考慮3D打印工藝約束的液壓流道拓撲優化設計
2022-09-16 01:21:34張文群
液壓與氣動 2022年8期
官 杰,張文群
(海軍工程大學 動力工程學院,湖北 武漢 430033)
引言
液壓傳動以液體為工作介質來傳遞能量,具有功率重量比大、體積小、壓力流量可控性好等一系列優點,被廣泛用于船舶和海洋工程設備、港口機械、橋梁設備、航空航天等領域。液壓閥塊是液壓系統中用于引導液體流動和連接閥、泵以及其他傳動機構的元件,是液壓系統的重要組成部分,液壓閥塊中流體性能直接關系著整個液壓系統的工作性能。
通過傳統的加工工藝制造液壓閥塊,一般需要先加工出一系列正交流道,且相互交叉的流道之間會形成一定體積的工藝容腔,此時需要在流道內部添加堵頭來引導流體流動方向或減小工藝容腔的體積。當流速較大時會形成明顯的湍流現象,造成能量損失,甚至有泄漏風險。常見的液壓閥塊內部流道主要有L形、Z形、T形等幾種類型,不同類型流道相互集成增加了液壓閥塊內部流道的復雜程度,同時也增加了傳統制造的難度。通過流體拓撲優化找到最符合流體特性的流道形狀,再利用3D打印在異形三維結構制造中的先進性就可以克服傳統加工方式的局限,提高液壓閥塊的整體性能。
為了改善閥體內部的流體性能,國內外眾多學者對流道的優化設計展開研究。BORRVALL T等[1]首先在流體領域應用拓撲優化技術,此后部分學者對流體拓撲優化進行了一些研究,分析了流體在流道中壓力損失的原因,并利用Fluent對液壓閥塊中使用斜流道、圓弧、B樣條曲線等不同過渡方式在降低壓力損失方面的作用[2-5]。蘇猛猛[6]使用Kriging代理模型對正交流道進行了優化設計,并通過液壓實驗驗證了該方法的實用性。張軍輝等[7]為解決流道打印過程中產生的局部支撐難以去除的問題,提出采用異形截面流道的設計方案,實現了流道內部的少支撐甚至零支撐,為3D打印液壓元件提供理論支撐。黃信菩等[8]在此基礎上研究了流道截面及工藝參數對金屬成形質量的影響。趙鵬等[9]利用CFD方法對滑閥的工作性能進了分析,以減少流阻和噪聲為目標對內部流道的突起結構和曲率半徑進行了優化。李旺[10]建立了一種基于混合元胞自動機法的流體流道拓撲優化系統,并對直角彎管、雙流管、T形管以及對流分流管4種模型進行了驗證,實現了流體流道拓撲優化設計,極大的提高了優化設計的可操作性和實用性。SNYDER J C等[11]研究了燃氣輪機的內部小尺寸冷卻流道的建造方向和截面形狀對壓力損失和傳熱測量的影響,明確了不同截面形狀和建造方向對壓力損失存在差異,而對傳熱性能影響不大。張磊等[12-13]在對液壓閥塊增材制造的研究中引入了輕量化設計,不僅解決了傳統液壓閥制造工藝中的諸多問題,也實現了內部流道的優化。
根據上述研究,很少有學者將3D打印工藝約束和從產品性能出發的拓撲優化創新設計同時應用到流道的優化設計與加工中,且通過添加圓角和樣條曲線等方式對拐角進行過渡的方式雖然可以改善湍流現象,但并不一定能得到最符合流體特性的流道形狀。本研究首先采用拓撲優化方法對液壓閥塊內正交流道進行優化設計,得到流體性能較好的異形流道,在此基礎上,采用異形截面解決了3D打印過程中需要支撐的工藝問題,提升了制造加工的可行性。二者結合形成了流道的異形三維結構,通過Fluent驗證了流體性能的改善,通過3D打印成形實驗驗證了3D打印技術在異形三維結構制造中的先進性。
1 模型創建
本研究主要研究T形流道的結構拓撲優化,其流道示意圖及建立幾何模型如圖1所示,圖中陰影部分為優化域,假設閥體優化域長寬均為80 mm,采用雙進單出模型,流道入口和出口直徑均為8 mm。
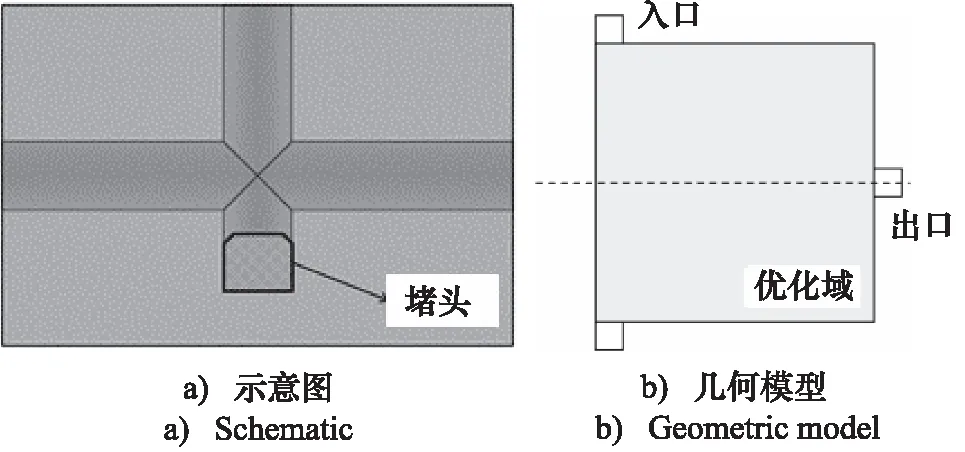
圖1 T形流道
通過密度模型進行結構的拓撲優化是最常見的拓撲優化方法,該方法可以通過插值函數更改材料參數,提高拓撲優化的易用性[11]。通常,進行拓撲優化包含了插值函數、過濾器、投影函數等模塊的設置。
1.1 插值模型
固體各向同性懲罰微結構模型(SIMP)是受均勻化方法的啟發提出的一種變密度法插值模型,其模型數學表達式如式(1)所示:
(1)
式中,X為單元密度矢量;xmax和xmin分別為設計變量的上限和下限;F為載荷;U為位移矢量;C為結構的柔度;K為結構剛度矩陣;V為材料體積分數;V0為初始材料體積分數;f為體積百分比。
SIMP模型通過引入懲罰因子P,使中間單元的密度向0或1聚集,這樣就使得連續變量的拓撲優化模型更好地逼近0-1形式的離散變量[9],如式(2)所示:
E(xi)=Emin+(xi)P(E0-Emin),xi∈[0,1]
(2)
式中,E(xi)為插值計算后材料的彈性模量;E0和Emin分別為實體部分和孔洞部分的材料彈性模量,孔洞部分一般為實體部分的1‰;xi為單元密度,介于0~1之間,初始密度值取x0=0.5;P為懲罰因子,一般取值介于3~7之間,本研究中懲罰因子取P= 3。
1.2 亥姆霍茲過濾器
亥姆霍茲過濾器可以方便地求解偏微分方程,是最早提出并被證明有效的拓撲優化過濾器[14],已經成為COMSOL優化模塊的內置功能,如式(3)所示:
(3)
式中,Rmin為過濾器半徑,默認為邊界網格尺寸;xf為過濾前的單元密度;xc為過濾后的單元密度。隨著過濾器半徑變大,過濾后的數據接近原始數據的平均值。
1.3 雙曲正切投影函數
由于平均效應,通過亥姆霍茲方程過濾后的密度場仍會存在大量的中間密度。為了更進一步地抑制灰度單元,得到更清晰的邊界輪廓,需要引入Heaviside投影函數,對過濾后的密度場進行投影操作。目前最常用的Heaviside函數是雙曲正切函數,如式(4)所示:
(4)

2 流道優化設計
2.1 流體速度分布
在進行流道的拓撲優化之前需要先對不同流速下流體的分布狀態進行研究,以驗證拓撲優化結果的正確性和準確性。采用層流物理場,僅給定流體入口和出口位置以及入口流速,不施加其他約束,假設流體進入優化域之前已經形成穩定的流速,流體密度為1000 kg/m3,動力黏度為0.001 Pa·s,分別對不同入口流速下的流體分布進行研究,如圖2所示。

圖2 不同流速下流體分布狀態
根據液壓閥塊設計經驗,壓力流道最大流速不超過6 m/s,回油流道最大流速不超過3 m/s,圖2為入口流速v1分別為2,3,4,5 m/s 4種狀態下的流體速度分布。為得到準確的流體分布狀態,將流速較小的流體顯示清楚,設置顯示的流速范圍為0~0.5 m/s,流速超過0.5 m/s的流體顯示為空白。
由圖2可知,當入口流速為2~5 m/s之間時,流體的分布大致相同,但是隨著入口流速的增大,兩入口流體匯合產生的反射流流量和速度明顯增大。由于仿真模型出口處流體分布范圍均明顯大于實際出口寬度,流體到達出口時也會產生部分反射回流,且隨著入口流速的增大有增多趨勢。由于流體匯合和出口反射產生的回流流體占比極小、流速較小,在流道拓撲優化中應忽略。
2.2 流道拓撲優化
對正交流道進行拓撲優化時,以入口和出口處壓差最小為目標,采用密度模型對以上4種狀態下流體流道進行拓撲優化,得到不同流速下材料體積因子,如圖3所示。為使流道邊界更加清晰,對材料密度分布為0.3以下的區域進行顯示,圖中空白區域材料體積體積因子在0.05以下,基本滿足空材料的要求。

圖3 不同流速下流體拓撲優化
與圖2對比可知,拓撲優化結果與相應的流體分布狀態是高度吻合的,證明了流體拓撲優化的可靠性。不足的是回流流體對拓撲優化的結果影響較大,需要在后期進行去除。
以入口流速v1=2 m/s時的流體分布狀態為例,對拓撲優化結果數據集進行過濾,設置材料密度分布值0.3為過濾上界,則僅顯示密度值大于0.3的單元,空白即為流道區域。根據過濾出的單元導出網格文件,即可通過對網格的操作對拓撲優化結果進行一些細節處理,得出其主體流道,如圖4a所示。可見流道由直角過渡優化為最佳流線過渡,且兩支流匯合處截面較大,平滑過渡到出口直徑,這種異形結構在傳統制造中較為罕見,而通過3D打印卻能夠輕松實現。將流道模型拓展到三維,則可得到T形流道的異形三維結構,如圖4b所示,深色部分為流體域。

圖4 不同維度優化流道
3 3D打印支撐與流道截面設計
3D打印對零件懸垂部分的角度有較高要求,與成形方向的夾角一般為45°以下,最高不超過60°。采用圓形截面必然會導致流道內部產生支撐結構,如圖5所示,與成形方向夾角小于45°或大于135°的圓弧需要添加支撐。直徑越大,對支撐的需求越大,對其成形精度的影響越大。

圖5 圓形截面支撐域示意圖
將設計好的流道模型導出到切片軟件進行3D打印準備工作,分別以沿流道和垂直流道方向進行切片,生成的打印模型如圖6所示。

圖6 圓形流道切片處理
可以看出,以任何方向進行打印放置,均會在流道內部產生支撐,而流道內徑僅為8 mm,通過后處理的方式去除支撐極為困難,為改善流道的加工性能,減少或去除支撐的使用,需要使用截面支撐率盡可能小的截面形狀,常見的異形截面形狀有圓角正方形、橢圓形等,如圖7所示。

圖7 不同截面形狀
通過對不同形狀截面邊界曲線斜率的分析,圓形截面的截面支撐率為71%[5],圓角正方形截面的截面支撐率視圓角半徑不同略有不同,但基本為0,橢圓形截面隨長軸和短軸比例的不同略有不同。在本研究中,參與比較的橢圓截面半長軸a=5 mm,半短軸b=
3.2 mm,橢圓方程為:
(5)
邊界曲線方程lc的曲率方程為:
(6)
令|y′|=1,得x=±1.725 mm,截面支撐率為:

(7)
由此得出,截面支撐率由低到高依次為圓角正方形、橢圓形、圓形,故圓角正方形是三者里最適合3D打印成形的流道截面形狀。
為驗證不同截面形狀3D打印成形效果,對以上3種截面均采用不添加支撐結構的方式進行成形實驗,成品如圖8所示。結果顯示,在不添加支撐的情況下,不同截面頂部均存在一定程度的打印缺陷。圓角正方向成形效果最好,橢圓形截面次之,圓形截面效果最差,與預期結果相同。

圖8 不同截面3D打印成形
4 優化流道分析
在確定了流體流道形狀和流道截面形狀之后,建立優化后流道的三維結構,通過FDM 3D打印試驗驗證增材制造對異形三維結構的成形效果,并采用Fluent軟件將優化流道與原直角圓形流道進行流體分析,以驗證優化后流道對流體性能的改進。
4.1 3D打印成形試驗
通過拓撲優化和異形截面的設計,正交流道演變為異形流道,進一步增加了傳統制造的難度。本試驗采用創想三維Ender-3 Pro 3D打印機進行流道成形試驗,選用線徑1.75 mm PLA絲材,層高為0.2 mm,填充密度為60%,僅在打印平臺上添加支撐而結構內部不添加支撐。優化流道的異形三維結構和打印成品如圖9所示,流道的內外壁成型較好,表面光滑,支撐量少且位于結構外部,易去除,體現了3D打印在異形三維結構制造中的先進性。

圖9 優化流道
4.2 流體性能仿真
本研究研究利用Fluent軟件對優化前后流體性能進行研究。流道的異形三維結構具有對稱性,僅對一半結構進行仿真,采用非結構性網格,邊界層為5層,原流道和優化流道劃分單元數目分別為302829和314598,設置速度入口、壓力出口,選用可實現的k-ε模型和SIMPLE算法進行流體仿真。
1)流體速度分析
當入口流速v1=2 m/s時,原流道和優化流道流體速度分布和湍流動能如圖10所示。

圖10 流體速度分布和湍流動能
在原流道中,流體最大流速為6.378 m/s,優化流道中最大流速為4.419 m/s,原流道中除了速度梯度較大之外,在流體匯合處還產生了氣穴,氣穴內易形成負壓,這會對液壓閥的通流性能甚至使用壽命造成嚴重影響。在原流道中流體交匯處及流體匯合后一段距離內易發生湍流現象,湍流動能最大為2.28 m2/s2。而優化流道中僅為0.325 m2/s2,湍流現象得到明顯改善。
對入口流速為2~5 m/s內的流體湍流動能Et進行分析,如圖11所示。優化流道對原流道湍流性能的改善幅度A超過85%,且隨著入口流速的增大有增大趨勢。

圖11 流體湍流動能
2)流體壓力分析
當入口流速v1=2 m/s時,原流道和優化流道流體壓力分布如圖12所示。

圖12 流體壓力分布
在原流道中,流體最大壓力為14.63 kPa,而在優化流道中分別為8.27 kPa,流體最大壓力下降了43.47%,對流道內壁的壓力也隨之減小。變截面的設計一方面增大了兩支流體匯合處的緩沖區域,改善了湍流現象,也通過截面的縮小減緩了流體壓力的降低。原流道入口和出口壓力分別為14.63 kPa, 4.327 kPa,而在優化流道中分別為8.19 kPa, 0.827 kPa,壓差下降了28.56%。
對入口流速為2~5 m/s內的流體壓力分布進行分析,得到最大壓力和入口出口壓差結果如圖13和圖14所示。優化流道對最大壓力的優化幅度超過40%,隨著速度的增大保持在43%~44%之間。對原流道入口出口壓差的優化幅度超過28%,且在一定范圍內隨著入口流速的增大有增大趨勢。

圖13 流體最大壓力

圖14 流體入口出口壓差
5 結論
本研究以液壓閥體的3D打印制造方法為主線,分別圍繞流道的拓撲優化和基于3D打印的截面優化兩方面展開:一是通過流體拓撲優化方法找到了一定條件下T形流道的最佳路徑;二是通過理論分析及3D打印試驗確定了適合3D打印制造的截面形狀。在此基礎上建立了優化后流道的三維模型,通過FDM 3D打印測試其成形良好。通過與原流道的對比分析,在相同條件下,優化后的流道能夠有效避免氣穴的產生,對湍流現象的改善幅度超過了85%,最大壓力減小了超過40%,入口和出口處壓差減小了超過28%,優化后的流道在流體性能上有較大提升,證明了流體拓撲優化和3D打印技術的結合在液壓閥塊優化設計及其他異形三維結構成形領域的強大優勢和巨大潛力。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
