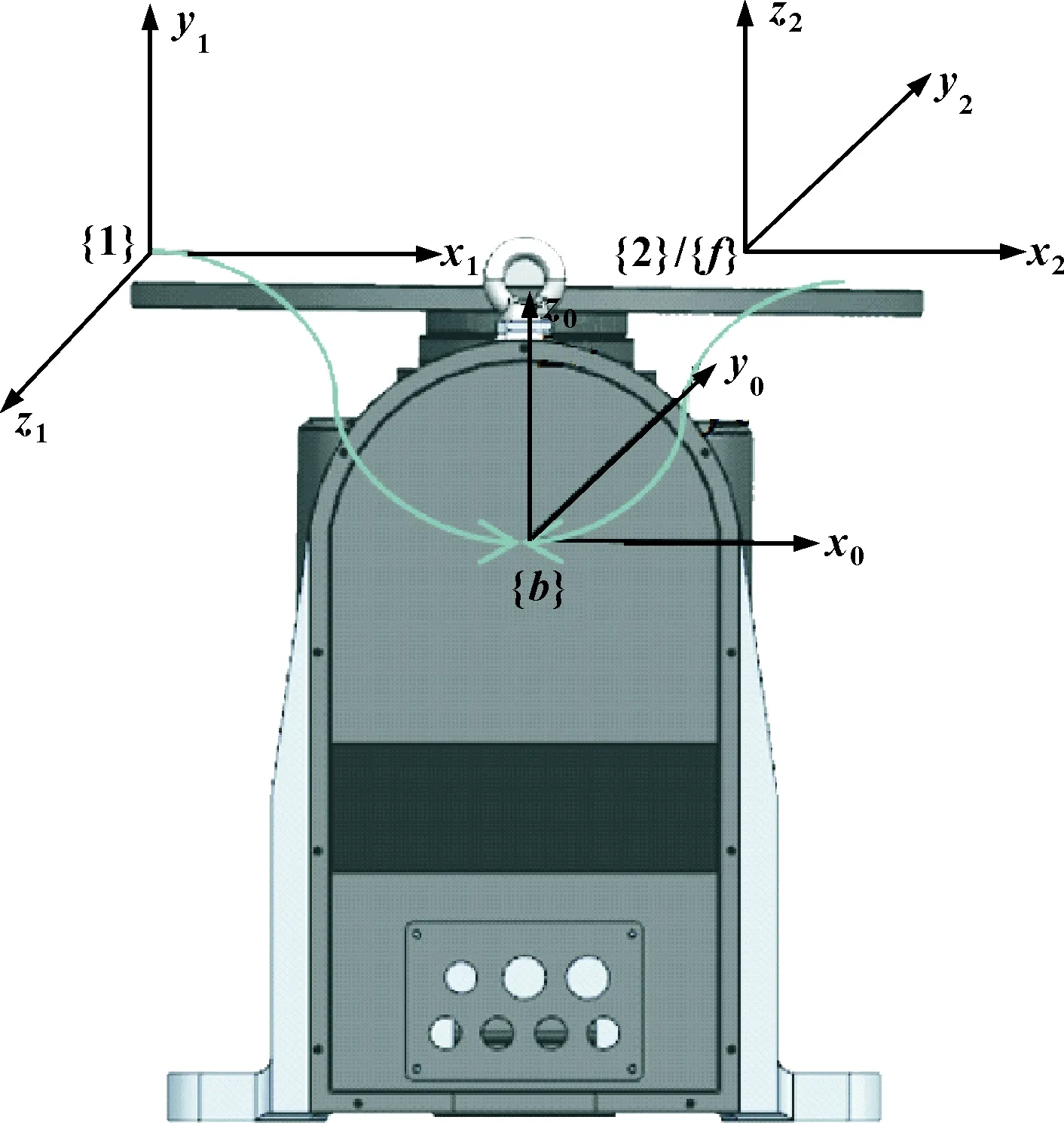
圖2 變位機的坐標系
變位機的連桿參數如表1所示。

表1 變位機連桿參數
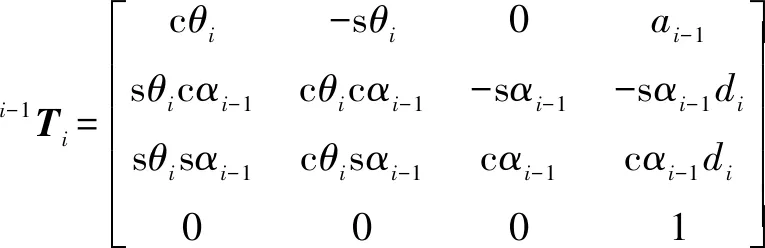
(1)
根據式(1),可以求出連桿變換矩陣、,將它們連乘得:
=
(2)
(3)
焊接點坐標系{}相對于變位機基坐標系{}的位姿變換由機器人運動學得到:
=
(4)
(5)
焊接點坐標系{}的法向量應具有豎直向下的特點,即:

(6)
聯立式(4)—(6)可得,滿足船形焊接要求下變位機的關節角1、2分別為
2=arctan2(-,)
(7)
1=arctan2(cos2-sin2,)
(8)
在雙機器人協調焊接系統中,機器人的基坐標系為{}、機器人的法蘭盤坐標系為{}、焊槍坐標系為{},則根據機器人運動學可得:
=
(9)
=
(11)
由式(9)—(11)計算得到后,根據機器人的逆運動學,可以計算得到機器人各個關節角。
1.2 運動平穩性能指標函數
為得到良好的焊接質量,需要綜合考慮在焊槍姿態約束下機器人運動平穩性指標。焊接過程中機器人各關節運動的變化過程越平穩、焊槍不抖動,機器人的定位誤差就越小。因此,機器人經過所有焊接點時的關節變化量可以用來表示機器人運動平穩性能。由于機器人各關節變化量對系統的運動平穩性影響各不相同,采用加權的方法來表示。機器人運動平穩性能指標函數可描述為
(12)
其中:為機器人的關節角;為考慮機器人各關節慣量所取的權值;=1時,機器人的初始狀態角為、、、、、。
1.3 焊槍姿態約束
焊槍的姿態一般用、和來表示,焊槍工作角和行走角對焊接質量影響較大,而自轉角對焊接質量沒有影響。對于空間位姿已確定的焊縫,理論上,焊槍存在一個最優的焊接姿態。當機器人把持焊槍以最優姿態焊接時,能獲得最佳的焊縫成形質量。然而,由于焊接過程中可能經過奇異點、軸限位或不可達區域等情況,為保證運動的合理性,一般將焊槍姿態在一定范圍內作微小調整。當姿態偏差不大時仍然能夠保障較好的焊接質量。因此,對焊槍工作角、行走角及自轉角與最佳的焊槍姿態角的偏差值進行約束:
(13)
2 灰狼優化算法
灰狼優化(Grey Wolf Optimizer,GWO)算法模擬自然界中灰狼的捕食獵物行為,是一種新的群體智能優化算法,以其簡單、參數少、搜索能力較強等特點受到許多研究者的青睞。GWO算法優化過程包含了灰狼的社會等級分層、跟蹤、包圍和攻擊獵物等步驟。采用GWO算法對協作焊接路徑進行目標尋優,就是使機器人經過個焊縫點的位姿時,其運動過程平穩,焊槍姿態相比于理想姿態偏差不大時仍然能夠獲得相對良好的焊縫成形質量。因此,本文作者取運動平穩性函數作為灰狼算法的適應度函數。灰狼算法的優化對象:
=[Δ,Δ,Δ,Δ,Δ,Δ,…,Δ,Δ,Δ]
(14)
其中:
(15)
式中:Δ、Δ和Δ分別表示第個焊縫點的焊槍工作角、行走角及自轉角與最佳的焊槍姿態角的偏差。式(13)作為優化對象的約束條件。
位姿變換矩陣中,焊槍坐標系{}相對于理想焊接點{}的姿態變換矩陣采用--歐拉角表示,即:

(16)
焊槍坐標系{}相對于理想焊接點{}的位置不變,由此可以確定值。
基于GWO算法的焊接機器人最優路徑規劃的基本流程如圖3所示。

圖3 基于GWO算法的焊接機器人最優路徑規劃流程
3 協調路徑規劃實驗
實驗工件采用直徑150 mm的圓形鋼管垂直相交于直徑100 mm 的圓形鋼管,交線即為焊縫。對焊縫進行24等分,即=24,得到24個焊接點{},理想焊接點處于船形焊位姿,即理想焊接點的切向量沿水平方向,而法向量與重力的方向相反。由船形焊接算法可以得到滿足船形焊接要求的變位機的關節角變化如圖4所示。
設機器人的初始狀態為=0、=90°、=0、=0、=0、=0。焊槍工作角、行走角和自轉角允許的最大變動值===0.1°;通過示教器工具標定操作測得工具坐標系=[0.930, 0.000,-0.368,79.806;-0.028,0.997,-0.070,-8.571;0.367 0,0.075,0.923,432.517;0.000,0.000,0.000,1.000];通過示教器變位機標定操作測得=[1.000, 0.000,0.000,931.511;0.000,1.000,0.000,-31.988;0.000,0.000,1.000,-52.153;0.000,0.000,0.000,1.000]。取灰狼數為50,最大迭代次數=100;按照如圖3所示的流程執行路徑規劃后,適應度函數值=18.469 8,如圖5所示。機器人與變位機協作焊接路徑規劃結果分別如圖6和圖7所示,仿真如圖8所示。可以看出:利用該方法可以有效地規劃出機器人與變位機各個軸運動平滑、合理的軌跡,焊槍工作角、行走角和自轉角均在 ±2×10rad內以較小幅度變化。實際焊接后可以獲得較好的焊接質量。
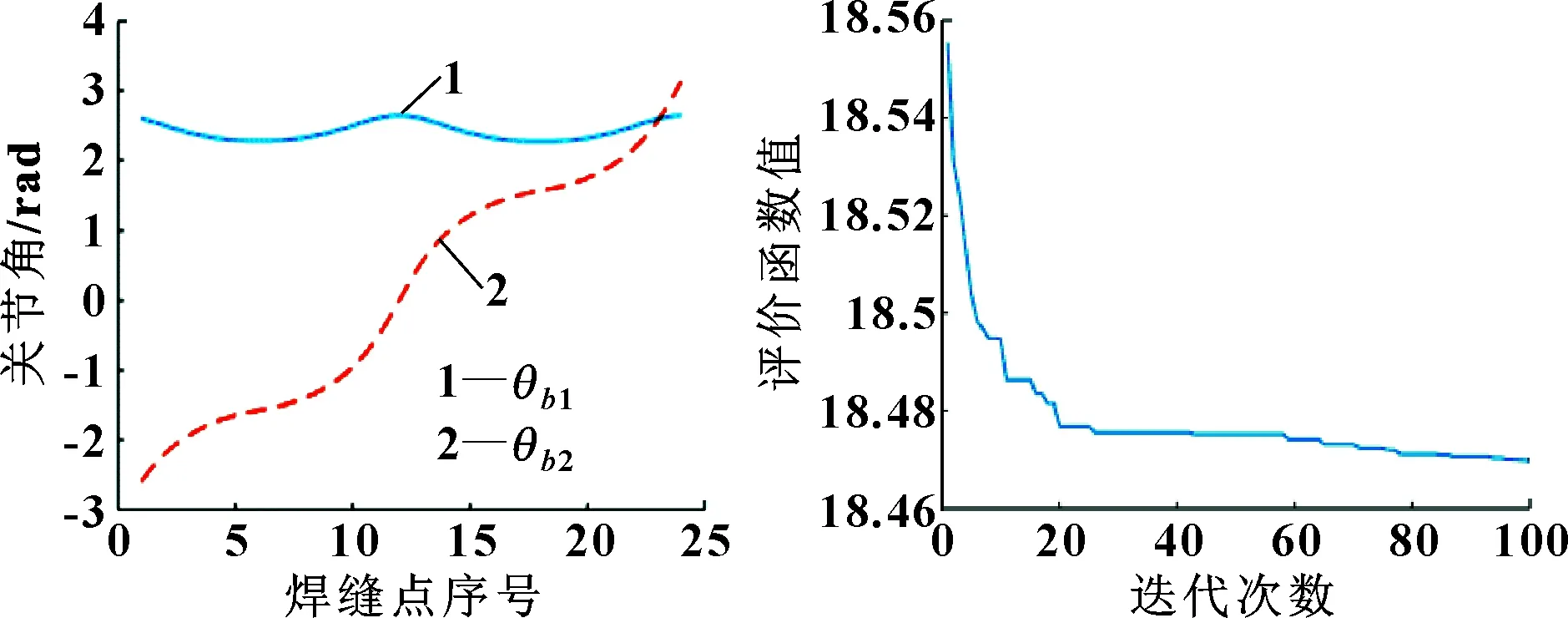
圖4 變位機的關節角變化過程 圖5 適應度函數隨迭代次數的變化過程
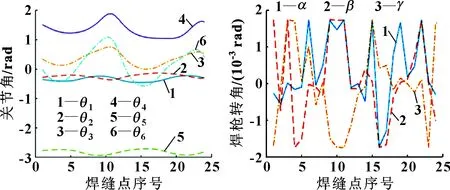
圖6 機器人各關節角的變化過程 圖7 焊槍姿態的變化過程

圖8 路徑規劃結果的仿真
4 結論
為達到船形焊接的目標,對變位機運動學進行了分析,建立了船形焊接算法模型;提出了考慮焊槍姿態約束下的機器人運動平穩性能指標函數,并以此作為優化目標函數,利用灰狼優化算法對協作焊接路徑進行目標尋優;使得焊縫中所有焊接點處于最優的船形焊接位姿,焊槍處于理想焊接姿態。在整個焊接過程中,機器人與變位機的軌跡都十分平滑,有效地保障了焊接的質量并提高了生產效率。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07